|
|
Категория:
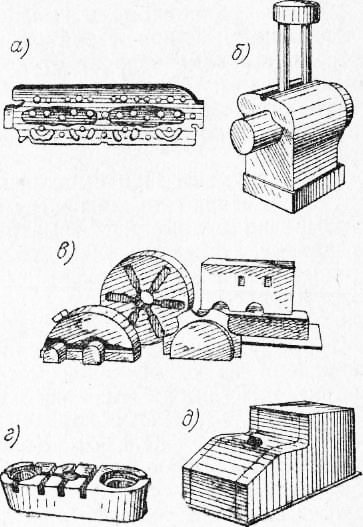
Изготовление форм Далее: Понятие о литейных сплавах Стержни представляют собой отдельные части формы, служащие для образования в отливках внутренних полостей, отверстий, поднутрений, выступов, а иногда и внешних очертаний сложных отливок. 1. Классификация стержней По степени сложности и в зависимости от требований, предъявляемых к полостям отливок, образованных стержнями, последние разделяются на пять классов. К I классу относят наиболее сложные ажурные стержни с тонкими сечениями, омываемыми сплавом, образующие в отливке необрабатываемые внутренние полости, к чистоте которых предъявляются высокие требования. Наличие тонких знаков затрудняет вывод из стержней газов. Следовательно, они должны обладать высокой .прочностью в сухом состоянии, хорошей газопроницаемостью и низкой газотворностью. Примером могут служить ленточные стержни, образующие в блоках двигателей водяные рубашки. Ко II классу относят сложные стержни с более развитыми знаками, чем У стержней I класса, имеющие отдельные выступающие ребра и перемычки. Стержни образуют в отливках полностью или частично необрабатываемые полости идол-жны обладать значительными прочностью, газопроницаемостью и огнеупорностью. К этому классу можно отнести стержни головки блока автомобилей, отопительных радиаторов, некоторые сложные стержни компрессоров и т. п.
Рис. 1. Стержни разных классов.
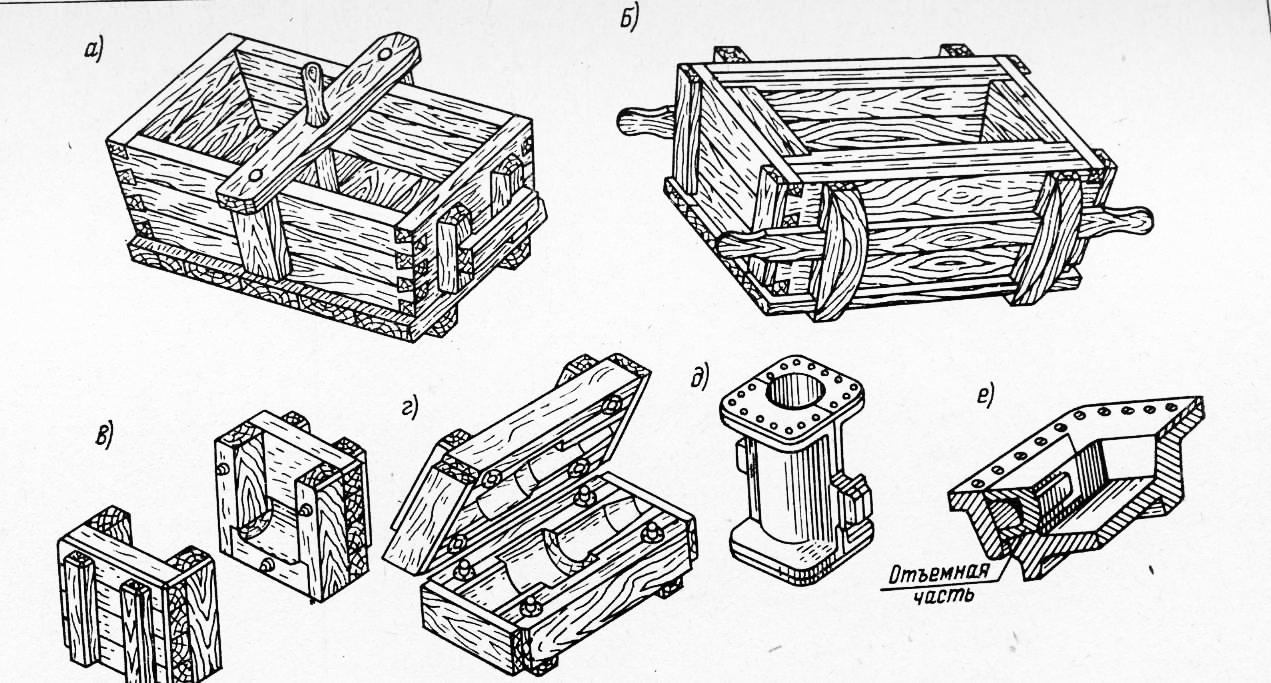
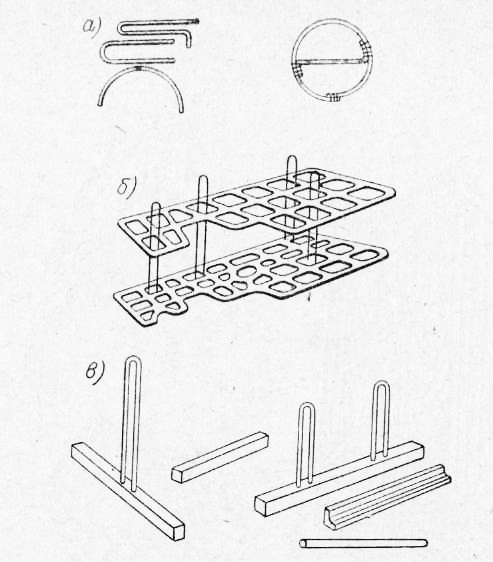
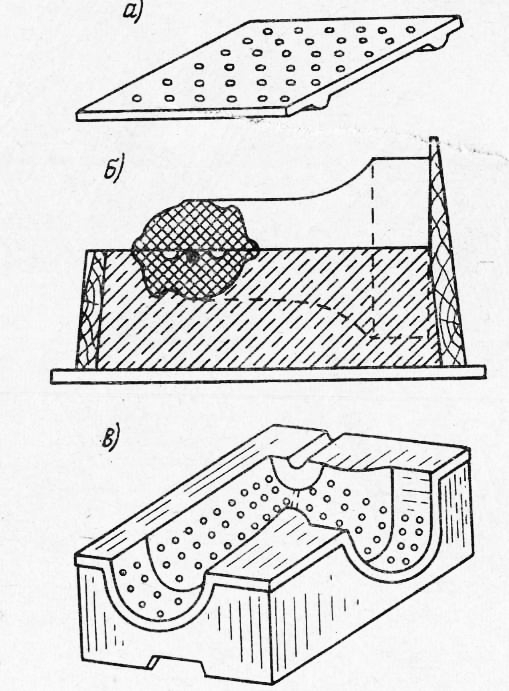
В III класс входят стержни средней сложности, не имеющие особо тонких сечений. Они образуют в отливках внутренние необрабатываемые поверхности и должны обладать средней прочностью и хорошей податливостью. К IV классу относят простые стержни несложной конфигурации, образующие в отливках обрабатываемые и необрабатываемые поверхности, к чистоте которых особых требований не предъявляется. В V класс входят простые массивные стержни, образующие в крупных отливках внутренние и внешние полости. 2. Технологическая оснастка, инструмент и приспособления При изготовлении стержней применяются технологическая оснастка (стержневые ящики, шаблоны), инструмент, каркасы-рамки, приспособления для образования вентиляционных каналов, сушильные плиты и др. Технологическая оснастка. Стержни изготовляют по стержневым ящикам и шаблонам. В зависимости от способа производства стержней различают ящики для ручной и машинной формовки. Единичные крупные стержни могут выполняться по шаблонам с горизонтальной и вертикальной осью вращения и протяжным. При единичном и мелкосерийном производстве применяют деревянные, а при серийном и массовом — металлические ящики. Их конструкция зависит от конфигурации стержня, характера производства и способа изготовления (ручной, на пневматических встряхивающих, пескодувных, пескострельных и пескометных машинах). Некоторые конструкции стержневых ящиков показаны на рис. 2. Инструмент. При выполнении стержней, главным образом вручную, применяют те же инструменты, что и при изготовлении форм: трамбовки ручные и пневматические (нормальные и укороченные), гладилки, ложечки, ланцеты, крючки, вентиляционные иглы и рамки, кисти и пульверизаторы и т. п. Каркасы. Упрочнение стержней в сыром и сухом состояниях достигается армированием их проволочными и литыми каркасами. Мелкие цилиндрические и призматические стержни армируются каркасом из отожженной мягкой проволоки, а более сложные — каркасом, выгнутым из проволоки по очертанию стержня (рис. 3, а). Литые каркасы применяют для средних и крупных стержней. Конструкция каркаса должна обеспечивать их свободное извлечение из отливок для повторного использования. Этому требованию отвечают литые каркасы из отдельных нормализованных элементов. Сушильные плиты. Стержни с плоским разъемом выкладывают на гладкую сушильную плиту (рис. 4, а), на которой они поступают в сушило.
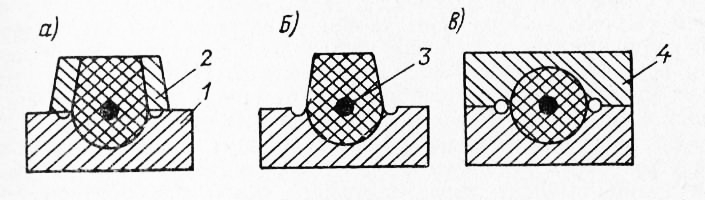
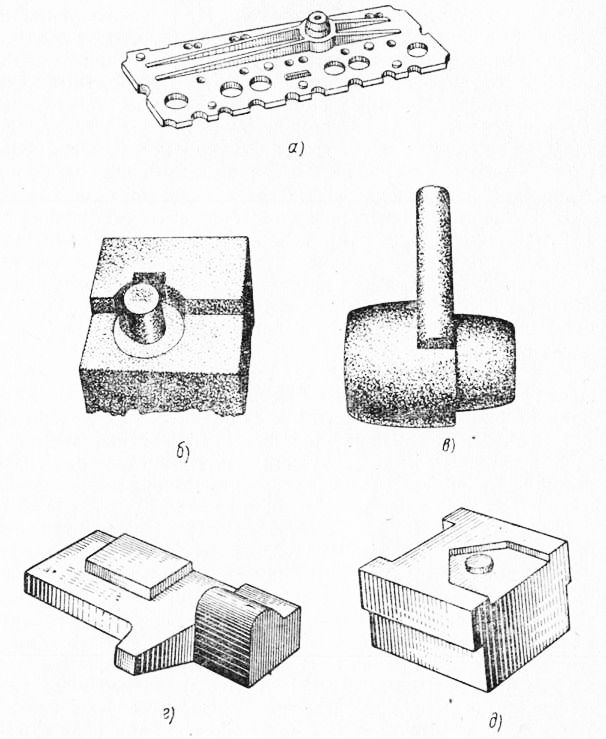
Рис. 2. Конструкции стержневых ящиков:
Рис. 3. Стержневые каркасы.
Рис. 4. Сушильные плиты.
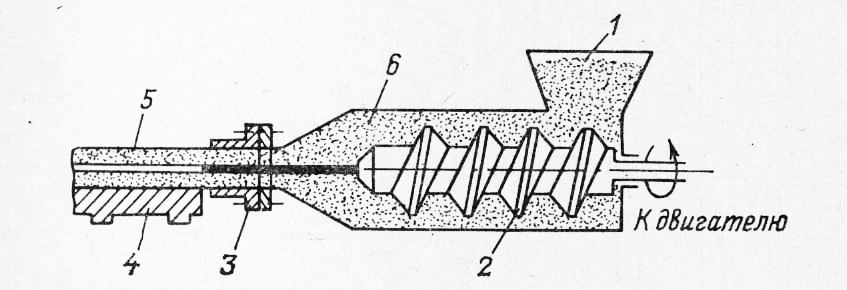
Рис. 5. Мундштучная машина:
1 — приемная воронка; 2 — шнек; 3 —сменный мундштук; 4 — сушильная плита; 5 — стержень; 6 — стержневая смесь.
Различают следующие типы машин: мундштучные, прессовые, встряхивающие, пескодувные, пескострельные и пескометные. На мундштучных машинах (рис. 5) в массовом производстве изготовляют мелкие стержни постоянного поперечного сечения— круглые диаметром 20—100 мм, овальные, прямоугольные, квадратные. Производительность машины — 30—40 м стержней в 1 ч. Форма и размеры стержней определяются сечением сменного мундштука. На прессовых (формовочных) машинах выполняют стержни для разовых песчаных форм, а также для литья в металлические формы-кокили. Стержни для отливок фасонных частей к канализационным трубам производят на формовочных машинах модели 91271БМ по сырому. На встряхивающих формовочных машинах с перекидным столом моделей 232М, 233М, 234М и 235М в серийном производстве изготовляют средние и крупные стержни в открытых ящиках. При использовании быстросменной. оснастки, когда в алюминиевый или деревянный корпус устанавливают 2— 4 ящика, применение этих машин рентабельно и при единичном производстве. Время на смену ящиков в корпусе не превышает 5—6 мин.
Рис. 6. Схема изготовления стержней прессованием.
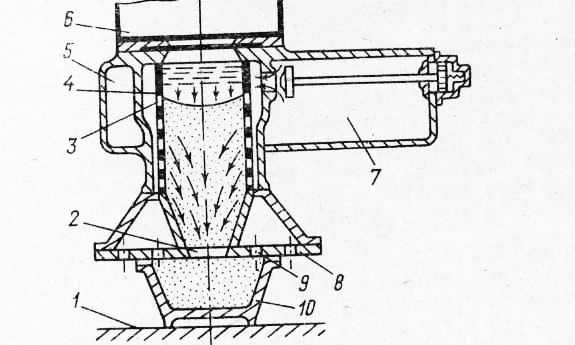
Процесс осуществляется в следующей последовательности. Стержневой ящик или быстросменную оснастку закрепляют на столе машины, засыпают небольшой слой смеси и слегка уплотняют его пневматической трамбовкой, с особой тщательностью — под выступающими частями и в боковых углублениях ящика. На слой смеси устанавливают каркас, через его окна засыпают мелкую гарь, смоченную жидкой глиной, и слегка утрамбовывают ее. Ящик с избытком заполняют стержневой смесью, которая уплотняется при встряхивании стола машины. Верхний слой смеси дополнительно уплотняют пневматической трамбовкой и срезают излишек. На ящик укладывают сушильную плиту, закрепляемую с помощью приспособления, и стол машины с ящиком и плитой перекантовывают на 180°, после чего ящик поступает на приемный стол. После освобождения плиты от крепления включается протяжное устройство приемного стола, при этом стержень со вкладышами остается на сушильной плите, а ящик возвращается в исходное положение. Затем со стержня удаляют вкладыши, отделывают, окрашивают его и направляют на сушку. На пескомете, характеризующемся высокой производительностью, выполняют средние и крупные стержни по деревянным и металлическим ящикам. Процесс осуществляется в следующей последовательности. Подготовленный ящик устанавливают в зоне действия мета-тельноц головки. Включив все механизмы, на дно ящика наносят слой смеси толщиной 50—75 мм, затем осаживают каркас и через его окна засыпают гарь, после этого с помощью пескомета заполняют ящик смесью. При наличии в его боковых стенках впадин или выступов смесь на этих участках по мере наполнения ящика дополнительно уплотняют трамбовкой. Верхние слои смеси также уплотняют трамбовкой. Срезав излишек смеси, накалывают вентиляционные каналы. Остальные операции не отличаются от обычных при изготовлении стержней в ящиках. При крупносерийном производстве в комплексе с пескометами работают кантовальные устройства. На пескодувных и пескострельных машинах, являющихся наиболее высокопроизводительными в серийном и массовом производстве, изготовляют мелкие и средние стержни любой сложности в металлических ящиках с горизонтальным и вертикальным разъемом. Пескодувная машина работает под действием сжатого воздуха. Воздух под давлением 6—7 кгс/см2 через клапан поступает в рабочий резервуар со стержневой смесью. Дном резервуара служит надувная плита. Проходя через смесь, воздух увлекает ее за собой и через отверстия в плите переносит в ящик, поджатый подъемным столом, к надувной плите, равномерно распределяя смесь по всему объему ящика. Далее, проходя через образовавшийся в ящике слой смеси, воздух уплотняет ее и затем выходит через выдувные венты, вмонтированные в ящике. После уплотнения смеси стол машины -опускается и при открытом ящике на него накладывается сушильная плита, которая кантуется вместе с ящиком. Затем ящик снимается, и стержень отправляется на сушку. При разъемном ящике снимается его верхняя половина, а на нижнюю устанавливается фасонный сушитель. После кантовки нижняя половина ящика снимается, и стержень остается на сушителе. Современные машины снабжены кантовочно-протяжным устройством. Процесс пескодувного уплотнения смеси в ящике протекает с большой скоростью, что обеспечивает высокую производительность машины. Процесс изготовления стержней на пескострельных машинах имеет ряд преимуществ: возможность применения как металлических, так и деревянных ящиков; уменьшение их износа; сокращение расхода сжатого воздуха; возможность использования стержневых смесей с повышенными прочностными свойствами и вязкостью. Схема изготовления стержней на пескострельных машинах представлена на рис. 8. Стержневой ящик с горизонтальным разъемом (при вертикальном разъеме ящика на столе машины укрепляется зажимной механизм) устанавливают на стол, при подъеме которого ящик поджимается к вентовой плите. В песко-стрельном резервуаре смонтирована с зазором гильза с прорезями. При открывании заслонки из бункера в гильзу поступает порция смеси. Сжатый воздух из ресивера, поступая в песко-стрельный резервуар и через прорези в гильзу, сжимает смесь и через сопло выталкивает (выстреливает) ее в стержневой ящик. После заполнения ящика смесью происходит отсечка сжатого воздуха, и через венты он выходит в атмосферу. Остальные операции те же, что и при пескодувном процессе.
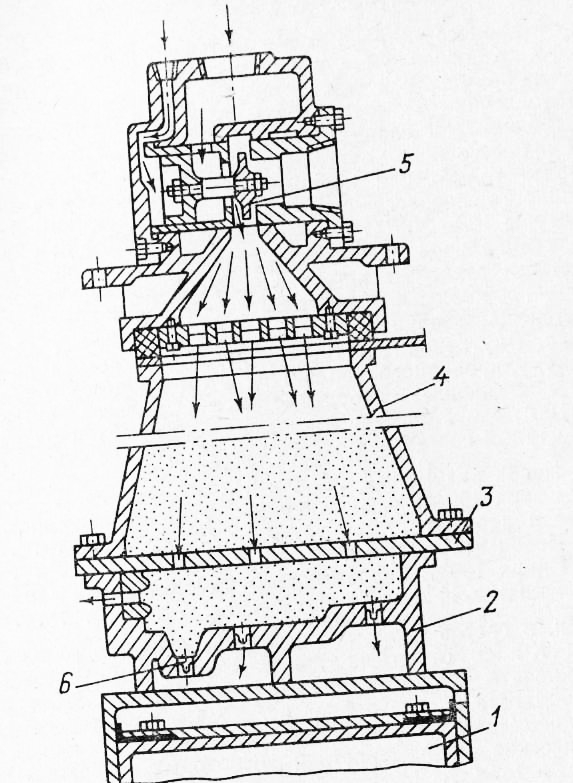
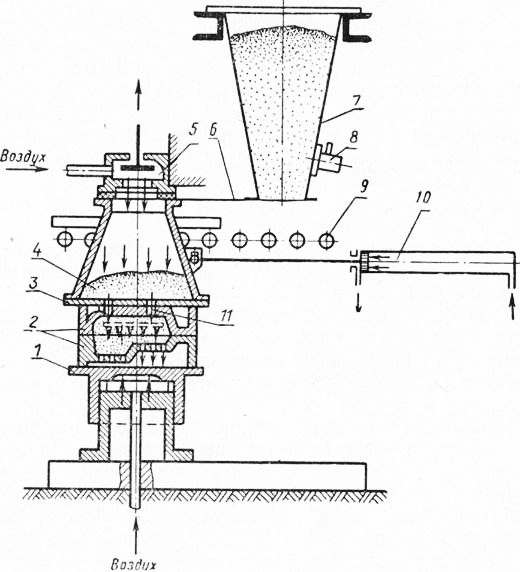
Рис. 7. Схема пескодувной машины.
Рис. 8. Схема пескострельной
5. Изготовление стержней в нагреваемых стержневых ящиках Этот процесс широко применяется при изготовлении сложных стержней. К основным его преимуществам относятся: получение стержней повышенной точности; значительное сокращение цикла их изготовления (в десятки раз); отсутствие надобности в применении фасонных и гладких сушильных плит. При этом технологическом процессе используется очень сложная оснастка, поэтому он рентабелен только при крупносерийном и массовом производстве. Сущность процесса заключается в следующем. Нагретый до температуры 180—300 °С стержневой ящик методом наддува заполняется специальной быстроотвердевающей смесью. При контакте с нагретыми стенками ящика уплотненная смесь прогревается за счет теплопроводности, в результате чего через 15—20 с на стержне образуется достаточно прочная корка и он может быть извлечен из ящика. Внутренняя часть стержня отверждается на воздухе за счет аккумулированного тепла При этом процессе в состав смесей входят обогащенные кварцевые пески классов 061К и 062К, синтетические смолы, катализаторы и разные добавки. Смеси, в состав которых в качестве связующего входят смолы КФ-40 и КФ-90, отверждаются катализатором (омесью ортофос-форной кислоты с сульфитно-спиртовой бардой). Для повышения теплопроводности и огнеупорности смесей в качестве добавки в них вводят окись железа, серебристый графит и др. 6. Изготовление стержней, отверждающихся в оснастке без нагрева Процесс основан на использовании стержневых смесей, в которых связующими служат синтетические смолы и жидкое стекло. Такие смеси способны отверждаться в атмосфере цеха. Живучесть такой смеси не более 15 мин, в течение которых она должна быть использована. Смесь приготовляют в смесителях конструкции НИИТавтопрома производительностью 1—15 т/ч. Смесь засыпают в ящик, покрытый лаком марки ХСЛ или эпоксидной смолой, и уплотняют трамбовкой или на вибростоле. После 30—35 мин выдержки ящик раскрывают и отделывают стержень. Через 1,5 ч на него наносят огнеупорное покрытие. Мелкие стержни изготовляют на пескострельной машине. Смесь приготовляют на установках производительностью 3 и 6 т/ч. Сухие составляющие смешивают в течение 1—1,5 мин, затем вводят предварительно приготовленную жидкую композицию и продолжают смешивание еще 2—3 мин. Готовую смесь заливают в стержневой ящик с предварительно установленным каркасом. После некоторой выдержки ящик раскрывают, отделывают стержень, окрашивают его водной краской и подвергают поверхностной сушке пламенем газовой горелки. Стержневые ящики должны иметь повышенные уклоны. Все выступающие части их должны быть отъемными, чтобы после разъема ящика они оставались в стержне и удалялись отдельно. Рабочие поверхности ящика покрывают лаком ХСЛ или эпоксидной эмалью. В объединении имени Я. М. Свердлова создана высокопроизводительная механизированная линия изготовления стержней по ЖСС-процессу. Она обслуживается горизонтально-замкнутым конвейером, транспортными тележками, приводными рольгангами и тельферами. На конвейере комплектуются и подготавливаются стержневые ящики. При изготовлении крупных стержней в ящик устанавливают каркас, а при применении арматуры в виде нормализованных элементов они укладываются на ящик и передаются на приводные рольганги, где производится заливка ЖСС. После счистки излишков смеси и кратковременной выдержки ящик покрывается плитой и поступает в кантователь. Затем снимают кожух, удаляют из стержня отъемные части, отделывают его и покрывают противо-прпгариым покрытием путем окунания в ванну. Армирование, вентиляция, сушка и окраска стержней Стержни служат для образования в отливках отверстий, внутренних полостей, а также выступающих частей и впадин на их наружной поверхности. Во время заливки литейной формы расплавленным металлом они испытывают воздействие высокой температуры, давления сплава и газов и поэтому должны обладать высокой газопроницаемостью, прочностью, податливостью и огнеупорностью. Вместе с этим стержни должны легко выбиваться из отливки в процессе ее очистки. Такие свойства стержней достигаются подбором состава смеси, их армированием, вентиляцией, сушкой и окраской огнеупорными литейными красками. Армирование стержней производят для повышения их прочности. При производстве небольших размеров стержней для их армирования применяют проволочные каркасы из мягкой отожженной проволоки толщиной 5—6 мм. Отожженная проволока хорошо гнется и позволяет изготавливать проволочные каркасы самой сложной конфигурации. При этом отдельные элементы сложного проволочного каркаса скрепляют между собой тонкой (толщиной до 1,2 мм) вязальной проволокой. При изготовлении более крупных и массивных стержней для их армирования применяют литые чугунные каркасы и сварные, на которых предусматривают специальные проволочные вески, служащие для подъема стержня во время транспортирования и сборки форм. Чтобы каркасы не препятствовали усадке стержня при заливке формы расплавленным металлом, их не следует располагать близко к поверхности стержня. Вентиляция стержней—-система каналов, выполненная в теле стержня и служащая для вывода газов из самого стержня и формы. Существует несколько способов, обеспечивающих хорошую вентиляцию стержней: прорезание или наколы вентиляционных каналов, получение сложных изогнутых каналов путем прокладки вощеных фитилей или капроновых шнуров, применение железной трубы с насверленными на ней отверстиями и прокладка шлаковых подушек в центральной части при изготовлений крупных массивных стержней. Сушка стержней придает стержням высокую прочность, повышает газопроницаемость и податливость. Сушка стержней производится в сушильных печах. Продолжительность сушки и ее температура зависят от массивности и формы стержней, а также от вида связующих материалов, входящих в состав стержневой смеси. Мелкие стержни, содержащие крепитель KB, КТ, П, СП, СБ, сульфитную барду, сушат при температуре 130—240 °С в.течение 1—3 ч. Для сушки мелких песчано-глинистых стержней необходима температура 250—300 °С. Средние и крупные песчано-глинистые стержни сушат при температуре 300—450° С в течение 4—8 ч. Стержни из смесей с жидким стеклом не подвергают тепловой сушке, а заменяют продувкой через них углекислого газа в течение 5—10 мин. Для этого в стенках стержневых ящиков делают отверстия для подачи газа во внутреннюю полость стержня. Окраска стержня после сушки или химического твердения производится противопригарной графитовой (при чугунном литье) или маршалитовой на пылевидном кварце (при стальном литье) краской. Окраска предупреждает пригар стержня к отливке и улучшает качество поверхности ее. Стержни. По форме, размерам и условиям работы в форме делятся на пять классов. I класс — стержни сложной формы с очень тонкими сечениями и малыми знаками, из которых затруднен выход газов. Такие стержни большей площадью соприкасаются с металлом. II класс — стержни, в которых массивные выступающие части сочетаются с тонкими выступами, ребрами, перемычками и соприкасаются на большей площади с расплавленным металлом. Такие стержни образуют в отливках полностью или частично необрабатываемые поверхности. По сравнению со стержнями I класса они имеют более развитые знаки.
Рис. 9. Разновидности стержней
III класс — стержни средней сложности, не имеющие особо тонких сечений, а также центровые стержни несложной формы, образующие в отливках ответственные необрабатываемые полости. IV класс — стержни, имеющие несложную форму и образующие в отливках внутренние и внешние обрабатываемые полости средней и малой сложности. V класс — массивные стержни, образующие в отливках большие полости. Способы изготовления стержней. Стержни изготавливают в стержневых ящиках на машинах — прессовых, встряхивающих, пескодувно-пескострельных пескометах. При машинном способе изготовления стержней производительность труда и качество стержней более высокие, а труд рабочего легче, чем при ручном. Наиболее высокопроизводительный и перспективный способ уплотнения смеси в стержневом ящике — пескодувно- пескострельный, который позволяет заполнять формовочной смесью стержневой ящик быстро и качественно. Кроме того, вспомогательные операции при изготовлении стержня сравнительно легко поддаются механизации и автоматизации. На качество уплотнения смесей с высокой сырой прочностью влияют сечение труб, подводящих воздух, количество вдувных отверстий и объем пескодувного резервуара. Пескострельный способ изготовления стержней является разновидностью пескодувного. На пескострельных машинах воздух в резервуар подается через кольцевую полость, образуемую с одной стороны стенкой резервуара, а с другой — металлической обечайкой, имеющей продольные отверстия шириной 0,2‘—0,5 мм. Такие машины снабжены различными сменными насадками с коническим дном во внутренней части и одним вдувным отверстием. Пескострельные машины в отличие от пескодувных не имеют конических насадок и быстродействующих клапанов. Процесс истечения смеси на первый период характеризуется мгновенным «выстрелом» определенной порции смеси и спокойным истечением смеси во второй период. Такой «выстрел» получается от того, что коническое дно резервуара, закрытое стержневой смесью, оказывает значительное гидравлическое сопротивление. Продолжительность цикла работы пескодувной машины составляет 1,5—2,0 сек (тогда как на пескострельной он не более 0,6сек), а следовательно, и расход воздуха на пескострельных машинах значительно меньше, чем на пескодувных. Отношение площади сечения вент (специальных вентиляционных устройств) к площади вдувных отверстий должно быть 0,35— 0,5. При увеличении этого отношения стержневая смесь сильнее уплотняется, а при уменьшении образуются местные рыхлоты в верхних слоях стержня. На рис. 10 показана схема пескодувной машины модели 287, на которой изготовляют стержни весом до 15 кГ. На стол машины устанавливают стержневой ящик с проставленным в нем каркасом. Ящик прижимают столом к днищу пескодувного резервуара. При поступлении сжатого воздуха через клапан в резервуар в нем создается большое давление. Смесь вследствие этого направляется из резервуара в стержневой ящик через отверстия и уплотняется за счет кинетической энергии движущихся частиц смеси, а также разности давлений воздуха в разных частях ящика со смесью (нижняя часть полости ящика) и над смесью (верхняя часть полости ящика). Из стержневого ящика воздух удаляется через венты в виде медных или латунных пробок с очень малыми отверстиями. Устанавливают венты на дне и стенках стержневого ящика, они хорошо задерживают смесь в ящике и легко пропускают через себя воздух. Для упрощения конструкции стержневого ящика венты делают на специальной вдувной плите.
Рис. 10. Схема пескодувной машины
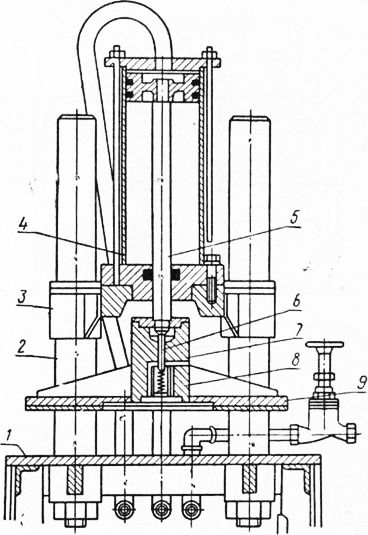
Для пополнения пескодувного резервуара смесью он перемещается по рольгангу с помощью пневматического толкателя и при движении вправо открывает железный козырек бункера со стержневой смесью. После пополнения смесью резервуар возвращается пневмотолкателем в рабочее положение. Вибратор включается только во время пополнения резервуара стержневой смесью. После надувки смесью ящик снимают со стола машины, стержень извлекают из ящика и после отделки подают в сушку. Пескодувные машины имеют высокую производительность (150—300 стержней в час) и обеспечивают получение стержней с чистой и гладкой поверхностью. За последние годы широкое распространение получил способ изготовления стержней из быстротвердеющих смесей с продувкой углекислым газом. Установка для .продувки стержней углекислым газом состоит из подставки, в которой смонтированы распределительный электропневматический тарельчатый клапан и электрооборудование. На двух колоннах установлен сварной кронштейн, к которому прикреплены пневмоцилиндр с плитой, через которую производится продувка. Шток пневмоцилиндра имеет ход 250 мм, что позволяет продувать углекислым газом стержни в ящиках с разной высотой. Сжатый воздух давлением 5—6 атм через вентиль 8 поступает по трубопроводу в распределительный клапан, затем в штоковую полость цилиндра, и плита поднимается вверх. Ящик со стержнем устанавливают на плиту подставки и нажатием одновременно двух кнопок включается распределительный клапан. Воздух по трубопроводу поступает а бесштоковую полость цилиндра и одновременно выходит из другой штоковой части цилиндра (плита прижимается к ящику). Шток через плиту и ящик нажимает на стержень газового клапана, открывая его, и через штуцер газ поступает к плите, а затем в стержневой ящик. С включением распределительного клапана включается электрическое реле времени, которое по истечении необходимой выдержки отключает установку. Стержень из ящика извлекают специальным протяжным приспособлением, состоящим из вибрационного устройства с пневмоцилиндром, который прижимает стержневой ящик к опорным планкам.
Рис. 11. Установка для продувки стержней углекислым газом
Схема полуавтомата модели П84 для изготовления стержней методом химического затвердевания с максимальным размером стержневого ящика 550X440X200 мм показана на рис. 12. Полуавтомат состоит из надувной головки, подъемного стола, механизмов передвижения тележки и выкатывания стержней, установки для получения углекислого газа, механизма для распределения воздуха и газа. Полуавтомат оборудован системой автоматического управления и блокировки. На столе машины смонтирована сварная коробка механизма передвижения тележки. Шток пневмоцилиндра связан с тележкой, которая со стержневым ящиком передвигается в направляющих. Во время прижима стержневого ящика к надувной плите пружины сжимаются, устраняя зазор между тележкой и верхней плитой коробки. Рядом с машиной на отдельном фундаменте установлен пневматический толкатель для выталкивания из стержневого ящика стержня. Тележка с ящиком выталкивается из-под плиты и становится над пневматическим толкателем. С помощью пневмоцилиндра со штоком и толкателем стержень выталкивается из ящика. Чтобы смесь в бункере не зависала, в нем установлена механическая ворошилка. Продолжительность надува смеси в ящик 0,5 сек, а длительность продувки углекислым газом, нагретым до температуры 30—35 °С, 15—20 сек. Цикл изготовления стержня равен 35 сек, не считая времени на подготовку стержневого ящика. Расход сжатого воздуха составляет около 10 мъ/ч, углекислого газа — около 0,070 кг. Производительность полуавтомата при двуместном стержневом ящике составляет 80—90 стержней в час. Габариты полуавтомата 1600 XI900 X 2500 мм. Реклама:Читать далее:Понятие о литейных сплавахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|