|
|
Категория:
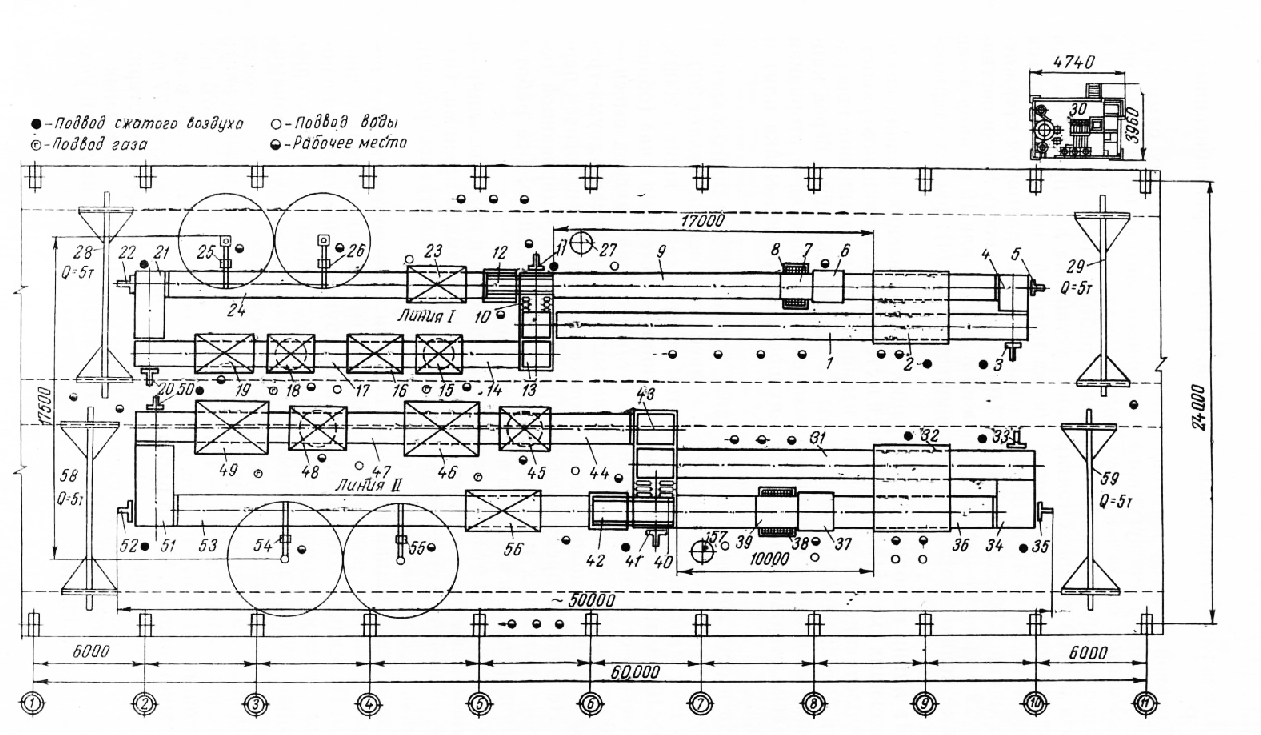
Литейные цеха В серийном, мелкосерийном и единичном производстве прогрессивным является метод изготовления средних и крупных стержней из жидких самотвердеющих смесей, впервые разработанный в СССР. Типовой участок изготовления стержней из жидких самотвердеющих смесей для чугунного и стального литья показан на рис. 1. Участок состоит из двух полуавтоматических линий общей мощностью при двухсменном режиме работ 14 000 —18 000 т в год. На первой линии смонтирована установка для приготовления смеси производительностью 3 т/ч, из которой могут заливаться стержни весом от 40 до 300 кг с максимальным размером стержневого ящика 1500X1200X750 мм. Производительность линии составляет 22 стержня в час (два стержня в ящике) или 12 ящиков в час (общее количество стержневых ящиков 12 шт./ч); расход стержневой смеси — 7200 т/год. На линии выполняются операции приготовления жидких самотвердеющих смесей; заливки смеси в стержневые ящики; поверхностное уплотнение смеси; срезание излишков и заглаживание поверхности смеси; накладывание плиты на стержневой ящик перед кантовкой, кантовка стержневых ящиков, первичная и вторичная покраска стержней и подсушка их после покраски; мойка плит и сушка. На второй линии смонтирована установка для приготовления смеси производительностью 6 т/ч. Развес стержней составляет 300 — 1300 кг с максимальным габаритом стержневого ящика 2000X 1500X1000 мм; производительность линии — 4 стержня в час (общее количество стержневых ящиков 4 шт./ч); общий расход смеси — 10 000 т/год. Стержень с максимальным весом заливают двумя-тре-мя замесами. Технологический процесс этой линии аналогичен первой. На участке предусмотрено применение унифицированной оснастки, протяжных и разборных стержневых ящиков. Все работы механизированы и частично автоматизированы. В зависимости от компоновки цеха оснастка к поточным линиям подается лифтами, автопогрузчиками, тельферами и кранами. Сыпучие компоненты смеси подаются на участок пневмотранспортером, а жидкие составляющие— по трубопроводу. Стержневые ящики и готовые стержни транспортируются с помощью кромочных рольгангов со штанговым гидравлическим толкателем. Передача с одного рольганга на другой осуществляется с помощью тележки с приводным рольгангом. Комплектование стержней производится консольными поворотными кранами и кранами-балками. На склад стержни поступают на стеллажах. Площадь, занимаемая участком, составляет (по планировке): при одноэтажном здании— 1440 м2, при двухэтажном— 1870 м2. Участок, показанный на рис. 4.20, рекомендуется располагать в одноэтажном здании. Число работающих на участке составляет 77 человек. Из них производственных рабочих — 50 (заливщиков стержней — 4, операторов — 22, стерженщиков — 24), вспомогательных— 20, ИТР — 5, СКП и МОП — 2 человека.
Рис. 1. Типовой участок изготовления стержней весом 40—1300 кг из жидких самотвердеющих смесей
Реклама:Читать далее:Расчет площадей стержневого отделенияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|