|
|
Категория:
Производство мягкой мебели Пружинные блоки непрерывного плетения изготовляют из стальной проволоки (ГОСТ 9389—75) и ленты (ГОСТ 10234—77). Для рамок и средников пружинных блоков применяют стальную плющеную ленту сечением 2,1X10 мм. Для сборки рамок и пружин используют скобы, изготовленные из стальной ленты марки 10 размеров 1,5X30; 0,8X20 и 20X32 мм. Для блоков небольших размеров рамки изготовляют из проволоки диаметром 5,5…6 мм (ГОСТ 1050—74). Пружинные блоки непрерывного плетения изготовляют по следующей технологической схеме: изготовление пружин, рамок, скоб для соединения рамок, плетение пружинных блоков и сборка пружинных блоков. Изготовление пружин. Для изготовления пружин может быть использована механизированная линия, состоящая из размоточного барабана, автомата для навивки пружин, электропечи и станка для намотки пружин на катушку.
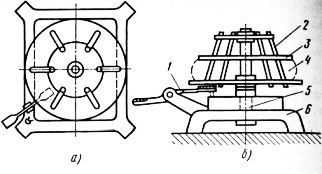
Рис. 1. Размоточный барабан: а — вид сверху, б — вид сбоку; 1 — ножной тормоз, 2 — барабан, 3 — груз для прижима проволоки, 4 — моток проволоки, 5 — ось, 6 — станина Бухту проволоки устанавливают на размоточный барабан, состоящий из станины, барабана и тормозного педального устройства. Барабан имеет вид усеченного конуса и состоит из двух круглых дисков, соединенных стальными прутками. Барабан свободно вращается на оси станка. Конец проволоки из бухты вводится в направляющую каретку и направляющую колодку автомата для навивки пружин. Продвижение проволоки в навивочное устройство станка осуществляется подающими роликами. Навивочное устройство имеет механизм регулирования шага пружин и каретку для регулирования диаметра пружин. При выходе из подающих роликов проволока изгибается пальцем, оснащенным твердосплавной пластиной.
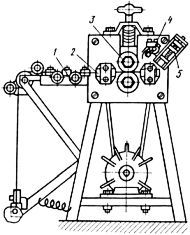
Рис. 2. Автомат для навивки пружин:
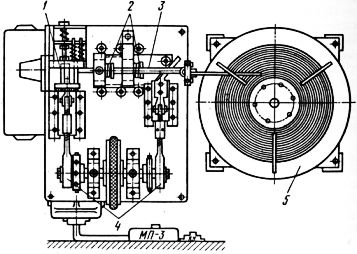
Рис. 3. Автомат для рубки ленты и проволоки: На автомате можно изготовлять пружины с диаметром колец 30…70 мм и шагом витков пружин 5… 50 мм. Скорость подачи проволоки 90 м/мин, часовая производительность 1200 м/ч при шаге пружины 40 и диаметре 55 мм. Пружина из навивочного автомата поступает в электропечь для термической обработки, где она нагревается до температуры 300…500°С. Электропечь состоит из нагревателя и однофазного понижающего трансформатора мощностью 14…16 кВт. Нагреватель представляет собой трубу из жароустойчивой стали; длина ее 2350 мм, внутренний диаметр 80…100 мм. Из электропечи пружина поступает на стол, где она отрезается на заданную длину. Рубят пружины на автоматических ножницах, включаемых от концевого включателя. Как только конец пружины, выходящий из навивочного автомата, дойдет до концевого выключателя, включается электромагнит; при этом сердечник электромагнита, соединенный с верхним подвижным ножом, опускается, отрубая пружину. Подвижное лезвие ножниц поднимается специальным рычагом под воздействием пружины сжатия. Отрубленную пружину наматывают на катушку, состоящую из двух металлических щечек, соединенных втулкой, и пяти шпилек. Наматывание произво дится на станке, который состоит из станины, электро! двигателя и намоточной головки. К станине станка приварена вертикальная плита с подшипниками, в которых вращается вал. На перед, ний конец вала надевают намоточную головку, в которую закрепляют катушку. На заднем конце вала установлена двусторонняя фрикционная муфта сцепления, соединяющая вал с электродвигателем. Муфта выходит из зацепления при нажатии педали, когда нужно закончить намотку проволоки. На плите со стороны головки устанавливают направляющий крюк, на который надевают пружину при намотке ее на катушку. Изготовление крепежных скоб. Крепежные скобы изготовляют на станке-автомате.
Рис. 4. Автомат для изготовления крепежных скоб: Изготовление рамок. Рамки для пружинных блоков изготовляют из стальной ленты. В зависимости от размера рамки стальную ленту рубят на заготовки определенной длины. С рубочного станка заготовка поступает на гибочное приспособление или гибочный станок, где ее гнут по форме и размерам рамки. Рамку соединяют скобами или контактной сваркой. Рамки больших размеров изготовляют из одной заготовки, меньших размеров — из нескольких. Плетение пружинных блоков. Пружинные блоки плетут вручную на рабочих столах, оборудованных подвижной рейкой и тремя металлическими штырями (колками) для захвата витков пружины. В зависимости от высоты блока отсчитывают четыре-пять витков из кассеты и перегибают пружину с таким расчетом, чтобы оси перегнутых пружин были параллельны. Перегиб нужно делать с радиусом 20… 30 мм. Полученные при перегибе параллельные пружины (столбики) переплетают между собой, после чего первый столбик надевают на штырь с правой стороны. На высоте первого столбика делают второй перегиб пружины в обратном направлении, чтобы пружины располагались в один ряд. Витки пружины третьего столбика переплетают с витками второго столбика, при этом пружина из кассеты постоянно распускается. Так столбик за столбиком набирают ряд блока.
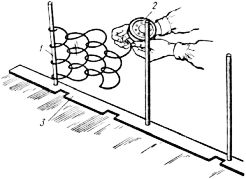
Рис. 5. Схема плетения первого ряда непрерывного пружинного блока: Количество витков в столбиках чередуется, т. е. если в первом было четыре витка, то во втором будет три, а в третьем — снова четыре и т. д. В этом случае пружина блока получается высотой три-четыре витка. Закончив ряд, оставшуюся пружину на катушке откусывают кусачками, последний столбик ряда надевают на штырь с левой стороны стола. Процесс плетения ведется справа налево. Кассета во время плетения подается поочередно то одной рукой, то другой в каждый виток предыдущего столбика. Катушку 2 с оставшейся пружиной переносят на правую сторону для плетения второго ряда. Конец пружины ввинчивают в первый столбик, чтобы витки вошли в зацепление с витками первого столбика первого ряда. Если конец пружины первого столбика первого ряда обращен вверх, то конец пружины первого столбика второго ряда должен быть обращен вниз. После того как первые столбики будут соединены, делают перегиб вверху и левой рукой зацепляют за первый виток второго столбика первого ряда, а затем зацепляют за первый виток первого столбика второго ряда так, чтобы эти первые витки двух столбиков были связаны одним витком второго ряда. Так же соединяют следующие (вторые) витки второго столбика первого ряда и первого столбика второго ряда. В некоторых изделиях в блоках крайние ряды делают двойными с трех сторон (диваны-кровати, тахты, диваны). Для этого поперечные крайние ряды плетут двойной пружиной, намотанной на катушку. Первый продольный ряд делают двойным: при плетении второго ряда конец пружины заводят в первый столбик предыдущего ряда, чтобы витки сдвоились, после чего делают перегиб и сплетают столбик, отступая назад. Далее плетут ряд, как обычно. Первый столбик последнего ряда при таком сдавливании будет оди-нарным, поэтому его делают двойным при сборке, вставляя еще один столбик и скрепляя их скобами на рамке. Ряды можно плести и по длине блока. Если пружина кончается где-то в середине ряда, ее наращивают, загибая концы треугольником. Сборка блоков. Перед сборкой блока на столе-шаблоне штыри раздвигают по размеру блока. Блок растягивают на крайние четыре столбика пружин на заданный размер. Оставшиеся после плетения концы пружин загибают и зацепляют их за витки пружины на шаг ниже. Затем берут рамку, накладывают ее на блоки и прикрепляют угловые пружины блока к рамке двумя скобами, затем к рамке прикрепляют остальные пружины. Блоки могут быть с одной или двумя рамками, установленными внизу и вверху. При двусторонней окантовке пружин рамками верхнюю рабочую сторону пружины иногда обрамляют рамкой из ленты, а нижнюю — из проволоки. Если используют блок без деревянного основания, обе рамки блока изготовляют из ленты. Валики для диванов изготовляют, оборачивая деревянный стержень сплетенными пружинами. На торцах стержней гвоздями прикрепляют бобышки, на которые надевают концы пружин, а гвозди тщательно забивают. Блоки непрерывного плетения должны отвечать следующим требованиям: пружины блока должны обладать достаточной жесткостью, необходимой упругостью и эластичностью; проволока блоков не должна иметь изломов и резких перегибов; усадка должна быть не более 5 мм (при десятикратной нагрузке); пружинный блок должен лежать на плоскости ровно; отрубленные концы пружин, а также изломы проволоки должны быть заделаны так, чтобы они не могли при эксплуатации высвободиться. Хранят блоки в сухом закрытом помещении. Реклама:Читать далее:Изготовление пружинных блоков из двухконусных пружин, соединенных спиралямиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|