|
|
Категория:
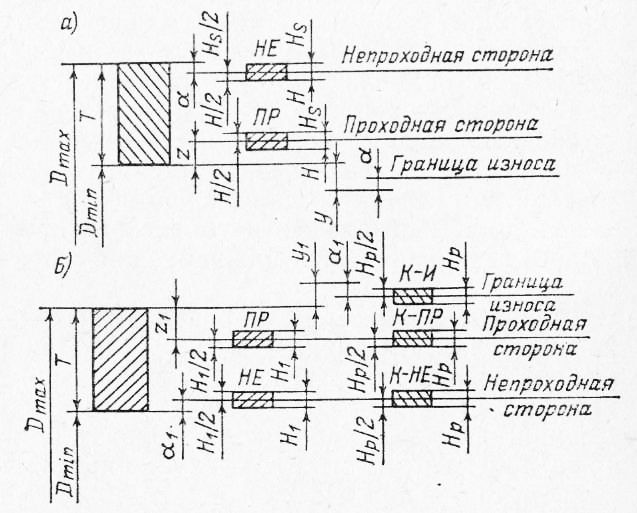
Помощь рабочему-инструментальщику Далее: Изготовление скоб и шаблонов Номинальный размер калибра равен предельному размеру контролируемой детали. Однако калибры, как и все детали в машиностроении, изготовляются с отклонением от номинального размера. Величина отклонения зависит от допусков на выполнение и на износ калибра. Допуски на изготовление и износ и расположение полей допусков по отношению к номинальным размерам калибров установлены стандартами и носят название системы допусков для калибров. Величины их зависят от квалитета допусков проверяемой детали и сведены в таблицы, пользуясь которыми можно легко рассчитать предельные размеры калибра. Размеры, в пределах которых разрешается изготовить калибр, называются его исполнительными размерами. Так как проходные калибры в процессе эксплуатации изнашиваются, предусматривается допуск и на их износ. Для размеров от 1 до 500 мм износ проходных калибров с допуском до IT8 включительно может выходить за границу поля допуска детали на величину Y для пробок и У] для скоб. Для проходных калибров от 9-го до 17-го квалитетов износ ограничивается проходным пределом, т. е. У= 0 и Vi = 0 (см. рис. 60,6). Поля допусков Н, Н\ и Hs у всех проходных калибров сдвинуты внутрь поля допуска изделия на величину Z для калибров-пробок и Z\ — для калибров-скоб. Поле допуска непроходных калибров для номинальных размеров свыше 180 мм также сдвигается внутрь поля допуска детали на величину а для пробок и cti для скоб. Для размеров до 180 мм оно симметрично верхнему отклонению детали для пробок и нижнему для скоб, т. е. а = 0 и gi = 0. При подсчете их (наименьших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления: размеры рабочих калибров для изделий от 15-го до 17-го квалитетов следует округлять до целого микрометра, а для изделий от 6-го до 14-го квалитетов и всех контрольных калибров — до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется; размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону сокращения производственного допуска детали. Расчет исполнительных размеров калибров следует производить в следующей последовательности. 1. Определяем исполнительные размеры калибра (пробки) для контроля отверстия диаметром D = 70 мм с полем допуска HI. Вначале рассчитываем предельные размеры отверстия диаметром D = 70#7. В табл. 8 (СТ СЭВ 144—75) в интервале размеров от 65 до 80 мм находим предельные отклонения: +30 мкм; 0. Следовательно, наибольший предельный размер отверстия Dmax = 70,030 мм, а наименьший —Dmln=70,000 мм.
Рис. 1. Схема расположения полей допусков гладких калибров.
Когда пробка будет иметь размер 69,997 мм, ее необходимо изъять из эксплуатации. 2. Определяем исполнительные размеры калибра (скобы) для контроля вала диаметром D — 70 мм с полем допуска /гб. Вначале рассчитываем предельные размеры вала диаметром d = 70/i6. В табл. 7 (СТ СЭВ 144—75) в интервале размеров от 65 до 80 мм находим предельные отклонения: 0; —19 мкм. Следовательно, наибольший предельный размер вала dmах = 70,000 мм, а наименьший — dmm = 69,981 мм. По табл. 15 (СТ СЭВ 157—75) в интервале размеров 50…80 мм находим допуски и отклонения размеров скобы: Нi = 5 мкм; Z\ — \ мкм, Yi = 3 мкм; допуск на изготовление контрольного калибра для скобы Нр = = 2 мкм. Размер проходной скобы будет составлять 69,993 5+о,ооз мм. Исполнительные размеры: наименьший 69,993 5 мм и наибольший 69,998 5 мм. Пользуясь ГОСТом 21401—75, можно гораздо быстрее определить размеры рабочих калибров. Готовые калибры маркируют. На них наносят номинальный размер детали, буквенное обозначение ее поля допуска, цифровые величины предельных отклонений изделия (на рабочих калибрах), тип калибра и товарный знак завода-изготовителя. Допуски на предельные калибры для контроля глубин и высот уступов установлены ГОСТом 2534—77. Конструктивно они представляют собой ступенчатые пластины различной формы. Проходную сторону калибров обозначают буквой Б, а непроходную — М. Отклонения размеров Б и М калибров отсчитываются от соответствующих предельных размеров детали. Поля допусков этих размеров располагаются симметрично относительно соответствующих предельных размеров детали. На обе стороны кроме допусков на изготовление назначают допуск на износ. Указанные калибры предусмотрены для контроля размеров от 1 до 500 мм, имеющих допуски /7Т1 и грубее. Реклама:Читать далее:Изготовление скоб и шаблоновСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|