|
|
Категория:
Производство мягкой мебели Мебель, изготовленная с использованием пружинных блоков, более эластична, комфортабельна, требует меньшего расхода металла, сокращает трудоемкость изделия. При применении пружинных блоков сокращаются номенклатура и количество метизов, настилочных и прошивочных материалов. Кроме того, пружинные блоки позволяют изготовлять мягкую мебель новой конструкции без оснований; в этом случае мягкий элемент формируется по пружинному блоку. По конструктивным и технологическим особенностям можно выделить три процесса изготовления мягких элементов с применением пружинных блоков: непрерывного плетения на основании; из двухконусных пружин, соединенных спиралями на основании; без оснований. Технологическая схема изготовления мягких элементов с применением пружинного блока непрерывного плетения. Формирование жесткого основания. К продольным, поперечным и средним брускам рамки основания крепят гвоздями или скобами заглушину из фанеры или древесноволокнистой плиты.
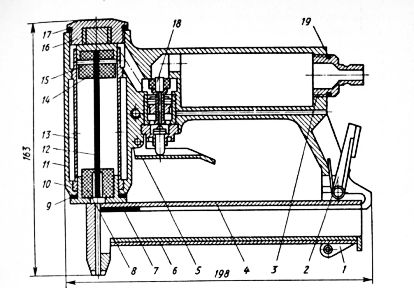
Рис. 1. Пневматический пистолет для крепления пружинных блоков скобами: Крепление капканов к средникам рамки. Вдоль средников рамки прикрепляют гвоздями полосы грубой ткани (мешковины, двунитки), сложенной вдвое. Сверху полос ткани к средникам прибивают толевыми гвоздями размером 25 или 30 мм по три капкана на каждый средник из крученого шпагата диаметром 2 мм. Капканы распределяют вдоль средника равномерно. Свободные концы капкана из двух шнуров шпагата предназначены для осадки и выравнивания пружинного блока по высоте. Длина свободных концов несколько больше высоты пружинного блока. Установка и крепление пружинного блока к основанию. Во избежание возможного шума или скрипа при эксплуатации мягкого элемента перед установкой пружинного блока на жесткое основание ровным слоем настилают тонкий слой ваты (10 мм) или рулонный материал — ватилин. После установки пружинный’ блок закрепляют, прибивая нижние кольца скобами к основанию. Угловые кольца пружинного блока крепят к основанию двумя скобами, применяя скобозабивочный пистолет. Пистолет представляет собой пневматическую поршневую машину ударного действия, работающую под воздействием сжатого воздуха. Корпус пистолета представляет собой жесткую конструкцию, на которой монтируются детали и узлы пистолета. В верхнюю часть корпуса ввернута гайка-магнит, которая служит для герметизации верхней полости пистолета и для удержания поршня перед началом работы в верхнем положении. Поршень состоит из собственно поршня, ударника, держателя и иглы, которая удерживает ударник в держателе. Цилиндр вставлен в корпус. Внизу цилиндра расположен амортизатор. Скобы закладываются в магазин, состоящий из верхней и нижней крышек. Подаются скобы под ударник пистолета специальным подавателем. Запирается магазин защелкой. Управление поршневым механизмом осуществляется клапаном. Нажатие на клапан производится крючком. Штуцер служит для соединения пневмопистолета с магистралью сжатого воздуха. Для защиты корпуса от задиров в процессе эксплуатации служит кожух. Выравнивание и окончательное крепление пружинного блока к основанию. Свободные концы капканов, установленных на средниках рамки основания, пропускают через кольца блока и завязывают узлом на металлических средниках рамки пружинного блока. При этом осаживают пружинный блок на 10… 15% первоначальной его высоты и выравнивают среднюю часть. Затем осаживают пружинныи блок по периметру. Для этого к продольным брускам рамки основания с шагом 300…400 мм набивают (не до конца) толевые гвозди размером 2,5X30 мм, а затем петлей из двух шнуров шпагата диаметром 2 мм охватывают крайний гвоздь и забивают его до конца. Свободный конец шпагата примерно под углом 40…45° завязывают петлей за рамку пружинного блока. От рамки пружинного блока им захватывают следующий толевый гвоздь и забивают его до конца, при этом производится местная осадка пружинного блока на ту же величину, что и при осадке капканами. В такой последовательности осаживают передний и задний продольные борта пружинного блока. Осадка по периметру имеет зигзагообразный вид, где завязывание шпагата чередуется от рамки основания (через толевый гвоздь) к рамке пружинного блока с направлением шпагата под углом 40…45° к рамке основания. Осадку по продольным бортам блока надо производить без перенапряжения и ослабления отдельных участков, тем самым выравнивая весь пружинный блок. Операции крепления капканов к средникам рамки основания, настил слоя ваты или рулонного материала под пружинный блок, осадка (выравнивание) блока в плоскости являются вынужденными вследствие возможных дефектов (нарушение геометрических форм блока, неправильное завязывание концов пружин при плетении, непрочное крепление пружин плетения к рамке-основанию блока), возникающих при изготовлении блока вручную, транспортировании и не всегда правильном хранении. Покрытие пружинного блока покровной тканью и ее пришивка. На пружинный блок равномерно настилают покровную ткань, края ее подвертывают и прибивают к рамке основания толевыми гвоздями или скобами с шагом 25…30 мм. Покровную ткань можно прикрепить и другим способом — пришить шпагатом тремя или пятью продольными рядами к пружинному Формирование настилочного материала и покрытие покровной тканью. Для изолирования пружинного блока от последующего настилочного слоя поверх пришитой покровной ткани ровным слоем толщиной 10…20 мм настилают вату или ватилин. По всему периметру бортов настилочный слой укладывают большей толщины для того чтобы при последующем покрытии тканью и простегивании поверхность готового изделия была ровной. Затем на слой ваты накладывают равномерно покровную ткань и прикрепляют ее к рамке основания так же, как и при покрытии пружинного блока. Простегивание настила и бортов. Настилочный слой вместе с покровной тканью простегивают двумя продольными рядами двухконцевой иглой крученым шпагатом диаметром 2 мм с шагом 200…220 мм. Затем формируют ватой борта и простегивают их в два или три ряда шпагатом одноконцевой кривой иглой или скобами пневмопистолетом. Пневмопистолет должен иметь охватывающую лапку-наковальню, позволяющую крепить борт к рамке пружинного блока. Приемы формирования бортов шпагатом аналогичны подобной операции при изготовлении мебели на двухконусных пружинах. На углах излишние концы покровной ткани отрезают ножницами и зашивают суровыми нитками обметочным швом. Если после простегивания в отдельных местах получились неровные борта, их выравнивают иглой, перемещая вату в места, где ее недостаточно. Формирование второго настилочного слоя. После простегивания настила и бортов формируют второй слой из более качественных настилочных (волос, шерсть, вата «Прима») или рулонных материалов под облицовочную ткань. Второй настилочный слой толщиной 10…15 мм крепят тем же способом, что и первый, кроме простегивания бортов. Второй настилочный слой покрывают тканью типа миткаль. Ткань крепится к рамке основания без простегивания второго настилочного слоя с теми же требованиями, что и ткань первого настилочного слоя. Покрытие мягкого элемента облицовочной тканью. Облицовочную ткань равномерно натягивают и прибивают предварительно толевыми или обойными гвоздями с шагом 40…50 мм или скобами. После окон-нательного выравнивания облицовочной ткани гвозди или скобы забивают с шагом 20…25 мм. Облицовочная ткань после прикрепления должна быть равномерно натянута без перекоса рисунка, борта должны быть ровными и прямыми. Облицовочную ткань зашивают по углам соответствующего цвета нитками стебельчатым или прямым швом. Этот мягкий элемент высокого качества, так как он формируется четырьмя рулонными настилочными слоями (два из шерсти, один из ваты и один из волоса), которые прошивают зигзагообразным швом. Рассмотренный технологический процесс изготовления мягкого элемента на жестком основании с применением пружинного блока непрерывного плетения — один из возможных вариантов. Он может несколько измениться по количеству операций в зависимости от конструкции изделия, применяемых настилочных материалов и требований к качеству изделия. Ткани натягивают на специальных прессах: при этом способе их прикрепляют скобами пистолетом ПП5.
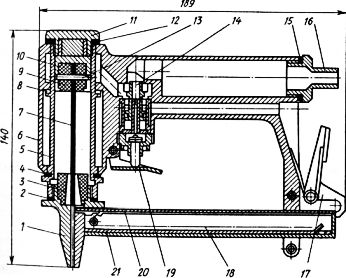
Рис. 1. Пневматический пистолет для крепления ткани Пистолет работает под воздействием сжатого воздуха, корпус представляет собой жесткую конструкцию. Скобы закладывают в магазин, в который входят верхняя и нижняя крышки. Скобы подаются подавателем и пружиной. Запирают магазин защелкой. В расточенное отверстие корпуса пневмо-пистолета вставляют цилиндр и уплотняют его прокладками. В цилиндр вставляют поршень, который состоит из собственно поршня, ударника, держателя ударника и иглы (ролик игольчатый 3 X 17,8). Клапан следует монтировать в специальном отверстии корпуса пневмопистолета. Он состоит из цилиндра, поршня, шайбы, уплотнителя, гайки, диафрагмы, кольца и штока. Шток клапана упирается в пусковой крючок, вращающийся на оси. Штуцер служит для подсоединения к пневмо-пистолету сжатого воздуха. Технологическая схема изготовления мягких элементов с применением пружинных блоков из двухконусных пружин, соединенных спиралями. Одним из существенных недостатков изготовления пружинного блока непрерывного плетения является то, что он формируется на столе-стапеле вручную и не всегда имеет правильную геометрическую форму и размеры. Этот недостаток отсутствует в процессе изготовления пружинных блоков из двухконусных пружин, соединенных спиралями. Весь технологический процесс изготовления этих блоков, включая и сборку, механизирован и выполняется на высокопроизводительных автоматах высокой точности. Поэтому при соблюде-ии необходимых требований технологии изготовления блоков из двухконусных пружин, соединенных спиралями, обеспечивается требуемая надежность и точность. Мягкие элементы с применением блоков из двухконусных пружин, соединенных спиралями, изготовляют в той же последовательности, что и блоки непрерывного плетения, за исключением операций по выравниванию и осадке блока. Этот технологический процесс более экономичный, производительный, менее трудоемкий и более качественный. Технологическая схема изготовления мягких элементов с применением пружинных болтов без оснований. При изготовлении мебели по этой технологической схеме пружинный блок сам является основанием для формирования настилочных слоев и бортов мягкого элемента, поэтому пружинные болты с двух сторон по периметру обрамляют рамками из полосовой стали. На рис. 2 показан матрац без каркаса-основания с использованием пружинного блока непрерывного плетения. Мягкий элемент изготовляется в такой последовательности. Подготовка пружинного блока. Пружинный блок кладут на выверочный стол и осматривают с целью выявления дефектов и проверки размеров. Обрануженные дефекты исправляют вручную слесарным инструментом; одновременно при необходимости исправляют размеры и форму блока. Исправленный блок передают на следующую операцию. Покрытие пружинного блока тканью. Пружинный блок может быть покрыт тканью, сшитой предварительно в виде чехла, или тканью, раскроенной по размерам блока. В первом случае ткань пришивают за верхние кольца блока с обеих сторон за рамки пружинного блока и затем прошивают вручную несколькими рядами с обеих сторон блока.
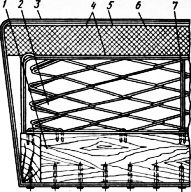
Рис. 2. Матрац без основания на блоке пружин непрерывного плетения с настилочным материалом животного происхождения: Формирование настилочного слоя, прошивка его и формирование бортов. Настилочный слой (рулонный биологически обработанный волос) кладут на пружинный блок и временно прикрепляют к нему с обеих сторон вручную шпагатом с кнопками или на автомате. Затем на прикрепленный к блоку слой волоса кладут с двух сторон рулонную шерсть, предварительно прошитую с покровной тканью на многоигольчатом автомате. Формируют и прошивают борта из настилочного слоя на автомате NK-203 фирмы «Spiihb. Автомат NK-203 имеет две прошивочные головки, позволяющие одновременно прошивать борта с двух сторон скобами из проволоки диаметром 1 мм.
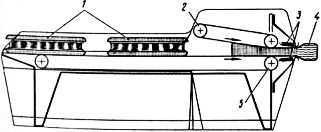
Рис. 3. Автомат NK-203 фирмы «Spiihl* для прошивания скобами бортов мягкой мебели Покрытие облицовочной тканью. Облицовочную ткань для покрытия мягкого элемента шьют в виде чехла. Обязательное требование при изготовлении чехла — сохранение рисунка ткани и прошивка без перекоса. Облицовочную ткань вместе с тонким слоем (5… 10 мм) настилочного материала (рулонная высококачественная шерсть, поролон) прошивают на прошивном автомате «Матраматик». Рисунок декоративной прошивки может быть различным. Он зависит от профиля рисунка шаблона-копира автомата. Вертикальные борта аналогично прошивают на автомате ВК-300. Чехол на заготовку мягкого элемента надевают на конвейере, показанном на рис. 4. На подающий конвейер укладывают заготовку мягкого элемента, которая перемещается им под прижимный ленточный конвейер, где она сжимается до размеров, позволяющих надеть на нее чехол. Чехол предварительно надевается на рамку и поддерживается прижимными пластинами.
Рис. 4. Конвейер для надевания чехла: Окончательно мягкий элемент отделывают облицовочной тканью, изготовленной в виде заготовок чехла на машине NK-201 для запошивки краев мягкого элемента и обшивки их тесьмой. Мягкий элемент без облицовочной ткани помещают на стол машины. На него ровно кладут полотно из облицовочной ткани и временно прикрепляют облицовочную ткань для вертикального борта и для плоскости мягкого элемента. Стык двух полотен ткани с подвернутыми краями подводят к швейной головке, которая заправлена нитками и тесьмой. Включают двигатель суппорта швейной головки. Скорость пошива и скорость подачи суппорта регулируют многодисковой муфтой. При проходе суппорта по периметру стола сшивают два полотна ткани и прошивают кантом одну плоскость мягкого элемента. Для прошивания с другой стороны мягкий элемент переворачивают, и процесс повторяется. При работе на машине надо следить за равномерным натяжением обоих полотен и равномерностью пошива (равномерностью шага строчки). После прикрепления ручек (при необходимости) мягкий элемент имеет законченный вид. Технологическая схема изготовления дивана-кровати на пружинном блоке с применением настилочного материала — поролона. Схема включает операции изготовления мягких элементов дивана-кровати без столярно-монтажных работ. 1. Прибить к рамкам сиденья и спинки скобами из пневмопистолета заглушины из фанеры.
Рис. 5. Схема формирования сиденья на пружинном блоке непрерывного плетения с применением поролона: Реклама:Читать далее:Изготовление мягких элементов без применения пружин и пружинных блоковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|