|
|
Категория:
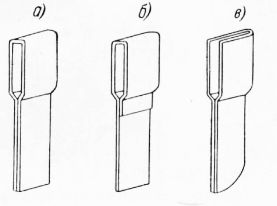
Крупные электрические машины В крупных машинах диаметр коллектора, по конструктивным соображениям, всегда меньше диаметра сердечника якоря. Поэтому соединение концов секций обмотки с пластинами коллектора осуществляется посредством промежуточных деталей — так называемых петушков. Имеется большое число конструктивных исполнений петушков, которые, однако, могут быть сведены к трем основным типам: Двухслойные петушки с закрытым хомутиком нашли широкое применение в коллекторах с узкими пластинами, так как у них при одном и том же поперечном сечении стебля головка занимает меньше места, чем у однослойных. Недостатком двухслойных петушков является малая жесткость в поперечном направлении, из-за чего иногда происходит расслоение стенок стебля петушка. Это может быть устранено склепыванием или пайкой стенок стебля между собой в нескольких точках по длине петушка. Однослойные петушки с закрытым хомутиком применяются в коллекторах с широкими пластинами, при большом расстоянии от обмотки до коллектора. Двухслойные петушки с полуоткрытым хомутиком используются в машинах, в которых уравнительные соединения расположены со стороны коллектора. Открытая сверху и сбоку головка петушка позволяет легко и удобно установить уравнительные соединения и пропаять их. У петушков с закрытыми хомутиками в головках имеются отверстия или продолговатые пазы, которые служат для контроля затекания припоя при пайке обмотки. Петушки изготавливаются из ленточной меди марки Ml различного сечения, которая поставляется в бухтах. Рубка заготовок петушков производится на эксцентриковом прессе с помощью универсального штампа, позволяющего совместить отрезание заготовок с пробиванием отверстий и пазов.
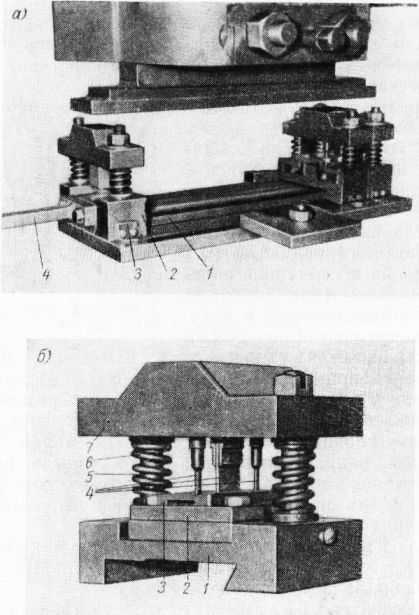
Рис. 1. Типы петушков. Конструкция штампа приведена на рис. 2, а. На плите, имеющей направляющие типа «ласточкин хвост», крепятся сменные блоки, состоящие из основания, матрицы, пуансонов, верхнего основания, колонок с пружинами, направляющих планок. В набор входят блоки с одним пуансоном, блоки с двумя пуансонами с различным межцентровым расстоянием, блоки с прямоугольными пуансонами для пробивания пазов и отрезной блок. К основанию отрезного блока прикреплена планка с передвижным упором (на рисунке не показан). Блоки устанавливаются на требуемом расстоянии друг от друга по линейке с помощью указателей.
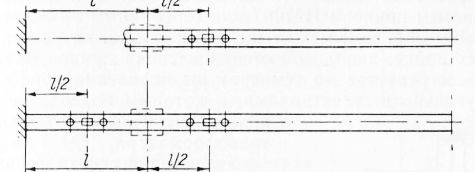
Рис. 2. Универсальный штамп для отрезания заготовок петушков и пробивания отверстий и пазов: Рубка заготовки и пробивание отверстий в ней универсальным штампом производятся за два хода пресса по схеме, представленной на рис. 3. При первом ходе обрезается торец медной ленты и пробиваются отверстия и пазы. Затем лента подается до жесткого упора, установленного на требуемом расстоянии (/) от режущей кромки матрицы отрезного блока. При втором ходе отрезается первая заготовка и пробиваются отверстия и пазы в следующей заготовке.
Рис. 3. Схема рубки заготовки и пробивания отверстий.
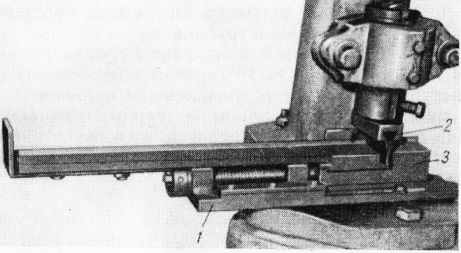
Рис. 4. Универсальный штамп для гибки петушков. Гибка петушков осуществляется в два приема. Сначала перегибают заготовку в требуемом месте (двухслойные петушки посередине), а затем в специальном штампе формуют головку петушка. Для гибки используется винтовой пресс, на котором устанавливается универсальный гибочный штамп, состоящий из основания, раздвижной матрицы и пластинчатого пуансона. Штамп для формовки головки петушка показан на рис. 6. Ручьи в матрице и пуансоне соответствуют наружному контуру петушка, а размеры рабочей части оправки — внутреннему контуру его головки. Для увеличения жесткости щеки двухслойных петушков про-паиваютсях или склепываются между собой. В последнее время пайка почти полностью вытеснила склепывание, так как она более производительна. Пайка производится твердым медно-фосфористым припоем ПМФ-7 или серебряным припоем ПСр-15 следующим образом: между щеками петушка на участках, подлежащих пайке, закладываются пластинки припоя. Затем место пайки разогревается до температуры плавления припоя между двумя угольными электродами, к которым подводится ток напряжением 6—8 в от сварочного трансформатора. Петушки, устанавливаемые в глубокий шлиц, для уменьшения расхода припоя, должны иметь в месте соединения с пластиной закругление, радиус которого равен радиусу дна шлица. Закругление вырубается штампом простейшей конструкции. Место пайки к пластине и хомутик петушка облуживаются припоем ПОС-61 или ПОС-40 горячим способом, путем погружения петушка в ванну с расплавленным припоем. При пайке петушка к пластине твердым припоем и малой его длине лужение хомутика производится после пайки. Реклама:Читать далее:Соединение петушков с пластинамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|