|
|
Категория:
Ковка на молотах и прессах Инструментальные манипуляторы предназначены для быстрой подачи инструмента в рабочую зону пресса. Их применение значительно облегчает труд кузнецов, сокращает цикл и повышает производительность труда. Эту же проблему решают ряд устройств и приспособлений, например в современных гидравлических прессах используют поперечные выдвижные столы, на которых в специальных кассетах устанавливают комплекты бойков. Бойки вводятся в рабочее пространство пресса последовательно, вследствие чего установку бойков на стол пресса осуществляют согласно технологическому процессу ковки той или иной поковки. На некоторых прессах на поперечный стол устанавливают поворотные магазины, вмещающие большее количество комплектов бойков, чем кассеты. Так, поперечный стол в сочетании с магазином позволяет за 10—30 с сменить один из восьми комплектов бойков. При этом поперечное перемещение бойков в рабочую зону пресса осуществляется гидроцилиндрами. Для подачи инструмента под боек и выноса его из-под бойка пресса используют рельсовые и стационарные консольные поворотные манипуляторы. На гидравлических прессах усилием до 20 МН (2000 тс) инструментальными манипуляторами управляет машинист пресса.
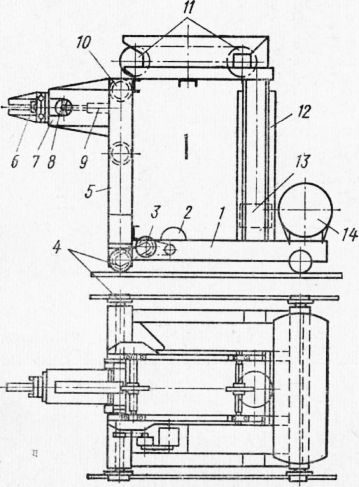
Рис. 1. Общий вид рельсового инструментального манипулятора: Рельсовый манипулятор для подачи инструмента смонтирован на тележке, приводимой в движение электродвигателем через редуктор и ходовые колеса. Клещевой зажим с хоботом при помощи колес может перемещаться по направляющим посредством троса, перекинутого через блоки и связанного с поршнем-противовесом, помещенным в воздушный цилиндр. Цилиндр питается сжатым воздухом от воздушного баллона.
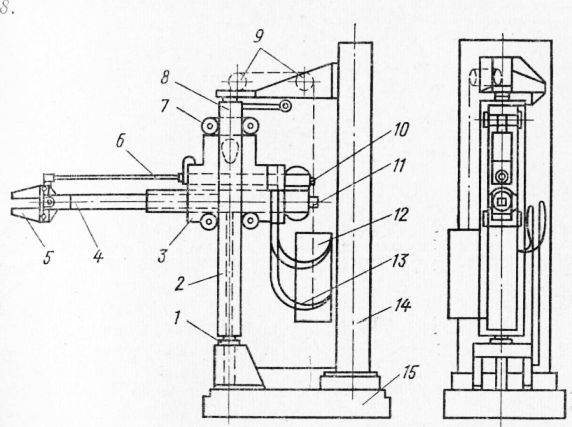
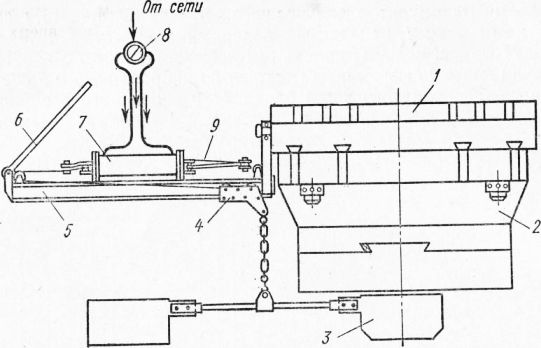
Рис. 2. Общий вид консольного поворотного стационарного инструментального манипулятора: Консольный поворотный стационарный инструментальный манипулятор смонтирован с боковой стороны пресса на плите. Инструмент, например топор, крепится в клещевом зажиме, позволяющем отклоняться ему от горизонтали, не нагружая хобот, при помощи которого инструмент вводится под боек и выводится из-под него. Хобот крепится на каретке с колесами. Каретка может перемещаться по направляющей раме посредством троса, перекинутого через систему блоков, и противовеса. Инструмент зажимается посредством тяги от штока пневматического цилиндра, а хобот подается вперед и назад при помощи пневматического цилиндра. Кроме манипуляторов для подачи под боек тяжелых топоров массой сколько сот килограммов используют механизм, показанный на рис. 3. Он представляет собой двутавровую балку, по которой движется на роликах каретка. Одним концом балка прикреплена к переходной плите, укрепленной на прессе, другим—через тягу к подвижной траверсе пресса. Посредством цепи к каретке подвешивается на рычаге уравновешенный топор с противовесом. Передвижение каретки осуществляется пневматическим двусторонним цилиндром штоки которого соединены тросом через блоки с кареткой. Вместе с кареткой перемещается и топор. Управляют механизмом краном, подключенным к сети сжатого воздуха. Указанный механизм не мешает смене верхнего бойка пресса.
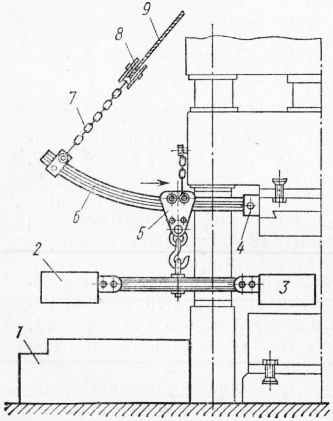
Рис. 3. Пневматический механизм подачи топора для гидравлического пресса усилием 10 000 тс: Значительно облегчает подачу топора, квадрата или пережимки простейшее приспособление, показанное на рис. 160. В этом приспособлении тележка с подвешенным к ней топором и противовесом может передвигаться на роликах по изогнутому вверх монорельсу. Последний закреплен правым концом на оси к промежуточной плите верхнего бойка. Левым концом монорельс связан цепью с блоком, который перемещается тросом от пневматического цилиндра (на рисунке не показан).
Рис. 4. Приспособление для подачи подкладного инструмента под боек пресса: Когда левый конец монорельса поднимается вверх, тележка скатывается по нему вправо, внося инструмент под боек. При опускании этого конца монорельса тележка выносит инструмент из-под бойка и устанавливает его над столом, где производится смена инструмента. В этом приспособлении в качестве противовеса может использоваться второй инструмент, например квадрат. После использования топора под боек можно сразу же подать квадрат, предварительно поменяв их местами. Реклама:Читать далее:Механизация крепления инструментаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|