|
|
Категория:
Литейные цеха Машины и линии для изготовления стержней подбираются и рассчитываются на программу после определения весовых групп стержней, габаритов стержневых ящиков, количества стержней и их веса. При наличии документации количество стержней на годовую программу и вес определяют подетально, при отсутствии — по приведенной программе. В зависимости от веса стержней и объема программы по таблицам размерных рядов подбирают стержневой участок. Для каждого участка рекомендуется оптимальный метод уплотнения стержней и оборудования. На участке могут изготовляться стержни одной или нескольких весовых групп. Стержневое отделение может состоять из одного или нескольких участков. Стержневые участки отделения комплектуются стержневыми машинами, автоматическими или механизированными линиями. Основой выбора стержневой машины является вес стержня и максимальные размеры стержневого ящика. Для создания линий изготовления стержней используют типовые стержневые машины (табл. 4.40, 4.41), пескометы и комплекс другого технологического и транспортного оборудования. На пескодувных машинах, оборудованных универсальными надувными плитами, смена вкладышей осуществляется в течение 5— 6 мин. Рекомендуется замену стержневых ящиков производить в нерабочее время. Минимальная партия изготовляемых стержней должна обеспечивать непрерывную работу машин в течение 3—4 ч. Современное литейное оборудование и накопленный опыт по проектированию литейных цехов позволяют полностью механизировать изготовление стержней путем создания поточных автоматизированных или комплексно-механизированных линий.
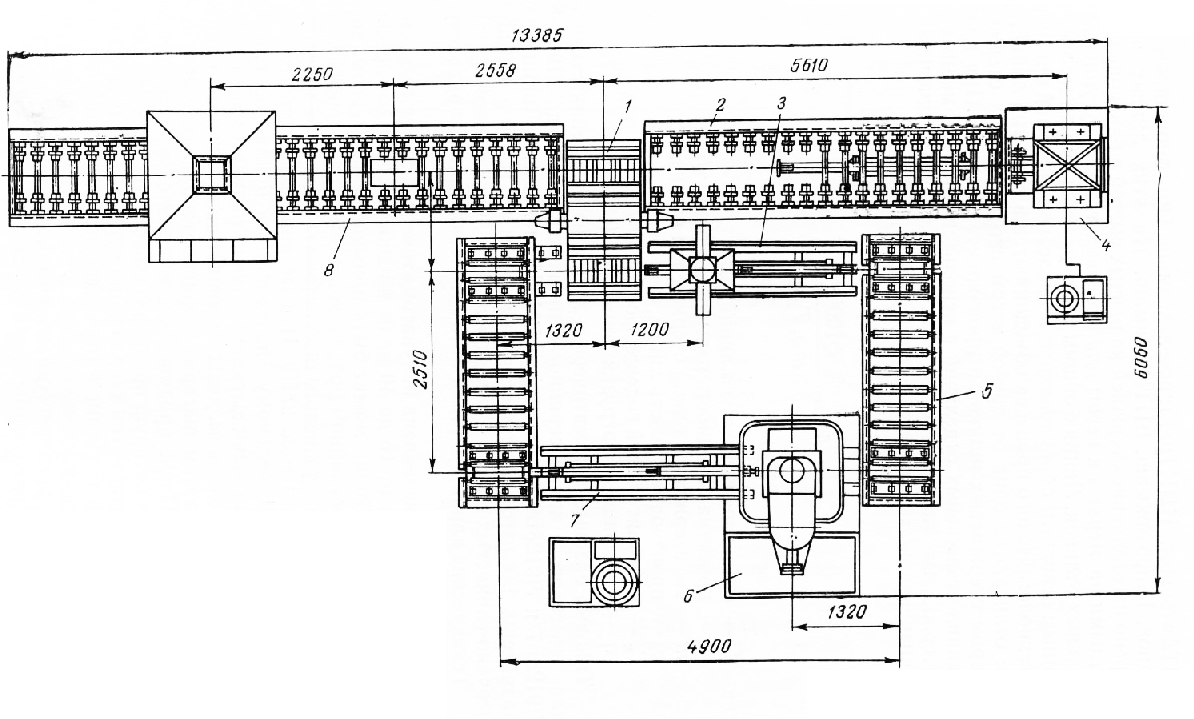
Рис. 1. Полуавтоматическая линия изготовления стержней из жидкостекольных и песчано-глинистых смесей весом 16—40 кг
На этих линиях предусмотрено изготовление стержней из разных смесей с различными габаритными размерами и весом для производства как чугунных, так и стальных отливок. Линии с общим технологическим процессом, однотипным основным оборудованием и аналогичной схемой организации технологического процесса объединяются в один тип линий, которые отличаются одна от другой весом изготовляемых стержней, размером стержневых ящиков и производительностью. При проектировании стержневых отделений с использованием размерных рядов стержневых участков потребное количество автоматических или механизированных линий определяется по формуле Типовые базовые автоматические линии изготовления стержней для массового и крупносерийного производства мод. Л9128Б5, Л9128Б7 и Л9128Б9 разработаны ВНИИЛитмашем. Линии предназначены для изготовления стержней весом до 16, 40 и 100 кг из песчано-глинистых смесей с последующей тепловой сушкой. На рис. 1 представлена полуавтоматическая линия изготовления стержней весом от 16 до 40 кг из жидкостекольных и песчано-глинистых смесей. Линия может быть применена в массовом, крупносерийном и мелкосерийном производстве. Линия построена на базе пескострельного стержневого полуавтомата мод. 28Б7 и поворотно-вытяжной машины мод. 28П8. Пустые ящики транспортером подаются к пескострельному полуавтомату для наполнения смесью. Наполненный ящик выталкивается из полуавтомата следующим за ним пустым ящиком, дважды меняет на рольганге направление движения, а затем шаговым транспортером подается в продувочную машину. После продувки ящик подается в поворотно-вытяжную машину, в которую предварительно автоматически поступает сушильная плита, затем стержень на сушильной плите сталкивается на приводной рольганг очередной пустой плитой, которая подается в поворотно-вытяжную машину толкателем рольганга. Плиты подаются на рольганг укладчиком. Шаговый транспортер подает в машину следующий ящик со стержнем, сталкивая при этом пустой ящик на рольганг (слева по плану), где его вручную подготовляют к следующему циклу. Площадь, занимаемая линией, составляет 39 м2. Линию обслуживают три человека. Реклама:Читать далее:Изготовление стержней пескометным методомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|