|
|
Категория:
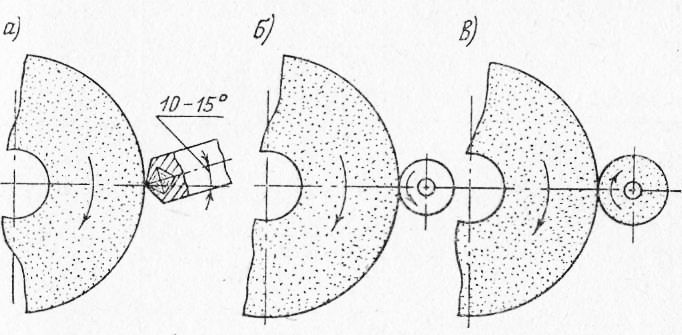
Помощь рабочему-инструментальщику Слесарю-инструментальщику часто приходится править абразивные инструменты. Правку шлифовальных кругов осуществляют различными способами: обтачиванием алмазными инструментами (рис. 1, а); обкатыванием безалмазным или алмазным правящим инструментом (рис. 1, б); шлифованием алмазными кругами или абразивными кругами из карбида кремния (рис. 1, в). При правке методом обтачивания применяют алмазно-металлические карандаши, алмазные зерна с естественными гранями, закрепленные в оправке, алмазные иглы с режущей частью, искусственно ограниченной в форме пирамиды или конуса, алмазные профильные резцы, алмазные правящие бруски, а для правки обкатыванием и шлифованием — алмазные правящие ролики. Наибольшее распространение получили алмазно-металлические карандаши и алмазные зерна в оправках.
Рис. 1. Способы правки кругов.
Алмазно-металлические карандаши представляют собой латунные или стальные цилиндрики длиной 45…55 мм, диаметром 6…8 мм, в которых алмазные зерна сцементированы цинкоалюминиевым сплавом. Хвостовая часть оправки предназначена для крепления карандаша на станке. Каждый алмазно-металлический карандаш обозначают буквой и цифрой, например, H1, С1 и Ц1. Буква указывает расположение алмазов в карандаше, а цифра— массу одного алмаза в каратах. В карандаше типа Н расположение алмазов неориентиро-вано, типа С — они расположены слоями и типа Ц — алмазы расположены цепочкой. Внедрены алмазно-металлические карандаши без перемычек между слоями алмазных зерен. При работе такими карандашами отпали непроизводительные затраты времени на съем алмазной связки и дополнительные наладки на размер. Карандаши типа Н применяют для правки фасонных кругов с острым профилем, тонких кругов на вул-канитовой связке; типа С — для правки больших кругов при круглом и плоском шлифовании и типа Ц — для правки кругов при внутреннем шлифовании. Правку производят способом обтачивания на следующих режимах: глубина снимаемого слоя — до 0,04 мм/дв. ход, продольная подача — не более 0,5 м/мин при рабочей скорости шлифовального круга. Карандаши типа Ц устанавливают под углом 15°, а типа С — под углом 3…150 к оси, проходящей через центр круга с наклоном в сторону его вращения. Алмазы в оправках служат для правки шлифовальных кругов фасонного и прямолинейного профилей при выполнении точных операций. Форма и размеры оправок для закрепления кристаллов алмаза различны и зависят от конструкции шлифовального станка. Диаметр оправок практически может составлять от 6 до 12 мм, а длина — от 5 до 75 мм. Применяют кристаллы алмазов массой от 0,05 до 1,75 карата и более, имеющие естественные острые ребра. Стойкость алмаза в оправке определяется правильной ориентацией его по вектору твердости, прочностью крепления, а также своевременной перестановкой в процессе правки. Критерием предельного износа является площадка затупления, составляющая 25…30% от наибольшей площади поперечного сечения зерна. Алмазные иглы представляют собой металлические стержни с закрепленными на конце кристаллами алмаза с острой вершиной массой 0,08…0,3 карата. Алмазные иглы изготовляют двух типов: АИ-1 и АИ-2 диаметром 8 и 9,5 мм и длиной 35 и 50 мм. Применяют их для правки резьбошлифовальных кругов. Алмазные круги служат для правки абразивных кру. гов врезным шлифованием. Они могут быть как цельными, так и сборными. Профиль их зависит от профиля обрабатываемой детали. Для правки абразивных кругов сложного профиля используют блок алмазных кругов с дистанционными кольцами между ними для компенсации износа по торцу. Алмазные круги прямого профиля, изготовляемые из природных и синтетических алмазов, имеют наружный диаметр 70 и 69,85 мм, а ширину— 10 и 20 мм. Правка производится при следующем режиме: частота вращения ролика 2800 об/мин, продольная подача 0,3 м/мин, поперечная подача 0,02 мм/дв. ход, скорость вращения абразивного круга 35 м/с. Правка алмазными кругами имеет ряд преимуществ по сравнению с другими способами. Износостойкость алмазных кругов в 50… 100 раз выше, чем алмазных инструментов, работающих способом обтачивания. Реклама:Читать далее:Механизация слесарно-инструментальных работСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|