|
|
Категория:
Технология кислородной резки Качество резки определяется точностью резки и качеством поверхности реза. Точность резки характеризуется отклонениями линии реза от заданного контура. Наименьшие отклонения линии реза от заданной будут при резке на машинах с программным, фотоэлектрон-ум и электромагнитным управлением; величина отклонений будет возрастать при резке на машинах с ручным управлением или переносными машинами. Наибольшие отклонения получаются при ручной резке без направляющих приспособлений. Величина отклонений зависит также от длины, толщины, состояния поверхности листа, формы вырезаемой заготовки, квалификации резчика.
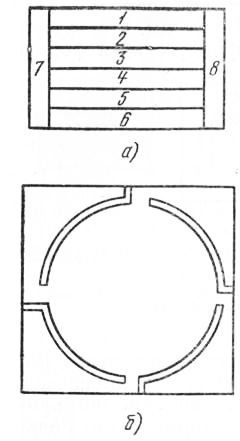
Рис. 1. Схема резки с защемлениями (перемычками):
а — резка полос; 1, 2, 3, 4, 5, 6 — вырезаемые полосы, 7, 8 — перемычки, вырезаемые в конце; б — вырезка круглой заготовки
Качество реза характеризуется неперпендикулярностью и шероховатостью его поверхности, равномерностью ширины реза по всей толщине листа, наличием подплавления верхней кромки и грата на нижней кромке. Неперпендикулярность поверхности реза образуется при изменении угла наклона резака к поверхности листа, а также от расширения режущей струи кислорода. Шероховатость поверхности реза определяется количеством и глубиной бороздок, оставляемых режущей струей кислорода. Бороздки обычно имеют криволинейное очертание из-за отставания А от оси мундштука режущей струи кислорода. Оно вызвано запаздыванием горения металла в нижних слоях листа ввиду загрязненности струи кислорода аргоном, азотом, невозможностью подогрева пламенем нижних слоев металла и расширением струи кислорода. Чем меньше чистота кислорода, тем значительнее отставание бороздок и увеличение ширины реза в нижней части листа. Величина отставания при резке также зависит от конструкции мундштука и давления режущей струи кислорода. Мундштуки с расширяющимся соплом при низком давлении кислорода способствуют увеличению длины подогревающего пламени и уменьшению отставания бороздок при резке. Обычно отставание составляет от 1 до 15 мм при прямолинейной резке листов толщиной от 5 до 200 мм. Глубина бороздок зависит от давления кислорода, скорости резки, равномерности перемещения резака и состава горючего. Более чистая поверхность реза достигается при использовании природного газа, водорода, чем ацетилена. Величина оплавления кромок находится в прямой зависимости от мощности подогревающего пламени и в обратной — от скорости резки. ГОСТ 14792—69 устанавливает три класса качества поверхности при машинной резке: 1-й класс —’ высший, 2-й класс — повышенный, 3-й класс — обычный. Для каждого класса установлены предельные допуски на неперпендикулярность поверхности и на шероховатость, а также на отклонение от линии реза.
Рис. 2. Параметры реза:
а — поперечное сечение реза, б — вид поверхности реза, в — вид сверху вдоль реза, Шв —ширина реза вверху, Шн —ширина реза внизу, f — неперпендикулярность реза, е — глубина бороздок, Д — отставание, г — радиус оплавления верхней кромки
Реклама:Читать далее:Сущность процесса и аппаратура для кислородно-флюсовой резкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|