|
|
Категория:
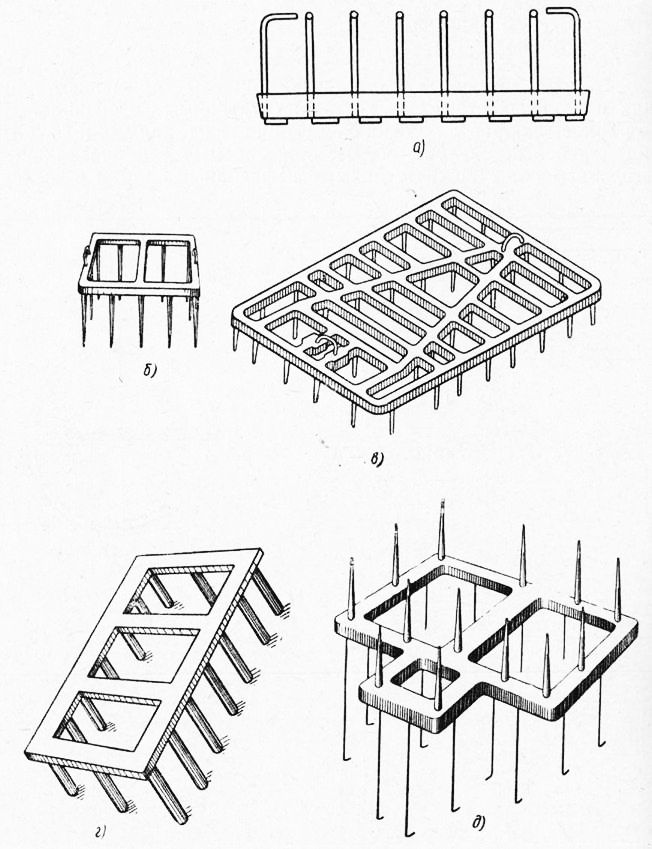
Изготовление форм Литые чугунные и стальные каркасы применяют для средних и крупных стержней. По конструктивным особенностям литые каркасы подразделяют на следующие типы: прямые и фасонные планки без весок, применяемые для плоских небольших размеров стержней; прямые и фасонные планки с весками; рамочные гладкие без весок и с весками; рамочные плоские с проволочными торцами; рамочные с литыми и проволочными торцами.
Рис. 81. Литые каркасы с литыми и проволочными торцами:
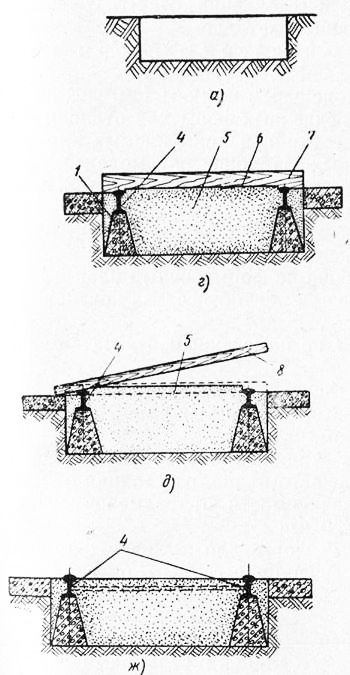
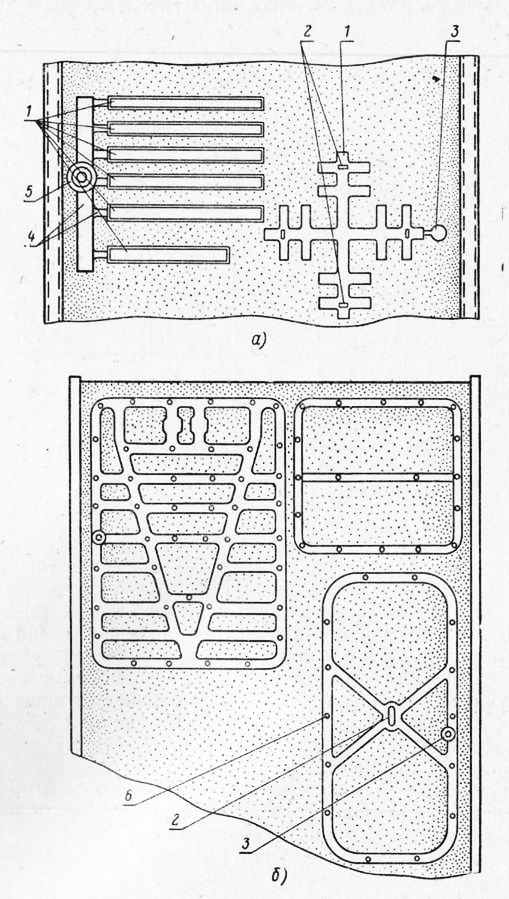
Рис. 82. Последовательность выполнения операций при изготовлении плаца для открытой почвенной формовки: а — выкапывание ямы, б — устройство в яме бетонных оснований, в — засыпка ямы формовочной смесью, г — выравнивание поверхности формовочной смесью, д — уплотнение смеси, е — насеивание облицовочного слоя, ж — уплотнение облицовочного слоя Литые каркасы изготавливают главным образом на формовочном плацу в открытых почвенных формах. Процесс изготовления плаца для открытой почвенной формовки складывается из следующих операций (рис. 82): – выкапывание в полу литейного цеха ямы глубиной 300—700 мм, шириной 1—3 м и длиной 5—20 м. Глубина ямы зависит от высоты каркаса, а ее длина — от объема и характера формовочных работ; устройство в яме двух бетонных оснований, на которые устанавливают параллельно два-рельса в строго горизонтальном положении. Правильность установки рельсов осуществляют с помощью линейки и ватерпаса; – засыпка ямы наполнительной разрыхленной формовочной смесью из расчета 1,3 м3 формовочной смеси на 1 м3 объема ямы; – выравнивание поверхности формовочной смеси линейкой, Имеющей выступы на концах, которые обеспечивают уровень смеси выше уровня рельсов; – уплотнение поверхности смеси последовательными ударами доски 8 до уровня рельсов; – насеивание с помощью сита с ячейками размером 10X10 мм на приготовленную поверхность плаца облицовочной смеси слоем 10— 15 мм и выравнивание его линейкой; – уплотнение облицовочного слоя при помощи доски. Процесс отливки каркасов на вновь изготовленном формовочном плацу складывается из операций: изготовления открытых почвенных форм и заливки их расплавленным металлом. Изготовление открытых почвенных форм производят двумя способами: п-о проволочным шаблонам, по моделям или по модельным щиткам. Процесс изготовления открытых почвенных форм для отливки каркасов зависит от сложности конструкции и применяемых для этой цели приспособлений — проволочных шаблонов или моделей. Процесс изготовления литейных форм для отливки рамочных каркасов при помощи проволочных шаблонов и проминок состоит из следующих операций (рис. 83): – наложение проволочного шаблона на формовочный плац и вдавливание его в почву до образования четкого отпечатка контура конфигурации каркаса; – образование полостей формы по намеченным отпечаткам проминками; – установка весок, вырезание литниковых каналов и чаши, а также установка на форму готовых стержневых чаш для заливки формы расплавленным металлом. Чтобы формы не разрушались жидким металлом и каркасы не приваривались к рельсам формовочного плаца, расстояния от крайних полостей форм до рельса в зависимости от размеров сечения рамки каркаса должны быть 30—50 мм. Процесс изготовления литейных форм для отливки рамочных каркасов с литыми торцами аналогичен процессу изготовления форм для гладких рамочных каркасов с добавлением операций образования полостей торцов. Процесс изготовления литейных форм по модельным щиткам и моделям состоит из следующих операций: наложение модельного щитка или модели на плац и осадка щитка или модели до уровня плоскости формовочного плаца (осуществляется ударами трамбовки по осадочным планкам модельного щитка или крестовинам металлических моделей); извлечение модели из формы (производится путем поднятия модельного щитка за осадочные планки, а металлических моделей за подъемы);
Рис. 83. Изготовление литейных форм на плацу для заливки каркасов: Заливка литейных форм расплавленным металлом производится рабочими-заливщиками при помощи подвешенных на электротельфере и передвигающихся по монорельсу литейных ковшей. В некоторых литейных цехах заливку каркасов производят ручными ковшами. Металл заливают в вырезанные в формованном плацу чаши или в стержневые чаши, устанавливаемые над полостью формы. Извлекают каркасы при охлаждении или до 100—120 °С. Для повторного изготовления литых каркасов на этом же плацу осуществляют подготовку формовочного плаца, изготовление почвенных форм и заливку их расплавленным металлом. Подготовка формовочного плаца складывается из следующих работ: – увлажнение формовочного слоя (производят с помощью резинового шланга из водопроводной сети или с помощью лейки); – рыхление, выравнивание и уплотнение формовочной смеси (осуществляют при помощи плацеприготовительной машины); – нанесение облицовочного слоя (производят с помощью сита). Реклама:Читать далее:Изготовление комбинированных каркасовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|