|
|
Категория:
Слесарно-инструментальные работы Далее: Ручной режущий инструмент Резание металлов осуществляется особыми орудиями, которые называются режущими инструментами. Режущие инструменты в зависимости от способа снятия металла с поверхности детали имеют ^различную геометрическую форму и конструкцию. Но тем не менее, каким бы не был процесс резания, каким бы инструментом он не осуществлялся, какие бы силы не приводили инструмент в действие — резание металлов всегда представляет собой один и тот же процесс образования и затем удаления стружки с поверхности детали. Этот процесс подчинен общим законам резания. Знание законов резания позволяет установить целесообразную форму режущей части инструмента, независимо от того, что приводит его в движение: механический двигатель или мускулы человека.
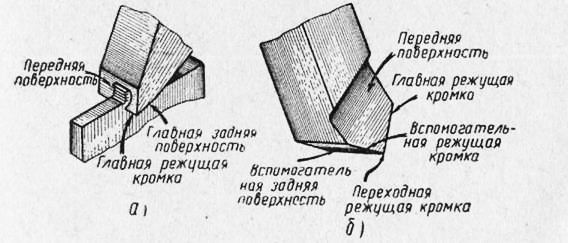
Рис. 1. Элементы режущей части инструмента:
а — зубила; б — резца.
Что же представляет собой режущая часть инструмента? Основными элементами режущей части инструмента (рис. 1) являются: Режущая часть самого простого инструмента, как например, слесарное зубило (рис. 1, а), образуется только двумя упомянутыми поверхностями. У более сложных инструментов (рис. 1, б), кроме передней и главной задней поверхности, имеются еще и вспомогательные задние поверхности и, соответственно, вспомогательные режущие кромки. Режущие кромки, образованные на стыках сопряжения главных и вспомогательных режущих кромок, называются переходными режущими кромками. Переходные режущие кромки затачиваются по радиусам или как угловые фаски.
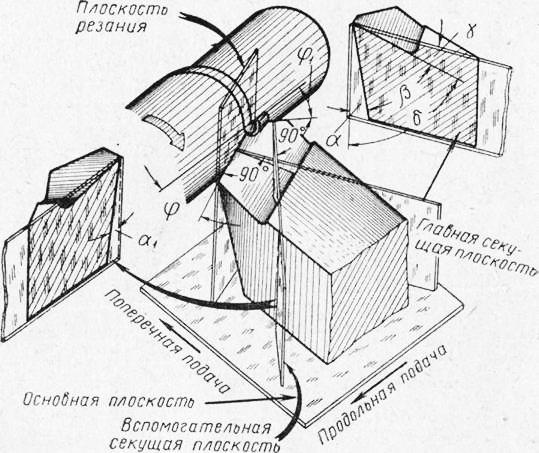
Рис. 2. Углы режущего инструмента
Передние и задние поверхности инструмента располагаются под определенными углами друг к другу, величина и положение которых решающим образом сказываются на процессе резания. Этим углам (углам заточки) присвоены определенные постоянные названия и обозначения, общие для всех инструментов. Обратимся к рис. 2. По ней можно создать ясное представление об углах режущего инструмента. Углы заточки резца принято определять по отношению к двум-исходным плоскостям: основной плоскости, т. е. плоскости параллельной направлению поперечной и продольной подачи, и плоскости’ резания, плоскости касательной к поверхности резания и проходящей через режущую кромку. Главные углы резца измеряются в главной секущей плоскости. К ним относятся: Углы а имеются как у главных, так и у вспомогательных поверхностей. В последнем случае они получают дополнительное название вспомогательных задних углов и обозначаются Otj . Угол наклона главной режущей кромки — это угол, заключенный между режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости. Назначение переходных режущих кромок состоит в том, чтобы увеличить стойкость вершины (углового сопряжения двух режущих кромок). Они обычно выполняются в виде скругления R точки сопряжения главной и вспомогательной режущих, кромок, показанного на рис. 18, либо в виде переходной фаски.
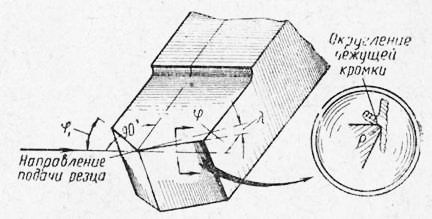
Рис. 3. Элементы режущей части инструмента.
Особое место в геометрии инструмента занимает радиус округления режущей кромки р(ро). Округление р, видимое на рис. 3, специально не создается на инструменте, а получается самопроизвольно. Это происходит потому, что заточить абсолютно остро режущую кромку невозможно, да и у такой кромки очень скоро получилось бы при работе это естественное округление р, «существенно влияющее на процесс резания и повышение стойкости -инструмента.
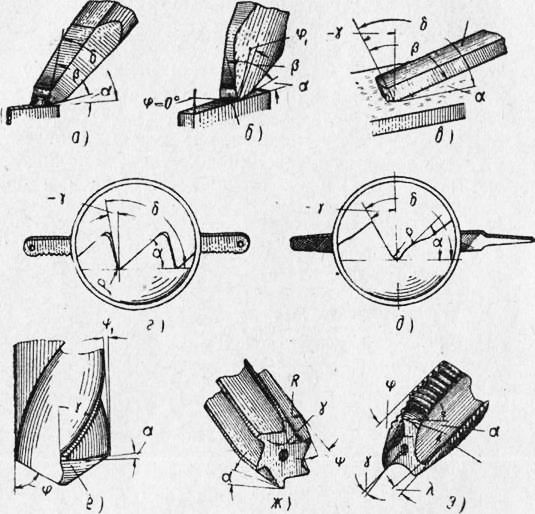
Рис. 4. Углы режущей части слесарных инструментов:
а —зубила; б — крейцмейселя; в — шабера; г — ножовочного полотна; д — напильника; е — сверла; ж — развертки; з — метчика.
Описанные выше геометрические элементы представляют основу ;режущей части всех инструментов. На рис. 21 можно легко найти их в любом слесарном и механическом инструменте. Теперь рассмотрим значение этих элементов. Нужно выяснить «опрос о том, как эти геометрические элементы влияют на величину сил, действующих при резании, стойкость инструмента и чистоту обработанной поверхности. Чтобы дальнейшее изложение было понятным, вначале расскажем о силах, которые возникают и преодолеваются при резании. Для этого представим процесс пришабривания плоскости. Чтобы образовать стружку во время при-шабриваиия, слесарю приходится вдавливать левой рукой режущую кромку шабера в поверхность детали, а правой рукой жать на его рукоятку, толкая шабер вперед. Таким образом, рабочий преодолевает две силы: силу отталкивания от поверхности металла, которая называется нормальной силой Р, И силу сопротивления металла срезанию, называемую силой резания Рг Очевидно, чем меньше эти силы, тем легче срезать стружку. При более сложных процессах резания (при сверлении или развертывании), когда главный угол в плане не равен 0°, то нормальная сила Р направлена также наклонно. Поэтому, в этом случае сила Р раскладывается на составляющие, одна из которых направлена по радиусу инструмента и называется радиальной силой Р у , а другая — против направления подачи инструмента и называется силой подачи Рл . Величина всех перечисленных сил непостоянная. Она изменяется в зависимости от многих обстоятельств и, в том числе, на нее влияют и геометрические элементы инструмента. Теперь мы имеем возможность вернуться к выяснению роли отдельных геометрических элементов. Передний угол пожалуй, один из самых важных” элементов инструмента. Чем больше угол f , тем меньше силы, действующие на инструмент и, особенно, нормальная сила Р с составляющими ее силами Ру и Рх. Казалось бы, что в связи с этим следовало бы стремиться к наибольшей величине угла. Однако, наблюдая работу ряда инструментов, можно увидеть, что часто угол f делается, наоборот, минимальным и даже отрицательным. Иногда такая величина переднего угла является следствием особых технологических условий изготовления инструмента. Так, например, у напильников угол лежит в пределах от 0 до 12° потому, что при их насекании трудно получить положительную величину угла. Чаще же всего, и особенно у чистовых слесарных инструментов, величина переднего угла выбирается минимальной, чтобы улучшить чистоту обработанной поверхности. Это особенно ярко проявляется в процессе пришабривания, при котором шабер устанавливается под задним углом а, приблизительно равным 20°, а угол его заострения чаще всего бывает равным 90е. Следовательно, имея угол резания о, равный 110°, шабер работает не с положительным, а с отрицательным углом (—20°). При такой форме режущей части шабер не режет, а скоблит металл. Если бы в данном случае инструмент имел положительный передний угол, то нормальная сила Р могла бы быть настолько незначительной, что шабер самопроизвольно врезывался бы в металл глубже, чем это необходимо, или выход его из металла был бы не таким плавным, как это требуется для получения высокой степени чистоты поверхности.
Рис. 5. Силы при резании.
Стремление увеличить размер переднего угла с целью уменьшения сил резания резко сказывается на уменьшении прочности инструмента. Чем прочнее обрабатываемый материал, тем меньше должен быть угол у , потому что его увеличение не снижает давления резания, но зато ослабляет режущую кромку и ухудшает условия отвода тепла, образующегося при резании у этой кромки. При обработке хрупких материалов давление резания передается инструменту ближе к режущей кромке и поэтому требует большей величины угла заострения инструмента р. По этой причине для слесарных зубил рекомендуются, например, такие углы заострения: при обработке мягких материалов 45°, средних 60° и твердых 70°. Несколько слов о влиянии заднего утла а. Как известно, назначение этого угла состоит в уменьшении трения инструмента об обработанную поверхность. Тем не менее этот угол нельзя считать второстепенным элементом режущей части, только уменьшающим трение. Величина угла а существенно отражается на качестве инструмента. Для тех инструментов, которые срезают тонкие стружки и в связи с этим изнашиваются, главным образом, по задней поверхности, угол а должен быть настолько большим, насколько это позволяют прочность инструмента и условия отвода тепла от его режущей кромки. При большем заднем угле а округление режущей кромки р может быть меньше, отсюда могут быть меньше смятие металла при резании, трение о заднюю поверхность и нормальная сила Р. При большей величине угла а меньше изнашивается инструмент и по задней поверхности. Как известно, инструмент работает нормально до тех пор, пока площадка износа на его задней поверхности не превысит определенной ширины. Существенное влияние на процесс резания оказывает угол в плане <р. Он определяет величину заборного конуса такого инструмента, как сверла, развертки, метчики, плашки. С уменьшением угла ср сильно растет радиальная сила Ру и уменьшается сила подачи Рх. Это свойство угла в плане используется, например, при конструировании ручных разверток, у которых угол ® имеет весьма малую величину, благодаря чему рабочему ‘не приходится прикладывать много силы, чтобы подавать развертку вдоль обрабатываемого отверстия. Наряду с этим, чем меньше угол в плане, тем чище обработанная поверхность и тем выше стойкость инструмента. В связи с тем, что меньшая величина угла ® позволяет срезать менее толстые и более широкие стружки, при этом увеличивается длина соприкосновения режущей кромки с обрабатываемым материалом, улучшается отвод тепла от режущей кромки и стойкость инструмента повышается. Срезание более тонких стружек уменьшает “шероховатость обработанной поверхности и, следовательно, увеличивает ее чистоту. Немаловажную роль в резании играет и величина округления режущих кромок р. Чем больше р, тем труднее врезаться в поверхность металла, тем больше нормальная сила Р, особенно при снятии тонких стружек. Слесарям известно, что малейшее затупление шабера уже требует больших усилий, чтобы врезаться в поверхность металла. Поэтому так часто и тщательно им приходится заправлять режущую кромку этого инструмента. Таковы краткие сведения об устройстве режущей части инструмента. Они будут полезны слесарю-инструментальщику не только при пользовании инструментом, но окажутся ценными и при изготовлении режущего инструмента. Реклама:Читать далее:Ручной режущий инструментСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|