|
|
Категория:
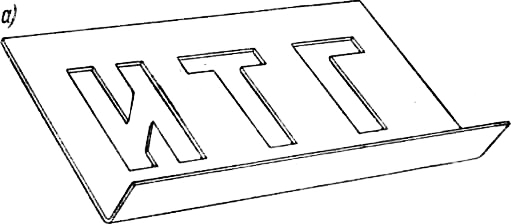
Граверное дело Для маркировки различных видов тары (бочек, ящиков, тюков и многих других предметов) применяются буквенные и цифровые трафареты, представляющие собой металлический лист толщиной 0,2—0,3 мм с вырезанными в нем знаками или текстом (рис. 1, а).
Рис. 1. Трафареты без перемычек (а) и с перемычками (б)
Трафареты изготовляют из тонкой листовой латуни, цинка, оцинкованного железа, но чаще всего из белой жести. Белая жесть не ржавеет, хорошо обрабатывается любым механическим способом и рихтуется. Для нанесения знаков на трафаретах применяют четыре основных способа: выпиливание лобзиком, вырубка зубильцами различных профилей, ручное и машинное на фрезерном станке с пантографом гравирование. Выпиливание трафаретов. По этому способу изготовление производится следующим образом. Из листовой белой жести вырезают заготовку нужного размера и формы. Затем так же, как это делают при гравировании, наносят необходимый текст. Буквы нарисованного шрифта обводят шпицштихелем для сохранения контура при выпиливании. Рисунок знаков и шрифтов для трафаретов существенно отличается от обычных знаков, употребляемых в гравировании. В трафаретах буквы вырезаются насквозь, поэтому такие буквы, как О, В, Б, Ф и другие, аналогичные им, могут не получиться вовсе, так как ничем не закрепленная середина этих букв вываливается. Для того чтобы этого не произошло, их рисуют и вырезают, оставляя в них специальные перемычки, как это показано на рис. 1, б. Когда разметка закончена, необходимо в каждом замкнутом контуре буквы просверлить отверстие диаметром 1—1,5 мм для ввода пилки лобзика. Число отверстий в каждой букве зависит от того, на сколько частей она разделена перемычками, и определяется формой самой буквы. После сверления всех отверстий приступают к выпиливанию букв по частям. При этом надо внимательно следить за правильностью направления пилки по размеченным линиям букв и цифр. Выпилив первую цифру или букву, освобождают пилку лобзика, вынимают ее из законченной вырезки и вставляют в отверстие следующей для продолжения операции. Последовательно буква за буквой выпиливают весь текст, после чего трафарет рихтуют на гладкой плите и зачищают наждачной бумагой края обрезов. На одном из краев трафарета загибают узкую полосу под углом 90°, для того чтобы во время маркировки было удобно держать его в руке. Вырубка трафаретов. Для вырубки трафаретов необходимо иметь набор зубильцев различных профилей и размеров. Лезвия зубильцев должны быть остро заточены. Для ускорения вырубки букв зубильца делают иногда двойными, в результате чего с одного удара металл прорубают сразу в двух местах. Применение таких зубильцев весьма целесообразно, так как при их использовании вырубленные буквы получаются с одинаковой шириной штриха. Текст рисуют и размечают так же, как и для выпиливания. В данном случае нет надобности сверлить отверстия под пилку, и к вырубке приступают сразу после разметки. Зубильце прикладывают к линии размеченной буквы и ударами молотка по его затылку (с перестановкой после каждого удара вдоль линии контура) вырубают букву. Таким образом вырубают весь текст. После окончания вырубки получившиеся на краях детали заусенцы зачищаются надфилями и наждачной бумагой, и трафарет подвергается рихтовке. Вырубленные трафареты значительно труднее рихтовать, чем выпиленные, так как при эхом способе жесть сильнее деформируется. Вырубку трафаретов следует рекомендовать в тех случаях, когда текст небольшой, а трафарет изготовлен из тонкого материала. Если в трафарете много слов и располагаются они на близком расстоянии друг от друга, то лучше всего изготовлять его методом выпиливания, при котором почти нет необходимости в последующей рихтовке. Гравирование трафаретов. Изготовление трафаретов методом гравирования вручную заключается в том, что после разметки текста заготовку закрепляют на доске и при помощи спицшти-хеля гравируют линии контура знаков. Глубина гравированной линии должна быть близка к толщине листа, и, когда гравирование текста трафарета закончено, части букв, подлежещие удалению, должны легко отрываться при небольшом нажиме. Такой способ по сравнению х первыми двумя является более производительным, качество работы — более высоким, и трафарет получается почти ровный, не требующий рихтовки. Однако наиболее совершенным и производительным будет процесс изготовления трафаретов с помощью копировально-фрезерного станка с пантографом. При этом способе не требуется такой детальной разметки листового металла, как это нужно в первых трех случаях. Следует произвести лишь разметку, показывающую расположение строк и расстояние их друг от,друга. Процесс изготовления трафаретов заключается в следующем. Размеченный лист белой жести устанавливают на пластину из мягкого материала (гетинакс, плексиглас и т. д.), положенную на рабочий стол станка, закрепляют и производят сквозное фрезерование по линиям вырезок. Мягкая подкладка под трафаретом необходима для предохранения от повреждения поверхности рабочего стола станка при фрезеровании вращающимся резцом-фрезой. Надобность в разметке каждой из букв отпадает, так как фрезерование трафаретов производится непосредственно по набору буквенных или цифровых шаблонов, применяемых при обычном гравировании. Согласно чертежу и с учетом размера букв шаблонов, плечи пантографа настраивают в нужном масштабе и набирают текст необходимой строки с .последующим закреплением ее на копирном столе станка. Проверив правильность настройки станка, закрепления детали и буквенных шаблонов, приступают к фрезерованию на просвет. При этом перемычки у букв получаются в результате своевременного опускания и подъема резца в шпинделе пантографа и одновременных задержек копировального пальца в нужных местах.
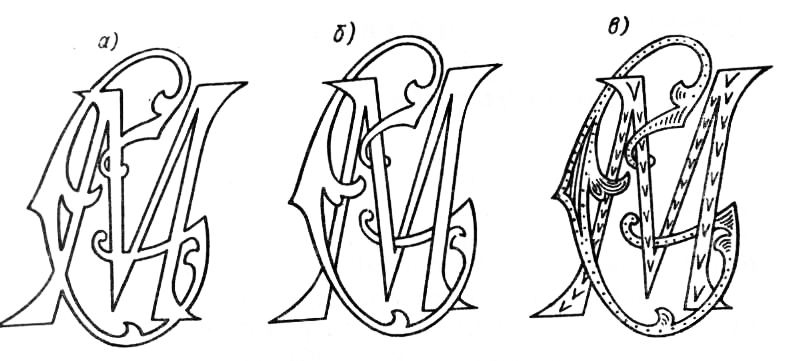
Рис. 2. Последовательность изготовления монограммы
При ручном гравировании отпадает необходимость в рихтовке, в расходе пилочек и правке зубильцев, так как весь процесс производится лишь одним шпицштихелем. Практика изготовления трафаретов машинным способом (на копировально-фре-зерном станке с пантографом) дала очень хорошие результаты, в особенности при нанесении знаков с небольшой высотой. При фрезеровании на просвет металл не подвергается напряжениям и деформациям, вследствие чего изделия после изготовления не нуждаются в рихтовке. К тому же при этом способе нет надобности производить трудоемкую разметку текста, необходимую при первых трех способах. Недостатком изготовления трафаретов на станке с пантографом является то, что в переходах линий прорези (особенно в острых углах) получаются скругления от вращающегося инструмента. Для получения острых углов требуется их дополнительная опиловка. Монограммы. Монограммы представляют собой переплетение Двух или нескольких фигурных букв’ в различных вариантах. В создании изящных художественных монограмм не существует специальных правил и указаний по их компоновке. Выполнение наиболее удачных переплетений букв в рисунке зависит от вкуса и мастерства художника. Монограммы обычно гравируют на сплавах цветных или драгоценных металлов; чаще всего для этой цели берут латунь, сплавы серебра или золота. Сначала подготовляют металлическую пластинку необходимой величины толщиной от 0,5 до 1 мм. Переводят на нее рисунок монограммы и производят разметку. Во всех внутренних просветах будущей монограммы сверлят отверстия диаметром 1 мм для пропуска пилочки, после чего лобзиком выпиливают просветы (соответственно разметке), а затем — монограмму по наружному контуру, чем и заканчивается изготовление так называемого скелета монограммы (рис. 2, а). Переходят ко второму этапу — полировке «скелета». После закрепления его сургучом на деревянной колодке гравируют детали монограммы штихелями, придавая им вид переплетения (рис. 2, б). Завершающим этапом работы является украшение монограммы всевозможными штрихами и другими элементами, которые выделяют каждую букву в монограмме, как показано на рис. 2, в. По окончании гравирования к обратной стороне монограммы припаивают штифты для ее закрепления. — Для маркировки различных видов тары (бочек, ящиков, тюков и многих других предметов) применяют буквенные и цифровые трафареты, представляющие собой металлический лист толщиной 0,2—0,3 мм с вырезанными в нем знаками или текстом (рис. 28, а). Трафареты. Их изготовляют из тонкой листовой латуни, цинка, оцинкованного железа, но чаще всего из белой жести. Белая жесть не ржавеет, хорошо обрабатывается любым механическим способом и рихтуется. Для изготовления трафаретов применяют четыре основных способа: выпиливание лобзиком, вырубку зубильцами различных профилей, ручное гравирование и машинное гравирование на граверном станке с пантографом. Выпиливание трафаретов. Производится оно следующим образом. Из листовой белой жести вырезают заготовку нужного размера и формы. Затем так же, как это делают для гравирования, наносят необходимый текст. Нарисованные буквы обводят шпицштихелем для сохранения контура при выпиливании. Рисунок знаков и шрифтов для трафаретов существенно отличается от рисунка обычных знаков, употребляемых в гравировании. В трафаретах буквы вырезаются насквозь, поэтому такие буквы, как О, В, Б, Ф и другие, аналогичные им, могут не получиться вовсе, так как ничем не закрепленная середина этих букв будет вываливаться. Чтобы этого не произошло, их рисуют и вырезают, оставляя в них специальные перемычки.
Рис. 3. Трафареты Когда разметка закончена, необходимо в каждом замкнутом контуре буквы просверлить отверстие диаметром 1 —1,5 мм для ввода пилки лобзика. Количество отверстий в каждой букве зависит от того, на сколько частей она разделена перемычками, и определяется формой самой буквы. После сверления всех отверстий приступают к выпиливанию букв по частям. Выпиливая, надо внимательно следить за правильностью направления пилки по размеченным линиям букв или цифр. Выпилив первую часть знака, освобождают пилку лобзика, вынимают ее из законченной вырезки и вставляют в отверстие следующей вырезки для продолжения выпиливания. Последовательно, буква за буквой выпиливают весь текст, после чего трафарет рихтуют на гладкой плите и зачищают наждачной бумагой края обрезов. Узкую полосу на одном из краев трафарета загибают под углом 90° для того, чтобы во время маркировки было удобно держать его в руке. Вырубка трафаретов. Для вырубки трафаретов необходимо иметь набор зубильцев различных профилей и размеров. Лезвия зубильцев должны быть очень остро заточены. Для ускорения вырубки букв зубильца делают ииогда двойными, в результате чего с одного удара металл прорубают сразу в двух местах. Применение таких зубильцев весьма целесообразно, так как при их использовании вырубленные буквы получаются с одинаковой шириной штриха. Текст рисуют и размечают так же, как и для выпиливания. В данном случае не нужно сверлить отверстия под пилку, и к вырубке приступают сразу же после разметки. Зубильце прикладывают к линии размеченной буквы и ударами молотка по его затылку (с перестановкой после каждого удара вдоль линии контура) вырубают букву. Так вырубают весь текст. После окончания вырубки получившиеся на краях рубки заусенцы зачищают надфилями и наждачной бумагой и трафарет рихтуют. Вырубленные трафареты значительно труднее рихтовать, чем выпиленные, так как при этом способе жесть сильнее деформируется. Вырубку трафаретов следует рекомендовать в тех случаях, когда текст небольшой, а трафарет изготовляют из тонкого материала. Если в трафарете много слов и располагаются они близко друг от друга, то лучше всего применять метод выпиливания, при котором почти не нужна последующая рихтовка. Гравирование трафаретов. Изготовление трафаретов ручным гравированием заключается в том, что после разметки текста заготовку закрепляют на доске и при помощи шпицштихеля гравируют линии контура знаков. Глубина гравированной линии должна быть близка к толщине листа, и когда гравирование текста трафарета закончено, части буквы, подлежащие удалению, легко отрываются при небольшом нажиме. Такой способ изготовления трафаретов по сравнению с первыми двумя является более производительным, качество изготовления более высоким, и трафарет получается почти ровный, не требующий рихтовки. Однако наиболее совершенным и производительным процессом является машинное гравирование трафаретов. При этом способе не требуется такой детальной разметки листового металла, как это нужно в первых трех случаях. Следует произвести лишь разметку, показывающую расположение строк и расстояние между ними. Изготовление трафаретов при помощи станка с пантографом заключается в следующем. Размеченную заготовку устанавливают на пластину из мягкого материала (гетинакс, плексиглас и т. д.), положенную на рабочий стол станка, закрепляют и производят сквозное фрезерование (гравирование) по линиям вырезок. Мягкая прокладка под трафаретом необходима для предохранения от повреждений рабочего стола станка при фрезеровании вращающимся резцом-фрезой. Необходимость в разметке каждой буквы отпадает, так как фрезерование трафарета производится непосредственно по набору буквенных или цифровых шаблонов. Согласно чертежу и с учетом букв шаблонов плечи пантографа настраивают в нужном масштабе, набирают текст необходимой строки и закрепляют ее на копирном столе станка. Проверив правильность настройки станка, закрепления детали и буквенных шаблонов, приступают к фрезерованию на просвет. При этом перемычки у букв получаются в результате своевременного опускания и подъема резца в шпинделе пантографа и одновременных задержек копировального пальца в нужных местах. Каждый из четырех способов изготовления трафаретов имеет свои достоинства и недостатки. Например, при выпиливании трафаретов не нужна трудоемкая рихтовка, но расходуется много пилочек для лобзика. Вырубкой трафаретов достигается большая экономия рабочего времени по сравнению с выпиловкой, но из-за значительной деформации трафарета возникает необходимость в рихтовке. При ручном гравировании трафаретов отпадает необходимость в рихтовке, в расходе пилочек и правке зубильцев, так как весь процесс производится лишь одним шпицштихелем. Практика изготовления трафаретов машинным способом (на станке с пантографом) дала очень хорошие результаты, в особенности при изготовлении трафаретов с небольшой высотой знаков. При фрезеровании на просвет металл не подвергается напряжениям и деформациям, вследствие чего трафарет после изготовления не нуждается в рихтовке, а также нет необходимости производить трудоемкую разметку текста. Недостатком изготовления трафаретов на станке с пантографом является то, что в переходах линий прорези (особенно в острых углах) получаются скругле-ния от вращающегося инструмента. Для получения острых углов требуется их дополнительная опиловка. Монограммы. Монограммы представляют собой переплетения двух или нескольких фигурных букв в различных вариантах. Специальных правил и указаний по компоновке букв при создании изящных художественных монограмм нет. Выполнение удачных или неудачных переплетений букв в рисунке полностью зависит от вкуса и мастерства художника. Монограммы обычно гравируют на сплавах цветных или драгоценных металлов; чаще всего для этой цели берут латунь, сплавы серебра или золота. Сначала подготовляют металлическую пластинку нужного размера толщиной 0,5—1 мм, переводят на нее рисунок монограммы и производят разметку. Во всех внутренних просветах будущей монограммы сверлят отверстия диаметром 1 мм для пропуска пилочки, после чего лобзиком выпиливают просветы (соответственно разметке), а затем выпиливают монограмму и по наружному контуру. Этим заканчивается изготовление так называемого «скелета» монограммы. Вторым этапом изготовления монограммы является полировка «скелета». После закрепления его сургучом на деревянной колодке гравируют штихелями места переплетения и пересечения букв монограммы. Завершающим этапом работы является украшение монограммы всевозможными штрихами и другими элементами, которые выделяют каждую букву в монограмме, как показано на рис. 4, в. По окончании гравирования к обратной стороне монограммы припаивают штифты для ее закрепления.
Рис. 4. Изготовление монограммы Реклама:Читать далее:Нанесение штрихов и знаков резаниемСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|