|
|
Категория:
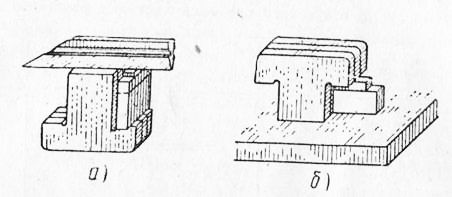
Слесарно-инструментальные работы Производство листовых калибров для линейных размеров деталей мало чем отличается от изготовления листовых скоб. Поэтому вполне достаточно ограничиться ссылкой на схему технологического процесса таких калибров и сделать некоторые замечания о его особенностях. Эти особенности связаны с выполнением операций измерения и доводки. Проверка размеров калибров для измерения длины уступов ведется при помощи блоков концевых мер и лекальной линейки по методу световой щели (рис. 1, а) или же на контрольной плите при помощи такого же блока на его вхождение между плитой и измерительной плоскостью.
Рис. 1. Проверка уступомера.
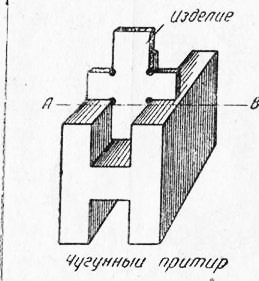
Рис. 2. Доводка высотомера.
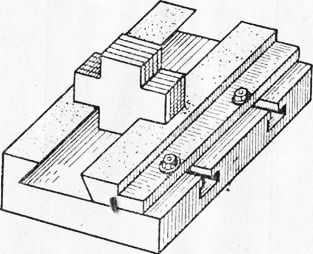
Рис. 3. Раздвижной притирр
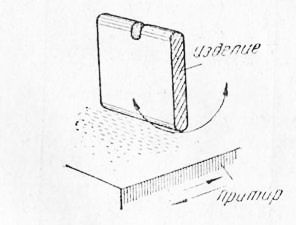
Рис. 4. Доводка калибра для измерения длины шпоночного паза.
Особенности процесса доводки вытекают из конструкции калибров этого типа. Так, например, у высотомеров поверхности А и В должны представлять продолжение одной и той же плоскости. Приведение плоскостей А и В к одной плоскости достигается доводкой калибров на специальных чугунных притирах с вырезом, показанным на этой фигуре, или же на универсальных регулируемых притирах. Другая особенность доводки выявляется при изготовлении калибров для измерения длины шпоночных пазов. Такие калибры характерны тем, что их рабочие поверхности представляют собой часть цилиндрической поверхности, образованной радиусом, величина которого меньше половины измеряемого размера. Поверхности этих калибров доводятся на плоских чугунных притирах продольными возвратно-поступательными перемещениями с одновременным поворотом калибра вперед и назад по дуге. Реклама:Читать далее:Механизация производства комплексных калибровСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|