|
|
Категория:
Машиноведение Далее: Прокатка и волочение Литейная форма представляет собой две опоки — металлические ящики без дна, заполненные формовочной землей, с пустотой, имеющей форму детали для отливки, и отверстиями для заливки формы жидким металлом (литники). Положение опок фиксируется штырями. Формовочная земля состоит из смеси речного песка (до 90—95%), глины (2—10%) и связывающих веществ (формовочная смесь). Формовочная земля должна быть пластичной, достаточно прочной после утрамбовки, огнеупорной и газопроницаемой. Формовку по модели производят, иногда не в опоках, а прямо в почве (для крупных отливок).
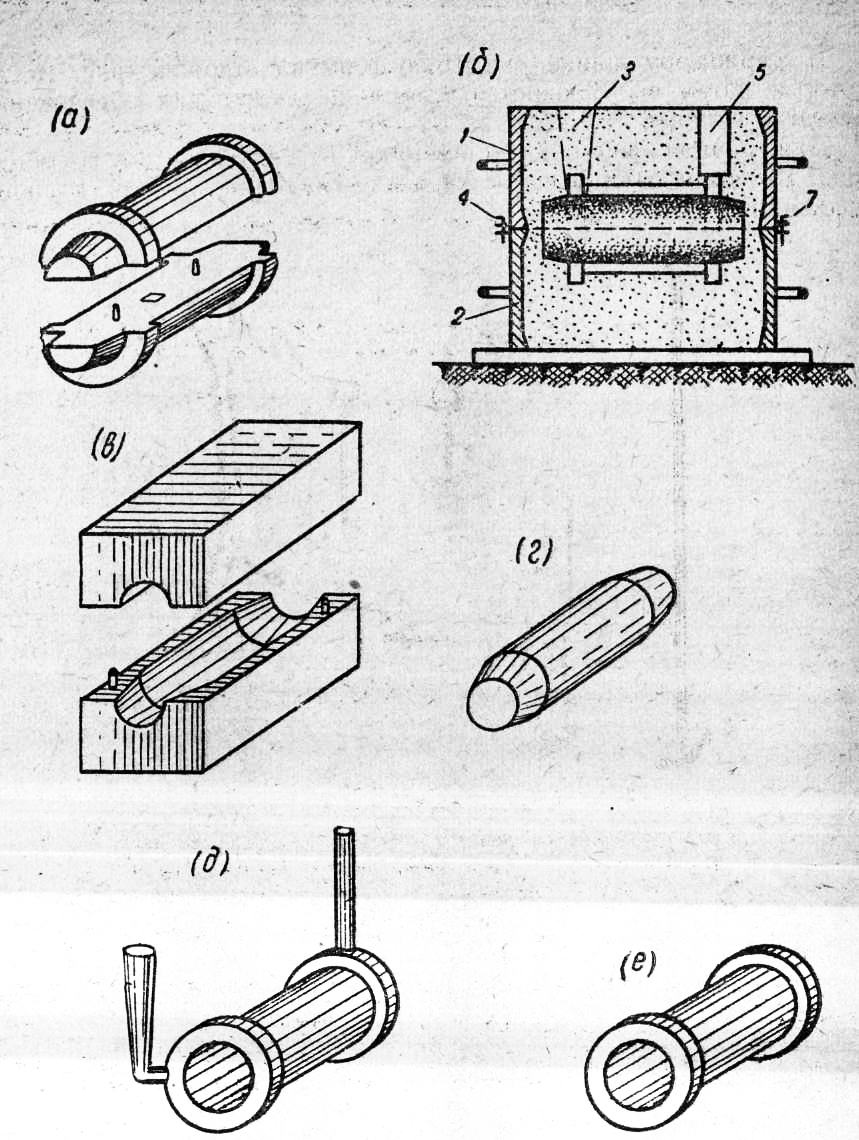
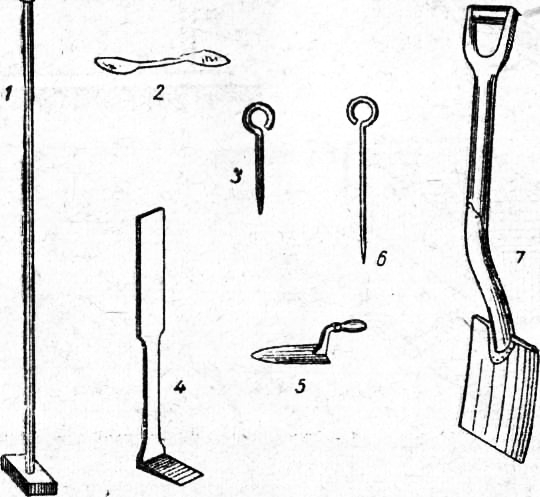
Рис. 1. Модельный комплект и отливка: В стержневом ящике формуют стержни, которые затем высушиваются. Стержни служат для образования пустот в отливке. Для ручной формовки применяются следующие инструменты: трамбовка, лопата, карасик, гладилка, крючок, душник, подъемник.
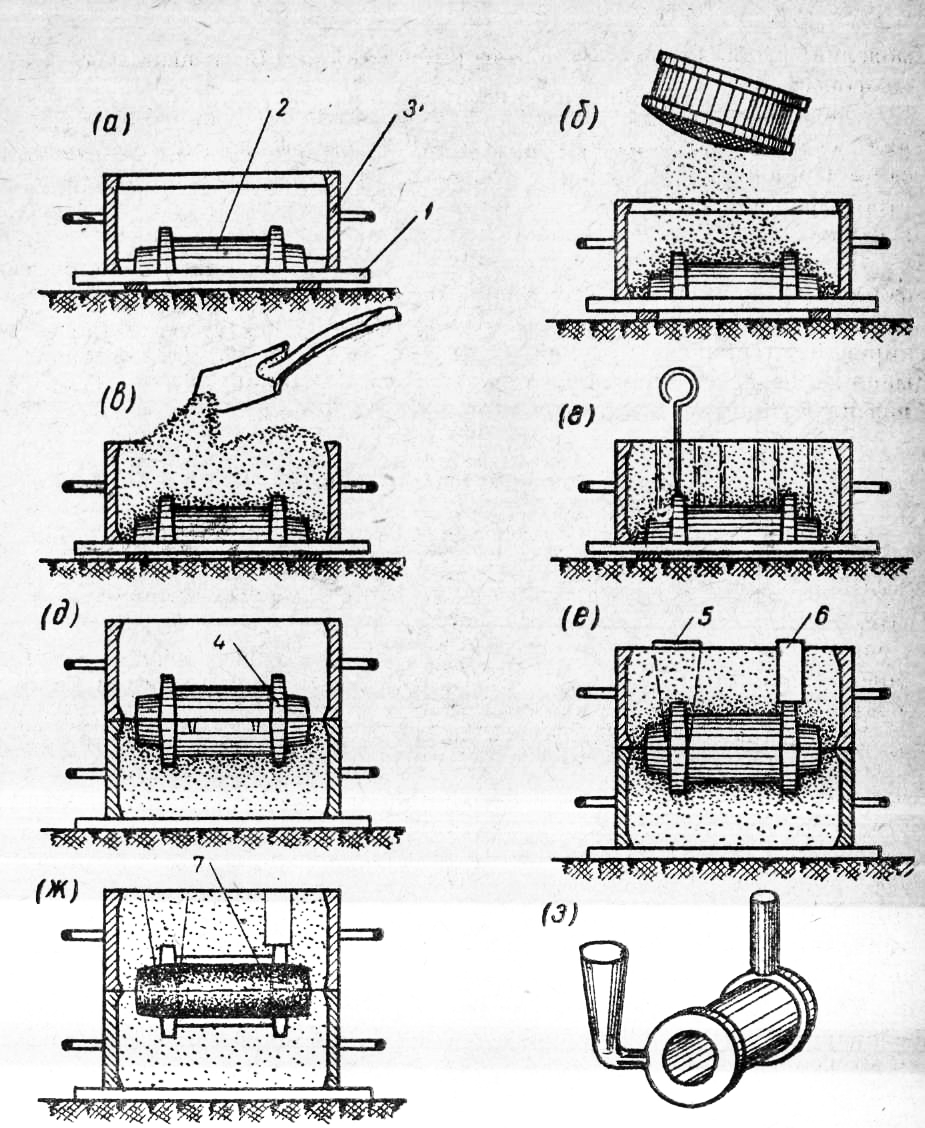
Рис. 2. Инструменты для ручной формовки: Последовательность операций при изготовлении литейной формы втулки показана на рисунке 3. На подмодельную доску кладут половину модели и ставят нижнюю опоку. Модель припудривают припылом из ликоподия, чтобы к ней не приставала формовочная земля, и обсыпают через сито облицовочной смесью, лучшей по качеству, чем формовочная земля, слоем в 20—30 мм. Слой этот уплотняют руками и обсыпают наполнительной смесью (формовочной землей) с таким расчетом, чтобы после утрамбовки опока была заполнена вровень с краями, и выравнивают землю линейкой. Для выхода газов, воздуха и паров воды, при заливке в сырых формах накалывают отверстия душником. После этого нижнюю полуформу накрывают второй подмодельной доской и переворачивают ее. Первую подмодельную доску снимают, присыпают поверхность разъема разделительным песком, чтобы полуформы при соединении не слипались. Затем на заформованную половину модели накладывают вторую ее часть. Направляя шипы в отверстия нижней опоки, ставят верхнюю опоку и, фиксируя ее штырями, вставляют модели литника и выпора. Заполняют верхнюю опоку формовочной землей в том же порядке, как и нижнюю.
Рис. 3. Изготовление литейной формы: После утрамбовки земли, накалывания отверстий и прорезки карасиком литникового канала верхнюю опоку снимают, ввинчивают подъемники, делают «расколотку» (расталкивание) половин моделей, чтобы от них отстала формовочная земля, и вынимают их из формы. Гладилками и карасиками подправляют форму, крючками удаляют осыпавшуюся землю и внутреннюю полость формы покрывают формовочной краской или припыливают молотым древесным углем, чтобы формовочная земля не приставала к металлу. После этого в форму укладывают стержень и собирают ее. Для ускорения формовочных работ теперь все шире применяют формовочные машины. Уплотнение формовочной земли, ее прессование и встряхивание производится механическим путем. Механизировано и изъятие моделей из формы. Применение формовочных машин повышает производительность труда рабочих в 10—20 раз, намного упрощает и облегчает процесс формовки. Реклама:Читать далее:Прокатка и волочениеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|