|
|
Категория:
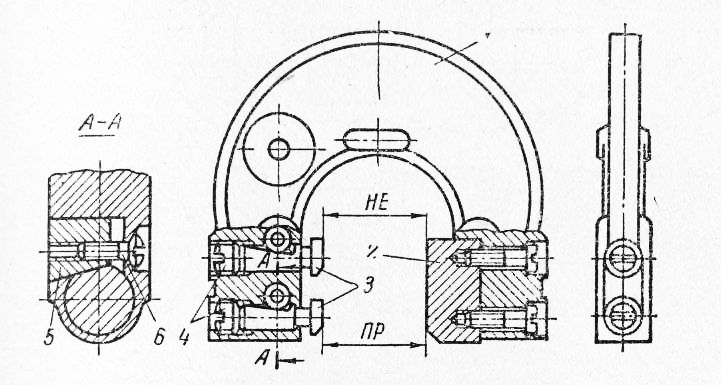
Помощь рабочему-инструментальщику Калибрами называются бесшкальные измерительные инструменты, предназначенные для проверки размеров, форм и взаимного расположения частей деталей. Калибры не определяют числового значения измеряемой величины. В машиностроении конструктор задает размер, как правило, с двумя предельными отклонениями (наименьшим и наибольшим), и контроль сводится не к определению его абсолютного размера, а лишь к определению, находится ли действительный размер детали в пределах заданных отклонений. Такой контроль производится предельными калибрами. Предельный калибр для контроля отверстий с одного конца имеет пробку с наименьшим предельным размером — проходную сторону (ПР), а с другого — с наибольшим предельным размером — непроходную сторону (НЕ). Для контроля деталей типа валов применяется предельная скоба, которая имеет проходную и непроходную стороны. При контроле предельными калибрами непроходная сторона скобы или иепроходная пробка не должна надеваться на вал или входить в отверстие. По назначению калибры подразделяют на рабочие (Р—ПР и Р—НЕ) —для проверки размеров деталей рабочими и ОТК завода-изготовителя; приемные (П—ПР и П—НЕ)—для проверки размеров деталей представителями заказчика и контрольные (К—ПР, К—НЕ, К—П, К—И)—для контроля размеров рабочих и приемных калибров или для установки регулируемых скоб. Условные обозначения калибров следующие: По конструктивным признакам различают калибры: – нерегулируемые (жесткие) для контроля одного определенного размера; – регулируемые, позволяющие компенсировать износ калибра или установить его на другой размер, близкий к первоначальному; – однопредельные с раздельным выполнением проходного и непроходного калибров; – двухпредельные (односторонние и двусторонние), представляющие конструктивное объединение проходного и непроходного калибров. В машиностроении широко распространены листовые калибры, называемые шаблонами. Предельные листовые калибры для измерения длины обозначаются буквами Б и М. Стороны этих калибров, соответствующие наибольшему предельному размеру детали, обозначаются буквой Б, а соответствующие наименьшему предельному размеру — буквой М. Контрольные листовые калибры (контршаблоны) условно обозначаются К—Б и К —М. В зависимости от контролируемых элементов деталей различают калибры для контроля:отверстий; валов; наружных и внутренних резьб; шлнцевых валов и втулок; уступов, длин и высот (плоские шаблоны); взаимного расположения элементов деталей (пространственные калибры); конусных отверстий и наружных конусов. Калибры для контроля цилиндрических деталей. По конструктивным признакам различают калибры нерегулируемые, регулируемые, полные и неполные пробки, нутромеры и др. Неполные односторонние пробки с ручками и накладками, а также штихмасы и нутромеры изготовляют комплектно — один инструмент проходной, а второй — непроходной. Для измерения отверстий диаметром 37…100 мм служат регулируемые пробки. Они применяются в мелкосерийном производстве. Конструкции пробок (ГОСТы 16778—71…16780—71) размерами проходных от 1 до 6 мм и двусторонних от 1 ДО 50 ММ оснащаются твердым сплавом. Эти пробки предназначены для контроля отверстий с допуском от IT6 до /ПО. Кроме жестких применяют также регулируемые скобы для контроля валов диаметром до 350 мм (рис. 48); К литому корпусу скобы привернута неподвижная губка. Вставки можно регулировать на величину от 3 до 8 мм как по проходному, так и по непроходному размерам с помощью установочных винтов. После установки необходимого размера вставки закрепляют втулками 5 с лыской и винтами 6. Конструкции односторонних листовых скоб по ГОСТам 16775—71…16777—71 оснащаются твердым сплавом для контроля валов диаметром от 3 до 180 мм с допуском от /77 до /710. Калибры-шаблоны для контроля размеров уступов, глубин и высот. Согласно ГОСТу 2534—77 при выборе допусков на размеры глубин, высот и уступов калибры следует изготовлять с допуском /711 и грубее и лишь при особой необходимости — более точные.
Рис. 1. Регулируемая скоба.
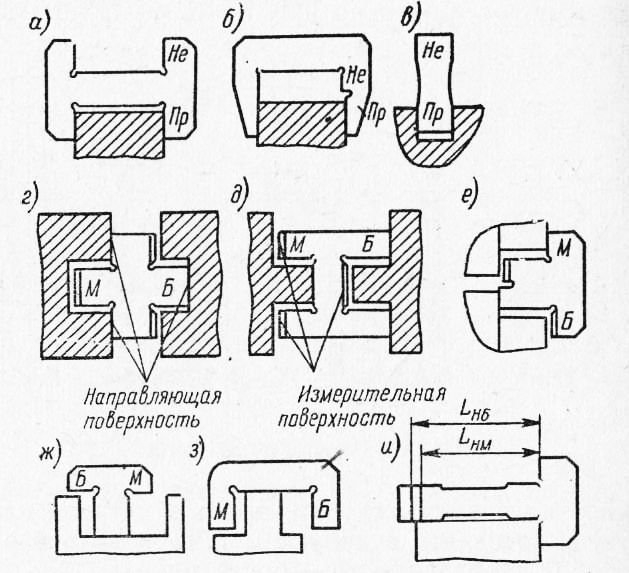
В условиях серийного и массового производства контроль этих размеров производят с помощью предельных калибров, изготовляемых из листовой стали. Конструкции калибров разнообразны и зависят от метода контроля. Различают контроль методами вхождения, просвета, надвигания и рисок. Калибры, работающие по методу вхождения, показаны на рис. 2, а, б и в. Практически они мало чем отличаются от листовых калибров для контроля гладких цилиндрических поверхностей. Калибрами-скобами контролируют длину и ширину уступов, а калибрами-пробками—ширину пазов. Для контроля глубины пазов, высоты и длины уступов применяют калибры, работающие по методу просвета. Если просвет появляется между поверхностью детали и измерительными поверхностями калибра последовательно у сторон Б и М, то деталь считается годной. В момент контроля направляющая поверхность калибра должна прилегать к ба-зовой поверхности детали. Когда метод просвета использовать невозможно, применяют метод надвигания. Калибры надвигаются на контролируемый размер поочередно каждой стороно.
Рис. 2. Предельные калибры для контроля ли» нейных размеров.
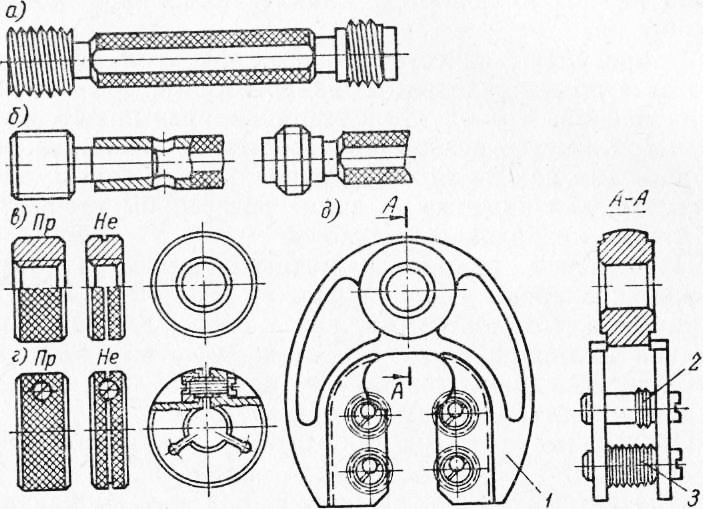
Для контроля размеров длин, проточек, прорезов, если допуск на них превышает 0,5 мм, служат калибры, работающие по методу рисок (рис. 2, и). Деталь считается годной, если плоскость измеряемого размера находится между рисками. Калибры для контроля резьб. Назначение, характеристика и конструкции калибров для контроля метрических резьб регламентируются стандартами. В соответствии с ГОСТом 18107—72 контроль резьбы сводится к следующему: Наименьший предельный размер внутреннего диаметра болта и наименьший размер наружного диаметра гайки непроходными калибрами не контролируются. Это объясняется, во-первых, сложностью подобного контроля и, во-вторых, тем, что эти предельные размеры обеспечиваются конструкцией режущего инструмента. Наименьший предельный размер среднего диаметра болта контролируют’ неироходным резьбовым кольцом, которое не должно навинчиваться на болт. Наименьший предельный размер среднего диаметра гайки проверяют непроходной резьбовой пробкой, которая не должна ввинчиваться в гайку. Так как первые витки резьбы обычно имеют некоторую конусность вследствие недостаточно точного направления инструмента, при ее нарезании допускается ввинчивание до двух витков непроходных калибров в зависимости от назначения резьбы. Калибры для контроля внутренней резьбы представляют собой двусторонние или односторонние пробки (рис. 3, а и б). Рабочая часть пробок выполняется в виде вставок для контроля размеров от 1 до 100 мм и насадок для размеров свыше 50 мм. В проходном калибре желательно иметь число витков, равное числу витков в контролируемой детали (что не всегда возможно). Номинальные размеры среднего, диаметра, шага и угла профиля соответствуют теоретическим размерам этих элементов в детали.
Рис. 3. Резьбовые предельные калибры.
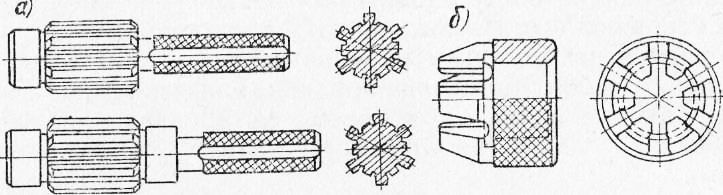
Непроходной калибр имеет меньшее, чем деталь, число витков (2—3,5) и укороченный по сравнению с теоретическим профиль. Малое число витков делается с целью уменьшить влияние погрешности шага калибра на результаты контроля, а укорочение профиля — с целью уменьшить влияние на них погрешности угла профиля калибра. Калибры для контроля наружных резьб изготовляют в виде резьбовых колец или роликовых скоб. Резьбовые кольца выпускают в комплекте — проходное и непроходное. Проходнке кольца имеют полный профиль резьбы, а непроходные — укороченный профиль и малое число витков. Укороченный профиль у колец и скоб получают путем увеличения внутреннего диаметра и прорезанич канавки у впадин (по наружному диаметру резьбы). Для внешнего отличия кольцевых калибров непроходное кольцо имеет на наружной поверхности проточку. Роликовые скобы, состоящие из обоймы и двух пар роликов, хотя и сложнее в изготовлении, однако более удобны для контроля и значительно ускоряют его. Их выполняют односторонними с проходным и непроходным размерами. В качестве измерительных губок применяют ролики или гребенки. Эксцентриковые оси, на которых установлены ролики, позволяют легко регулировать размер между роликами. Допуски на изготовление резьбовых калибров для метрической резьбы установлены ГОСТом 18107—72 раздельно на каждый параметр. Калибры для контроля шлицевых и шпоночных соединений. Отверстия и валы с прямобочным шлицевым профилем контролируются поэлементно и комплексно. Поэлементные калибры предназначены для контроля отдельных элементов шлицевого профиля: наружных диаметров вала и отверстия, внутренних диаметров вала и отверстия, толщины зубьев вала и ширины впадины. Конструктивное оформление поэлементных калибров аналогично оформлению гладких предельных пробок, пластин и скоб. При комплексном контроле проверяются погрешности формы и взаимного расположения элементов шлицевого профиля отверстий и валов. Контроль осуществляется специальными комплексными шлицевыми калибрами-пробками и калибрами-кольцами, которые применяются как проходные калибры. Калибры-пробки с одним направляющим пояском служат для контроля отверстий, центрируемых по размерам D или Ь, ас двумя поясками — для отверстий, центрируемых по рчзмсру d. В соответствии со стандартами этот контроль распространяется на шлицевые валы и отверстия с номинальными внутренними диаметрами d до 120 мм. Калибры для контроля конических деталей. Контроль или измерение диаметров конусов имеет одну важную особенность. Измерить диаметры оснований конусов (большой — у отверстий и малый — у пробки) простыми методами не представляется возможным, поэтому изменение их размеров при обработке определяют по изменению базового расстояния при сопряжении проверяемой детали с калибром.
Рис. 4. Комплексные шлицевые калибры.
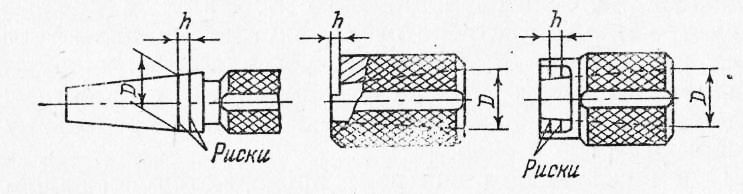
Рис. 5. Калибры для контроля конусов.
Контроль гладких конических деталей осуществляется с помощью калибров по их осевому перемещению относительно детали и направлен на ограничение отклонений базовых расстояний. Требования к конструкции калибров для контроля конусов регламентируются ГОСТом 2849—77. Калибры для контроля наружных и внутренних конусов представляют собой конические пробки или втулки, имеющие риски или уступы, расстояние h между которыми равняется допустимому отклонению базового расстояния. При контроле торец детали должен находиться между рисками или торцами калибра, расположенными на расстоянии h друг от друга. Кроме проверки осевого положения калибра относительно детали, необходимо проверить угол (конусность), прямолинейность образующей и форму конуса. Для этого калибр покрывают тонким слоем краски (3…6 мкм), обычно берлинской лазури, растертой на индустриальном масле, вводят в соединение с проверяемой деталью и несколько раз проворачивают. О правильности прилегания судят по оставшимся на поверхности детали следам краски или по характеру ее стирания на калибрр. Контроль наружных конусов по расположению их базовой поверхности и плотности прилегания поверхностей может производиться с помощью специальных угловых скоб по рискам и на просвет одновременно. Реклама:Читать далее:Инструменты для контроля прямолинейности и плоскостностиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|