|
|
Категория:
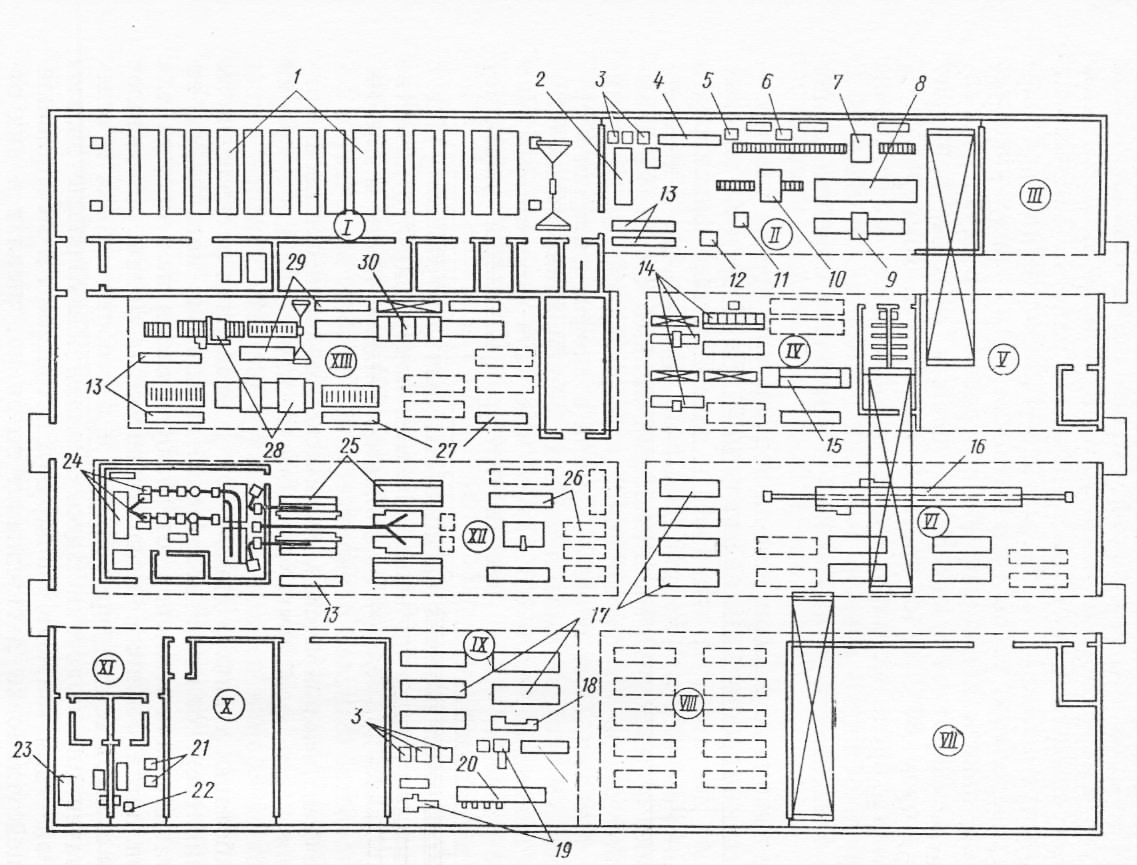
Производство конструкций из дерева Трехслойные панели изготовляют путем склеивания обшивок с блоками пенопласта (прессовая технология) или путем заливки вспенивающихся композиций в пространство между обшивками (заливочная технология). В качестве среднего слоя панелей, изготовляемых прессовым способом, чаще используют самозатухающий пенополистирол. Обшивками служат асбестоцемент, фанера, древесно-стружечные плиты, стеклопластик, алюминий, тонколистовая сталь. Для склеивания применяют эпоксидный, каучуковый, полиэфирный, латексный клеи. При изготовлении панелей методом заливки в качестве вспенивающихся композиций используют полиуретаны и фенолоформальдегидные полимеры. Панели также изготовляют путем вспенивания в полости гранул полистирола, которые заполняют объем, образуя пенопласт, и склеиваются с обшивками, предварительно покрытыми клеем. По прессовой технологии панели изготовляют непрерывным и периодическим способами. При непрерывном способе изготовления линия имеет три участка. Первый из них длиной примерно 20 м предназначен для подготовки обшивок и сборки пакетов на конвейере. Очищенный лист обшивки укладывается на транспортерную ленту и покрывается эпоксидным клеем, который наносится металлической гребенкой. Затем на обшивку укладываются нарезанные по необходимым размерам блоки пенопилистирола плотностью 30…40 кг/м3. Если панель запроектирована с обрамлением, то по периметру обшивки укладывают деревянные бруски или фанерные профили. Далее по ходу движения транспортерной ленты на пенопласт наливается клей и разравнивается другой, более высоко расположенной гребенкой. Затем укладывается верхняя обшивка. Собранные таким образом пакеты располагаются на ленте транспортера один за другим с разрывом 1…2 см. В необходимых случаях между обшивками и пенопластом укладывают слой пароизоляции из алюминиевой фольги, промазанной с обеих сторон клеем. Второй участок технологической линии представляет собой туннельную камеру длиной около 25 м, в которой запрессовываются и нагреваются движущиеся на ленте пакеты. Запрессовка осуществляется валками, а нагревание —спиральными проволочными нагревателями, расположенными сверху и снизу пакетов. Кроме того, пакеты дополнительно прогреваются воздухом из калорифера. Температура в камере на первом участке примерно 40 °С, на втором 60 °С и на третьем около 80 °С. Температура в определенных пределах варьируется в зависимости от толщины панели, вида обшивки и клея. Толщина панели может быть 20… 160 мм в зависимости от назначения и материала обшивки, длина 3…6 м. После выхода из камеры панели попадают на третий участок — зОну обрезки и профилирования кромок. К этому времени клеевые швы имеют достаточную прочность и панели можно фиксировать специальными боковыми направляющими. Продольные и поперечные кромки обрезают двумя дисковыми пилами с зубьями из высокопрочной стали. Профилирование кромок производится специальными фрезами. Пост обрезки кромок и профилирования оборудован местным отсосом пыли и опилок. Общая длина линии 66 м. Скорость движения ленты 0,6… 1,8 м/мин. При скорости 1 м/мин и ширине панели 1,2 м производительность линии достигает 300 тыс. м2 панелей в год. В необходимых случаях организуется дополнительный участок отделки панелей защитно-декоративными покрытиями, в качестве которых обычно применяют поливинилхлоридные пасты и пленки. Производство панелей периодическим способом включает в себя отделения: раскроя листов, химической очистки обшивок, приготовления клеев, фомования пенопласта, нанесения клея, сборки узлов, общей сборки панелей, доводки и окраски панелей и ряд вспомогательных участков. В отделении раскроя листы из алюминиевых сплавов разрезают дисковыми ножницами на элементы заданных размеров, отгибают и сваривают кромки для получения листа обшивки. Подготовленные обшивки укладывают по шесть штук в контейнер-подвеску и переносят краном в отделение химической обработки. Здесь обшивки обезжиривают, осветляют их в азотной кислоте, анодируют, промывают и высушивают. Профильные элементы раскраивают по длине, сверлят в них отверстия, обтачивают полки и отправляют полученные заготовки на участок сборки узлов. На этом участке распиливают неметаллические материалы для обрамления панелей (фанеру, древесностружечные плиты, пластики) на элементы заданных размеров, соединяют их с профильными заготовками на заклепках и направляют на участок общей сборки. Для склеивания панелей используют каучуковый 88Н (наиритовый), эпоксидно-тиоколовый К-153, эпоксидно-цементный ЭПЦ-1 клеи. Каучуковый клей наносят на поверхности элементов панелей методом распыления и затем сушат нанесенный слой. Эпоксидные клеи наносят методом контактного налива. Склеивают панели в однопросветном гидравлическом прессе с нагреваемыми плитами. Склеенные панели транспортируют краном на участок общей сборки, где производится сверление кромок, нанесение герметика, клепка и сварка элементов обрамления, оформление оконных и дверных проемов. Работы ведутся на стендах-кондукторах с использованием электрических ручных машин. Доводка панелей заключается в зачистке швов и потеков клея, нанесении герметика, подправке и зачистке кромок обшивок, обрамления и др. Окрашивают панели в установке конвейерного типа методом распыления.
Рис. 1. Технологическая планировка цеха клееных трехслойных панелей:
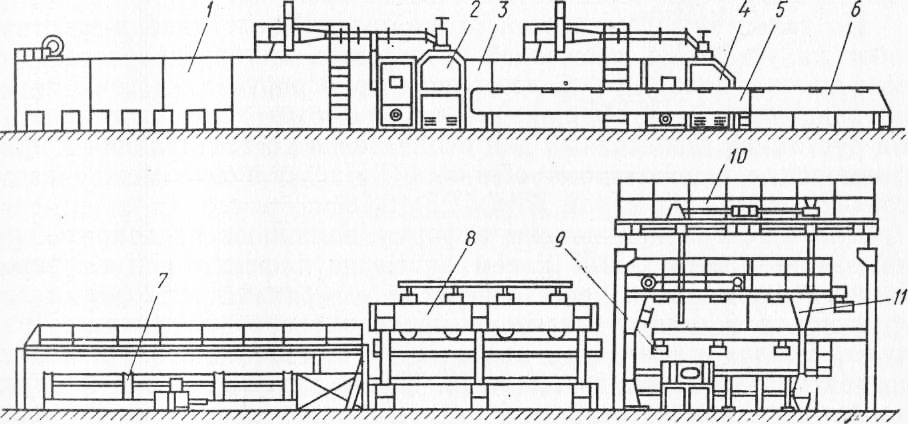
Рис. 2. Схема линии периодического действия для ускоренного склеивания трехслойных панелей
Разработаны линии периодического действия для ускоренного склеивания трехслойных панелей с обшивками из металла, асбестоцемента, стеклопластиков и средним слоем из пенополистирола или сотопластов. Линия производительностью 80 тыс. м2 панелей в год состоит из рольгангов, первый из которых предназначен для подачи обшивок в клеенамазывающие вальцы, а второй — для транспортирования блоков среднего слоя к клеенаносящей установке. Предварительная подсушка клея на обшивках осуществляется в камере, а на блоках среднего слоя — в камере. Для склеивания обшивок и среднего слоя используют каучуковые или фенольные (БФ) клеи. Панели собирают на установке, оборудованной поддоном, кантователем обшивок и перекладчиком среднего слоя (на схеме не показаны). По рольгангу панель на поддоне подается к гидравлическому обогреваемому прессу и загружается в него толкателем. Для разгрузки служит переставитель возвратно-посту-ательного действия. Склеенную панель вынимают из поддона пневмоприсосами траверсы, смотированной на другом переставителе, предназначенном для транспортировки готовых панелей и возврата поддонов на участок сборки. Линия работает с циклом продолжительностью 22 мин. При изготовлении панелей методом совмещенного формования, т. е. вспенивания гранул полистирола в полости между обшивками, ‘внутренние поверхности обшивок покрывают предварительно каучуковым и эпоксидным клеями. Одну из боковых сторон панели оставляют открытой, для загрузки гранул и введения нагревательных элементов. Они представляют собой трубки (стальные, алюминиевые или латунные), которые оставляют после себя круглые пустоты в среднем слое. Одновременно тепло подводится контактным способом через металлические обшивки. По такой технологической схеме трехслойные панели изготовляют на установке, состоящей из агрегата для предварительного вспенивания полистирола, ленточного транспортера, системы пневмотранспорта, бункеров-накопителей и формы с перфорированными пустотообразователями для окончательного вспенивания и при-формования пенопласта к обшивкам. На установке можно изготовлять панели размером до 6X1,5X0,18 м. Для изготовления панели в форму помещают предварительно намазанные каучуковым клеем листы из плоского или гофрированного алюминия и через отверстия в верхней части формы загружают с помощью эжектора предварительно вспененные гранулы. Воздух к эжектору подается от компрессорной установки, создающей давление до 0,5 МПа. После загрузки в форму через перфорированные отверстия в пустотообразователях подается острый пар под давлением не более 0,3 МПа с температурой 120 °С, обеспечивающий окончательное вспенивание среднего слоя и приклеивание его к обшивкам. Для охлаждения форм используется вода, подаваемая через стенки формы под давлением не более 0,3 МПа. Открывание, закрывание и запирание формы производятся гидравлическим способом (гидродомкратами). Плотность пенопласта, образуемого в панели методом эжек-ционного вспенивания, 20…80 кг/м3. Производительность установки 10… 12 панелей в смену. Управление всем технологическим процессом производится централизованно с общего пульта. Другая технологическая схема изготовления трехслойных панелей со вспениванием полистирола в полостях конструкции состоит в следующем. Обрезанные по формату, очищенные от пыли и покрытые слоем клея листы асбестоцемента укладывают на поддоны форм. Затем на слой клея насыпают отдозированный по расчету бисерный суспензионный полистирол и по краям листа устанавливают ограничительные деревянные бруски. Сверху укладывают листы второй обшивки, также покрытые слоем клея, обращенным внутрь. Собранную панель пригружают крышкой и закрепляют в форме. Кассету из 8…9 форм подают в камеру тепловой обработки, в которой происходит вспенивание полисти-польных гранул, спекание их в монолитный слой и приклеивание образовавшегося пенополистирола к обшивкам. Тепловая обработка длится 0,5… 2,5 ч при температуре 95… 110 °С. После охлаждения панели вынимают из форм и транспортируют на склад готовой продукции. Линия производительностью 60 тыс. м2 панелей в год, состоящая из двух постов сборки форм и шести камер тепловой обработки, размещается на площади 288 м2, включая склад материалов и заготовок и склад готовой продукции. Непрерывный способ изготовления панелей с одновременным вспениванием гранул полистирола состоит в том, что на движущиеся ленты материала обшивок (рис. 4.14) насыпают из бункера гранулы полистирола, покрывают их клеем, нагревают инфракрасными излучателями в камере термообработки и направляют в пресс через поворотные валки. При нагревании слой гранул вспучивается, образуя прилипший к обшивке пенопласт. Затем оба слоя соединяют пенопластом внутрь под давлением, создаваемым валками обжимного
Рис. 3. Схема установки для изготовления панелей методом приформовыва
Рис. 4. Схема непрерывной поточной линии изготовления трехслойных панелей с заливкой пенополиуретаном:
Изготовление трехслойных панелей методом заливки вспенивающихся композиций производится непрерывным и стендовым способами.
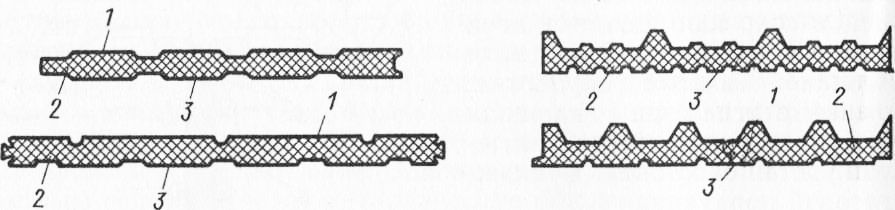
Рис. 5. Поперечные сечения трехслойных панелей с металлическими профилированными обшивками, изготовляемых методом заливки пенополиуретана: 1 — наружная обшивка; 2 — средний слой; 3 — внутренняя обшивка
Заливка пенопласта происходит в двухленточном конвейере-прессе длиной 30 м, который представляет собой непрерывно движущуюся форму с боковыми уплотнителями. Скорость движения конвейера (2… 16 м/мин) подбирают так, чтобы за время прохождения листов по нему завершилась реакция вспенивания. После этого полуфабрикат в виде трехслойной плиты толщиной 20… 180 мм поступает на участок затвердевания среднего слоя и разрезается дисковой пилой на панели необходимой длины (2,5… 15 м). Около этого участка располагается пульт управления поточной линией и электронно-вычислительное устройство, позволяющее программировать длину и количество изготовляемых панелей. Общая длина установки 120 м. Завершает процесс поперечная отгрузка готовых панелей, укладка их в штабеля. Производительность линии при толщине панелей 50 мм и ширине 1,2 мм —540 м2/ч.
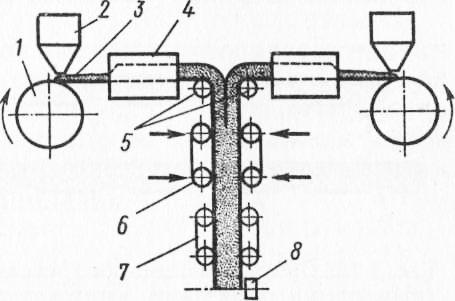
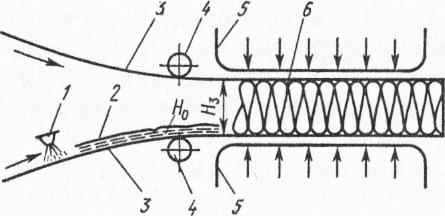
Рис. 6. Схема заливки пенопласта и формирования трехслойной панели при непрерывном движении обшивок:
1 — смесительная головка; 2 — слой жидкой композиции; 3 — обшивка; 4 — направляющие ролики 5 — ограничительная оснастка; 6 — вспененная композиция
Для окраски листов используют поливинилхлоридные пласти-золи и органозоли. Сталь для обшивок применяют оцинкованную толщиной 0,6… 0,8 мм. Обшивки панелей, предназначенных для зданий с агрессивными средами, покрывают красками на основе эпоксидных и полиэфирных полимеров. Панели с заливкой пенополиуретаном изготовляют без обрамления.
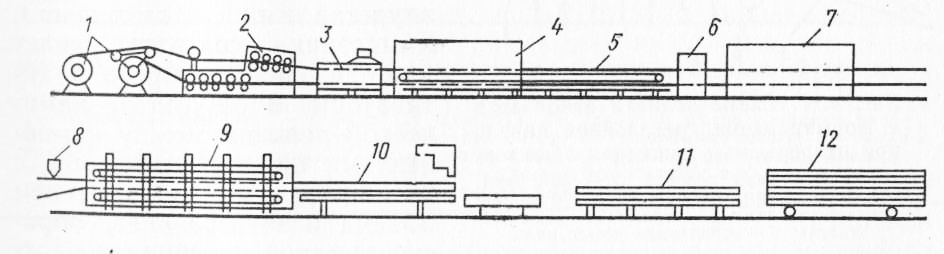
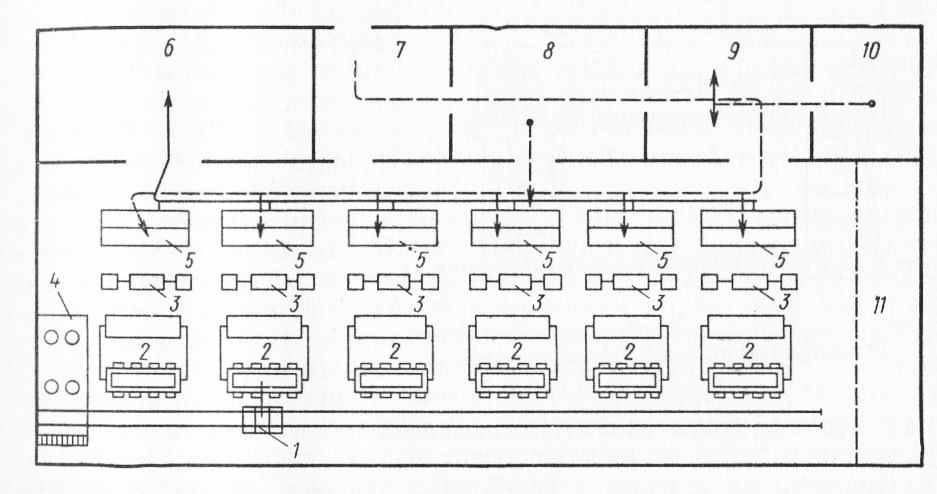
Рис. 7. Технологическая схема изготовления трехслойных панелей стендовым способом:
1 — заливочная машина; 2—формующая установка; 3 — укладчик листов и готовых панелей; 4 — емкости для компонентов заливочной смеси; 5 — подстопные места; 6 — склад готовой продукции; 7 — склад листовых материалов; 8 — участок подготовки обшивок; 9 — участок нанесения клея на обшивки; 10 — клееприготовительное отделение; 11 — административно-бытовые помещения
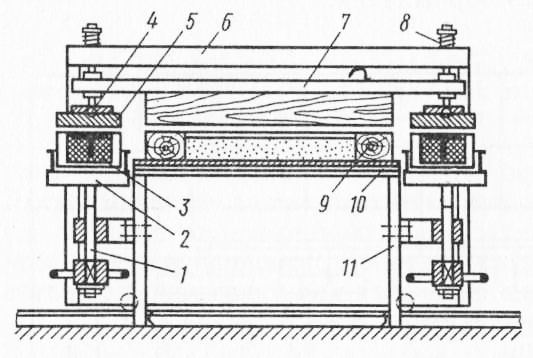
По непрерывному способу также изготовляют двухслойные панели, состоящие из одного металлического профилированного листа, утеплителя и гидроизоляционного или защитно-декоративного покрытия. Заливочная композиция наносится под полосу гидроизоляционного покрытия; снизу находится профилированный металлический лист с уложенным на него распушенным стеклово-локнистым матом. При вспенивании композиция, распространяясь сверху вниз, пронизывает стекловолокно и приформовывается к листу. Образующийся пенопласт получается стеклоармированным, что повышает прочность и жесткость панелей. Стендовый способ позволяет изготовлять панели широкой номенклатуры с технологическими отверстиями, оконными и дверными проемами, с устройством каркаса и т. п. При этом не требуется больших затрат на переналадку оборудования. Панели формуются в механизированных ваймах или прессах, которые могут быть стационарными или передвижными. Заливочные композиции приготовляются и подаются в панели на соответствующих установках производительностью 25… 250 л/мин. При использовании прессов технологический процесс строится следующим образом: на профилированные обезжиренные листы обшивки наносится клей 88Н и подсушивается до отлипа в специальной камере. С помощью эластичных уплотняющих прокладок собирают верхнюю и нижнюю обшивки и на подъемном столе подают в загрузочную этажерку, а затем в шестиэтажный гидравлический пресс с размерами плит 7200… 1016 мм. Полости панелей заливают поочередно через технологические отверстия. После отверждения пенопласта панели выгружают, укладывают в стопы, а при необходимости транспортируют на пост поперечной резки. При использовании за-прессовочных форм (вайм), установленных последовательно вряд, заливочные машины перемещаются вдоль их фронта (рис. 4.18). За фронтом вайм ведутся подготовка обшивок, нанесение на них клея и сборка пакетов. Заливочная машина, периодически заправляемая компонентами, дозирует и подает в полости панелей фе-нольные, полиуретановые и фенолоуретановые композиции. Дозирующее устройство машины позволяет варьировать соотношение компонентов в пределах от 1:1 до 1:6. Смеситель машины имеет две скорости вращения вала — для приготовления композиций низкой 15…45 МПа-с и повышенной 50… 150 МПа-с вязкости. Скорость передвижения самой машины — 4…20 м/мин. Для создания необходимого давления в формах линия оборудована электромагнитной ваймой, состоящей из подвижной траверсы, к которой на пружинах подвешена верхняя прижимная плита, рамы с закрепленной на ней неподвижной плитой, бортов, электромагнитов со столиками, винтами и подмагнитных пластин с шарнирами. Давление на обшивку панели создается электромагнитными и подмагнитными пластинами, которые могут воспринимать некоторый перекос бортов формы за счет шарниров. При вспенивании прижимная плита остается на месте, воспринимая внутреннее давление.
Рис. 18. Схема электромагнитной ваймы для формования трехслойных панелей
Максимальный размер изготовляемых на установке панелей 7200X1200X200 мм. Это могут быть панели «сэндвич», каркасные, с оконными проемами и др. В бескаркасных панелях фенольный пенопласт армируют стекловолокном для ограничения усадки. Стендовая технология изготовления панелей с использованием гидродомкратов включает подготовку металлических листов, сборку пустотелых пакетов, установку пакетов в формующее устройство: заливку пакетов фенольной композицией, выдержку панелей в формующем устройстве до окончания процесса вспенивания, выгрузку панелей из формующего устройства, распиловку их до нужных размеров. Подготовка листов (алюминиевых или -из оцинкованной стали) заключается в обрезке по формату и обработке на кромкозагибочной машине, которая закрепляет края листов на полимерных профилях, поставленных между листами и соединяющих листы в пустотелый пакет. На тележках пакеты доставляют по шесть штук на пост заливки пенопласта и загружают в формующие устройства в течение 5 мин. Каждый из пакетов отделяется от соседнего полиэтиленовой пленкой. Загруженное формующее устройство закрывается гидравлическими домкратами, развивающими усилие до 720 кН. Фенольная композиция готовится в смесительной машине производительностью до 50 кг/мин. Машина имеет заливочную головку с наконечником, который поочередно вставляется в отверстия форм. Количество заливаемой композиции определяют расчетом, исходя из заданной плотности пенопласта. Далее отверстия закрывают пробками и заполненные пакеты выдерживают в течение 30 мин. После окончания вспенивания формующее устройство разгружают, панели помещают на подвижные полки и увозят на склад, где в течение 24 ч их выдерживают до полного отверждения пенопласта. Полный цикл работы формующего устройства 45 мин. Готовые панели имеют размер 7,2X1.0 м при толщине 50… 120 мм. Производительность установки при двухсменной работе 475 тыс. м2 панелей в год. Светопрозрачные трехслойные панели из плоского стеклопластика с заполнением волнистым стеклопластиком изготовляют по следующей технологии. Листы стеклопластика раскраивают дисковыми и гильотинными ножницами на заготовки заданных размеров. Для подгонки применяют фрезы с пластинками из твердых сплавов. Диаметр фрез 200…400 мм, толщина 3…4 мм. Места склейки обшивок и заполнения обязательно обезжиривают и зачищают. Клей (полиэфирный) наносят полосами на места примыкания волн среднего слоя, производят сборку и запрессовку панелей грузами. Далее приформовывают стеклопластиковые стыковые профили и вставляют бруски обрамления из пенополивинил-хлорида. Для ускорения склеивания обшивок с заполнением применяют листовые электронагреватели, позволяющие запрессовывать сразу несколько панелей. Реклама:Читать далее:Изготовление ребристых панелейСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|