|
|
Категория:
Литейное производство Формовка производится вручную или на машинах, с применением стержней и без них. Машинная формовка преимущественно применяется при массовом и серийном производстве мелких и средних отливок, ручная формовка— при единичном и мелкосерийном производстве различных отливок.
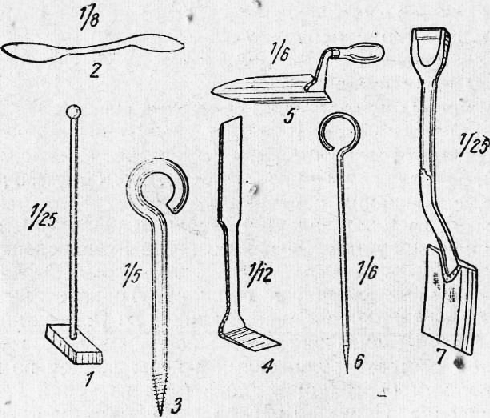
Рис. 1. Инструменты для формовки:
1 — ручная трамбовка; 2 — карасик; 3 — подъемник; 4 — крючок; 5 — гладилка; 6 — душиик; 7 — лопата (дробные цифры указывают масштаб)
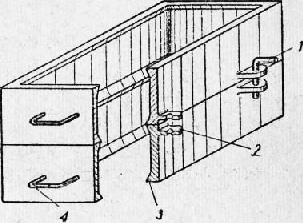
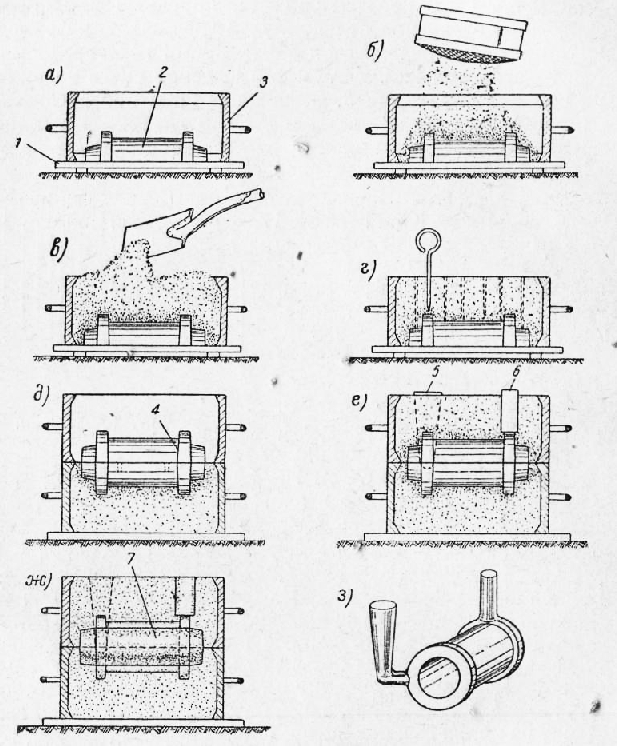
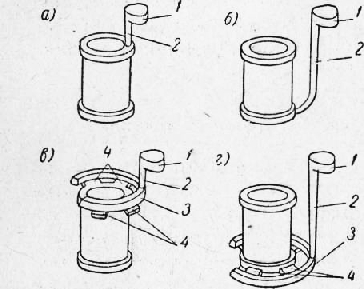
Ручная формовка. Ручная формовка чаще всего производится в опоках по модели. К инструментам для формовки относятся лопаты, трамбовки (ручные или пневматические), карасики для прорезания каналов и отделки формы, крючки для извлечения из формы осыпавшейся формовочной смеся, гладилки для выглаживания формы, душники для образования в форме отверстий для выхода газов, а также другие инструменты и приспособления (рис. 1). Опоки (рис. 2) представляют ящики (состоящие только из стенок), выполненные из чугуна, стали или алюминиевых сплавов. По форме они могут быть прямоугольными, круглыми или фасонными в зависимости от очертания отливок. Для удерживания формовочной смеси крупные опоки снабжаются внутренними перегородками; мелкие опоки перегородок не имеют, и формовочная смесь удерживается стенками опоки и буртиками. Соединение опок производится с помощью штырей, которые вставляются в отверстия приливов. Подъем и переноска мелких опок осуществляется с помощью скоб, крупных (крановых) — с помощью цапф. Процесс формовки в двух опоках рассмотрим на примере получения формы для отливки чугунной втулки по модели рис. 98, а. На подмодельную доску (рис. 3, а) кладут половину модели, имеющую формовочные уклоны (рис. 3, д) на вертикальных поверхностях, и ставят нижнюю опоку. Модель припудривают припылом, затем через сито покрывают об» ковочной формовочной смесью слоемяЕО—30 мм (рис. 3, б); этот слой уплотняют руками, после чего в опоку набрасывают лопатой наполнительную формовочную смесь (рис. 3, в) и утрамбовывают ее до определенной плотности. Избыток земли удаляют линейкой и в формовочной смеси душником накалывают отверстия для отвода газов. Этим заканчивается формовка нижней полуформы. Далее нижнюю полуформу накрывают второй подмодельной доской и переворачивают, после чего первую подмодельную доску снимают и поверхность разъема формы посыпают мелким разделительным песком. На заформованную половину модели накладывают вторую ее половину, направляя шипы последней в гнезда первой. Затем верхнюю опоку ставят на нижнюю и положение ее фиксируют штырями, которые вставляют в отверсти% приливов (рис. 3, д). Для образования литника и выпора применяют отдельные модели (рис. 3, е). Верхнюю опоку наполняют формовочными смесями также, как нижнюю. Когда набивка верхней опоки закончена и проколоты отверстия для отвода газов, вынимают модели литника и выпора, снимают верхнюю полуформу, переворачивают, прорезают литниковый канал в плоскости разъема формы и, осторожно произведя расколку (расталкивание), извлекают из формы половины модели. После этого с помощью карасиков и гладилок производят подправку формы там, где оборвалась смесь, крючками удаляют осыпавшуюся смесь и полость покрывают формовочной краской (при формовке всухую) или припыливают молотым древесным углем (при формовке всырую). В знаки нижней половины формы вкладывают стержень, после чего форму собирают, и она готова к заливке.
Рис. 2. Опоки
Рис. 3. Формовка модели втулки:
а—з —последовательные переходы операции формовки
Отливка втулки с необрубленным литником и выпором приведена на рис. 3, з. Помимо формовки в опоках, в единичном производстве применяется ручная формовка в почве по моделям и по шаблонам (почва на глубину 1—1,5 м состоит из тощей формовочной смеси). При формовке в почве по модели, последнюю заформовывают в подготовленную постель почвы. При открытой формовке плоскость отливки получается неровной. При закрытой формовке большая часть формы находится в почве, меньшая — в опоке (рис. 4), положение которой фиксируют колышками. Заливка формы производится через литниковую чашу; стержни вставляют при сборке формы через отверстия, образованные знаками модели. Формовка по шаблонам применяется при изготовлении форм средних и крупных размеров для отливок, представляющих тела вращения, например, маховиков, шкивов и т. п. Плоские деревянные шаблоны имеют рабочие контуры, соответствующие контурам отливки. При вращении шаблона срезается формовочная смесь и образуется контур формы. Стоимость шаблонов в несколько раз меньше стоимости соответствующих моделей, но формовка по шаблону значительно дороже, чем по модели. Машинная формовка. Производительность ручной формовки очень низка; отдельные операции ручной формовки (например, набивка форм) являются весьма тяжелыми для формовщиков: Шелка форм требует высокой квалификации.
Рис. 4. Формовка в почве для отливки крышки
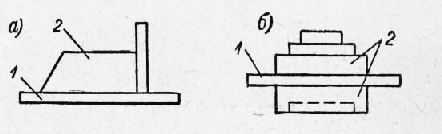
Рис. 5. Модельные плиты:
1 — металлическая плита; 2 — части модели
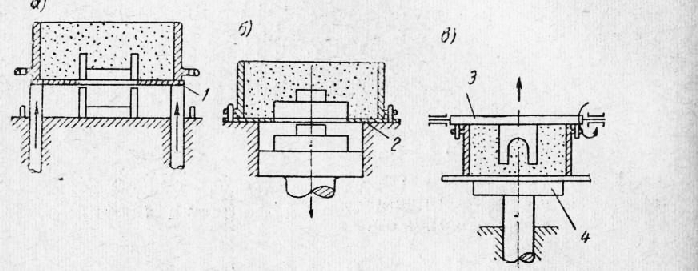
При серийном и массовом производстве применяется машинная формовка в опоках, которая дает большую производительность и не требует высокой квалификации рабочих. При полной механизации операции формовки формовщик лишь устанавливает опоку на машину, управляет машиной и снимает готовую полуформу. Машинная формовка по сравнению с ручной ускоряет процесс в 10—25 раз и обеспечивает получение более точного и высококачественного литья. Для формовки на машинах применяют металлические модельные плиты с привинченными к ним металлическими моделями. Плиты могут быть односторонними (рис. 5, а) — для формовки одной части сЬормы или двусторонними (рис. 5, б) — для формовки двух частей формы. На модельных плитах устанавливаются модели для образования самих форм и для литниковой системы и выпоров, поэтому до: полнительной вырезки в форме не производят. Формовочные машины могут быть: Извлечение моделей из формы производится путем подъема заформованной опоки на штифтах (рис. 6, а) или опускания модельной плиты с моделью (рис. 6, б). Для предупреждения обвалов формовочной смеси при извлечении модели применяют протяжные плиты (рис. 6, а) и (рис. 6, б). На машинах с поворотной плитой (рис. 6, в) готовую полуформу переворачивают вместе с моделью и поворотным столом, после чего стол вместе с моделью поднимается, и полуформу снимают с приемного стола.
Рис. 6. Способы извлечения модели из формы при машинной формовке
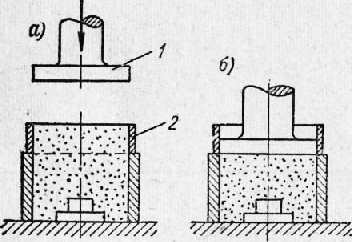
Во всех случаях перед извлечением моделей производится их рас-колотка с помощью пневматических вибраторов, действующих на модельную плиту. Машины с поворотной плитой применяют преимущественно для нижних полуформ и тогда, когда в форме имеются большие выступы формовочной смеси, которые могут обвалиться при извлечении модели без предварительного поворота формы. Механизмы для извлечения моделей приводятся в действие сжатым воздухом от электродвигателя или вручную. Уплотнение формовочной смеси в опоках осуществляется прессованием, встряхиванием или бросанием. Прессование формовочной смеси производится сверху или снизу. При прессовании сверху опоку с рамкой (рис. 7, а) ставят на модельную плиту, установленную на стол машины, и наполняют формовочной смесью. При движении прессующей части вниз смесь уплотняется, уменьшаясь в объеме (рис. 7, б). Недостатком такого способа уплотнения является то, что наибольшее уплотнение получается не около модели, как это нужно для придания прочности слою формы, соприкасающемуся с металлом при заливке, а в верхней части формы.
Рис. 7. Схема прессования формовочной смеси
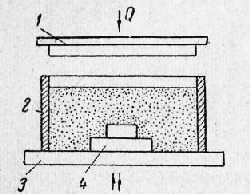
Встряхивание — наиболее распространенный способ уплотнения заключается в многократных толчкообразных движениях опоки вместе со смесью и модельной плитой. Встряхивающие машины обычно работают на сжатом воздухе. Опока закрепляется на подвижном столе, который для уплотнения смеси попеременно резко поднимается вверх и падает вниз. (Наибольшее уплотнение получается при этом внизу полуформы, у модели. Уплотнение верхнего слоя полуформы в случае необходимости производится под-прессовкой с помощью плиты (при движении ее в направлении Q) или подтрамбовкой.
Рис. 8. Схема уплотнения формы встряхиванием и подпрессовкой
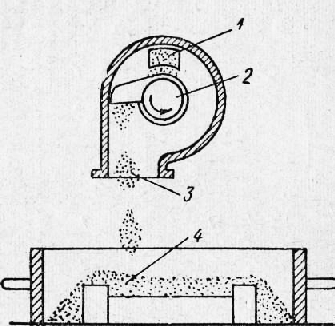
Рис. 9. Схема работы головки пескомета
Наполнение опок с одновременным уплотнением смеси бросанием производится пескометами. Формовочная смесь и бункера пескомета через окно (рис. 9) подается к его головке. Лопатка головки быстро вращается и выбрасывает смесь с большой скоростью через отверстие в опоку. Степень уплотнения смеси регулируют, изменяя скорость вращения лопатки. Головка может передвигаться и обслуживать значительную площадь цеха. Пескометы дают равномерное уплотнение по всей высоте опоки; применяются для наполнения крупных форм. О литниковых системах. Литниковой системой называется совокупность каналов, предназначенных для подвода жидкого металла в полость формы, и, соответственно, совокупность приливов, образующихся при затвердевании металла в литейных каналах. Выбор типа и конструкции литниковой системы зависит от размеров, веса и конфигурации отливки. На рис. 110 приведены некоторые основные типы литниковых систем: а — прямой верхний, б — прямой нижний, в — горизонтально-щелевой верхний, г — горизонталы-ю-щелевой нижний. Детали литниковой системы: литниковая чаша I (для приема металла из ковша) при заливке должна быть полной, чтобы избежать попадания шлака в полость формы; стояк делают суживающимся книзу, чтобы предупредить инжекцию (засасывание) воздуха; шлакоуловитель 3 расположен выше питателей, чтобы отстаивался шлак, попавший из литниковой чаши; он же обеспечивает равномерное распределение металла через питатели по отдельным сечениям формы. Изготовление стержней. Изготовление стержней производится путем набивки стержневых ящиков стержневой смесью (вручную или машинами) или путем обточки по шаблону на специальных станках. Перед набивкой рабочие поверхности стержневого ящика протирают и припыливают, чтобы не прилипла стержневая смесь; затем части ящика соединяют на шипах и скрепляют. Полость стержневого ящика постепенно наполняют стержневой смесью и уплотняют. Каналы для отвода газов в прямых стержнях образуются прокалыванием их душником или предварительным закладыванием прямых стальных проволок наподобие спиц, которые удаляются после набивки. Для образования каналов в криволинейных стержнях пользуются восковыми фитилями, которые расплавляются при сушке. Когда формовка стержня закончена, стержневой ящик разбирают, и стержень осторожно укладывают на плиту, покрытую тонким слоем песка, или на специальные металлические подставки (сушители). Стержни с жидким стеклом продувают углекислотой в ящиках в течение 1—3 мин., чем обеспечивается их химическое твердение. При массовом производстве наполнение стержневых ящиков стержневой смесью производится высокопроизводительными пескодувными машинами. Стержневая смесь подается через сопло под давлением 1,5—2 ати и заполняет полость стержневого ящика; при этом получается необходимое уплотнение. Для изготовления точеных стержней на металлический каркас с отверстиями для отвода газов наматывают соломенный жгут для улучшения податливости стержня при усадке отливки. Поверх жгута наносят слой глины, который затем обтачивают шаблоном при вращении каркаса до получения стержня нужного диаметра. Обычно такой способ применяется для крупных стержней цилиндрической -формы. Для увеличения прочности эти стержни подвергают сушке в печах. Сушка форм и стержней. Увеличение прочности форм и стержней, не содержащих жидкого стекла, достигается при их сушке в сушильных печах (сушилах). Сушила нагреваются пламенем и горячими газами, получающимися при сжигании топлива, или предварительно нагретым воздухом. Температура в сушилах для сушки форм из тощих смесей 250—350°, температура для форм и стержней из жирных смесей может достигать 350—450°. Температура сушки стержней из песчано-мас-ляных смесей 200—250°. При чрезмерно высокой температуре происходит разрушение связующих веществ формовочных и стержневых материалов.
Рис. 10. Основные типы литниковых систем
Продолжительность сушки колеблется в пределах от 1 до 12 час., в зависимости от толщины стенок форм и стержней. Если в процессе сушки на форме или стержне образуются трещины, то их заделывают. Помимо рассмотренных, разовыми формами являются также оболочковые формы точного литья и некоторые формы при центробежном литье. Реклама:Читать далее:Литейные сплавы, их плавка и получение отливокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|