|
|
Категория:
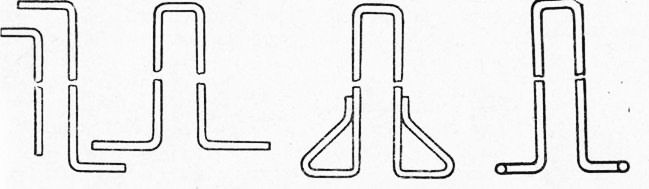
Изготовление форм Далее: Изготовление жеребеек При изготовлении крупных и средних литейных форм, особенно при наличии в верхней полуформе выступающих и свисающих частей (болванов), применяют формовочные крючки, которые придают этим частям формы большую прочность и жесткость и поэтому позволяют предупредить обвалы болванов и избежать получения брака по земляным раковинам (рис. 1).
Рис. 1. Формовочные крючки Форма и размеры крючков зависят от способа формовки, транспортирования форм, а также от размеров опок. Формовочные крючки изготовляют из низкоуглеродистой горячекатаной стальной проволоки диаметром 5—15 мм ручным и механизированным способами. При ручном способе производства формовочных крючков процесс изготовления крючков складывается из следующих операций: – разматывание бунта проволоки и ее выпрямление на плитах; резка проволоки заданной длины на ручных стуловых или рычажных ножницах; – гибка концов заготовки для получения короткой полки-навески (для подвески крючка за крестовину опоки) и длинной полки для I крепления свисающих частей формы. Эту работу каркасники выпол-I Няют на ручных и гибочных станках. Крючки подвешивают к внутренним ребрам-крестовинам опок и располагают их крестообразно Y углом 60—80° на расстоянии 15—20 мм от модели.
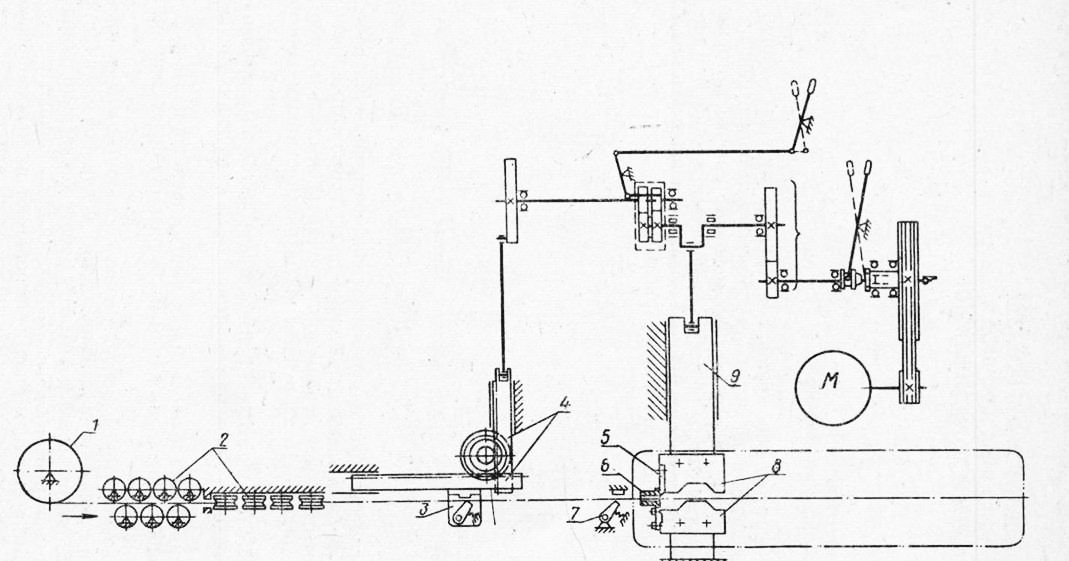
Рис. 2. Схема устройства автомата для изготовления формовочных крючков и проволочных каркасов простой конфигурации При механизированном способе производства формовочных крючков, т. е. при изготовлении на автоматизированных установках и автоматах, роль рабочего сводится к настройке автомата и наблюдению за его работой. На рис. 2 показана схема устройства автомата для изготовления формовочных крючков и проволочных каркасов простой конфигурации, спроектированного НИИТракторосельхозмашем и внедренного многими литейными цехами массового и крупносерийного производства отливок. Конец бунта проволоки, надетого на свободно вращающуюся катушку, проходит через систему правйльных роликов, подающий и стопорящий зажимы в отрезную матрицу сменного штампа. За каждый ход ползуна. отрезается ножом и загибается штучная заготовка проволоки. Проволока в штампы подается двухреечным механизмом, приводимым в движение от кривошипного вала механизма ползуна через двухступенчатый редуктор и кривошипно-шатунный механизм с регулируемой величиной вылета кривошипа. При движении ведомой рейки вправо подающий зажим защемляет проволоку, разматывает бунт, протаскивает проволоку через правйльные ролики и подает в штамп. При этом стопорящий зажим отклоняется и пропускает проволоку вправо. Рейка, дойдя до край-пего правого положения, возвращается влево, а подающий зажим освобождает проволоку, которая в это время удерживается стопорящим зажимом и остается неподвижной до окончания гибки одной заготовки. Готовый проволочный крючок проваливается в отверстие на станине, а затем попадает в специальную тару. Наибольшая длина гибки составляет 80 мм при диаметре проволоки до 8 мм. Производительность автомата 120 формовочных крючков в минуту. Реклама:Читать далее:Изготовление жеребеекСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|