|
|
Категория:
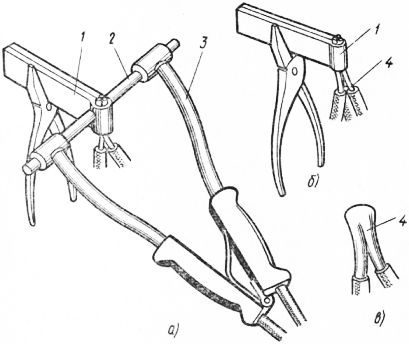
Электромонтер-ремонтник Воздушные линии. При обнаружении значительных загниваний древесины (более 20% сечения) или аварийных повреждениях опоры и их элементы заменяют. Железобетонные опоры с трещинами с шириной раскрытия более 0,6 мм и при наличии нескольких в одном сечении или расслоении бетонной поверхности и оголении арматуры заменяются на новые. Выправка опор. Опоры, имеющие отклонение вертикальной оси более чем допускают нормы, выправляют с помощью лебедок или других механизмов. Места строповки троса на опоре во избежание повреждения тела опоры защищают деревянными подкладками (между тросом и телом опоры). Если применяются гидравлические приспособления, на упоры механизма устанавливают резиновые подкладки. Выправку надо довести до такого состояния, чтобы вершина опоры прошла за вертикаль на 8—10 мм. После выправки у основания опоры грунт плотно утрамбовывают, а ослабленные бандажи подтягивают. Устройство проволочного бандажа. Проволочный бандаж делают из мягкой стальной оцинкованной (0 4 мм) или неоцинкованной (5 — 6 мм) с антикоррозийным покрытием проволоки. Число витков проволоки при 0 4 мм — 12, при 0 5 мм — 10 и при 0 6 мм — 8. Каждый бандаж должен охватывать только две детали. Все витки бандажа должны быть ровно натянуты и плотно прилегать друг к другу. Концы проволок забивают в древесину. Бандаж или хомут покрывают антикоррозийной смазкой по предварительно очищенной металлической поверхности.
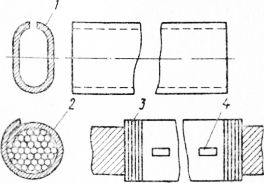
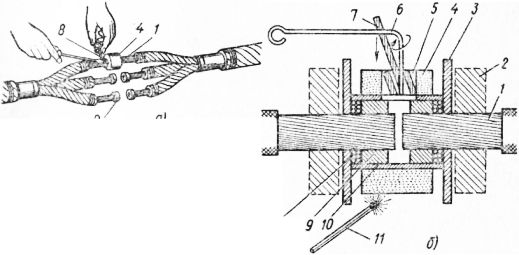
Рис. 1. Крепление бандажом и хомутом: Ремонт проводов. При обрыве проволок до 17% общего количества можно ограничиться наложением на поврежденный участок бандажа, выполненного из того же материала. При большем повреждении устанавливается соединительная муфта. Муфту изготавливают из овального соединителя той же марки, что и провод, и выбирают на один размер меньше, чем сечение провода. Муфту разрезают по оси, надевают на провод, предварительно зачистив до блеска, так, чтобы поврежденный участок с разорванными проволоками приходился на середину муфты. Муфту обжимают по проводу, концы бандажируют и затем прессуют клещами МП-19А или ручным гидропрессом РГП-7м, МГП-12. Соединение проводов может быть выполнено одним из следующих способов: скруткой или наложением бандажа с последующей пропайкой для однопроволочных медных и алюминиевых проводов диаметром 4—6 мм и различными зажимами. При соединении алюминиевых многопроволочных проводов зажимами вне зависимости от типа соединяемые провода необходимо отрезать под прямым углом, концы проводов и контактную поверхность зажима (соединителя) очистить бензином и зачистить до металлического блеска стальной щеткой и ершом под слоем вазелина. После зачистки грязную смазку удалить и сразу же нанести чистый слой вазелина. При использовании соединителя последний после зачистки надвигают на один из концов соединяемого провода. Конец второго провода вводят в соединитель внахлестку. На выступающие концы проводов 20 — 40 мм наложить бандаж. Закрепление соединителя выполняется обжатием или скручиванием.
Рис. 2. Устройство ремонтного соединителя:
Рис. 3. Соединение голых проводов ВЛ: Для проводов А16-35 пользуются зажимами ПАБ-1-1, для А50-70 — ПАБ-2-1. Соединение проводов из разных металлов или разных сечений допускается выполнять только на опорах при помощи переходных зажимов. При выпучивании в пролете верхнего повива провода на длине более 100—150 мм на поврежденное место должна быть наложена ремонтная муфта длиной 200 мм или две меньшей длины, установленные на расстоянии 20 мм друг от друга. Перетяжку и регулировку проводов производят в тех случаях, когда под действием нагрузки на провод происходит проскальзывание его в вязках штыревых изоляторов, а также при нарушении величины стрелы провеса. Ремонт металлических траверс, как правило, сводится к восстановлению антикоррозийной окраски, к замене разбитых изоляторов и проверке заземления. Подъем на железобетонную опору допускается с применением универсальных когтей-лазов системы Тулэнерго или с телескопической автовышки. Кабельные линии. В кабельных сетях наиболее распространенными повреждениями являются: обгорание наконечников, повреждения концевых и соединительных муфт, возникающие чаще всего после аварий в результате некачественного монтажа, дефектов изоляции кабеля или проникновения влаги. Оконцевание алюминиевых жил кабеля. Поврежденный наконечник удаляют с помощью ножовки. Оконцевание жилы кабеля новым наконечником может быть выполнено одним из следующих способов: электродуговой, газовой, термитной сваркой, способом пайки и опрессованием.
Рис. 4. Оконцевание алюминиевых жил кабеля: При любом способе оконцевания с жилы кабеля надо удалить изоляцию на длину 45 — 70 мм в зависимости от сечения жилы 16—150 мм2, тщательно очистить оголенный участок жилы от пропиточного кабельного состава и промыть наконечник изнутри ветошью, смоченной бензином. Электродуговая сварка. Наконечник надевают на жилу так, чтобы торец жилы выступал на 2 — 3 мм. Устанавливают охладитель. Торец жилы и наконечник с внутренней стороны смазывают флюсом ВАМИ. К выстунаю-щему концу жилы подводят угольный электрод, который должен плотно прижиматься к жиле. Производят нагрев и расплавление жилы до образования монолитного стержня. При расплавлении происходит некоторая усадка расплавленной массы, для чего в расплавленный металл вводится присадка — алюминиевый стержень, обмазанный флюсом. Одновременно им непрерывно помешивают расплавленную массу. После заполнения наконечника расплавленной массой до краев производят расплавление верхней части наконечника — венчика. Расплавление производят до образования жидкой ванны, после чего вновь присаживают алюминиевый пруток до заполнения жидкой ванны. Еще раз присаживают алюминиевый пруток до образования наплыва сферической формы. При этом расплавленную массу перемешивают медленными круговыми движениями. На этом процесс сварки прекращается. Сварка производится с помощью сварочного трансформатора при напряжении 12—36 В. После охлаждения оконцованной жилы охладитель снимают, место сварки очищают от шлака и остатков флюса стальной щеткой и промывают бензином. Место сварки покрывают изолирующим лаком, слоем изоляционной ленты и снова лаком.
Рис. 5. Электролуговая сварка наконечника : Газовую сварку производят с использованием пропан-Пановой уСТановки, где пропан-бутан является горючей месью. Эта установка компактна и удобна в эксплуатации При работе с этой установкой необходимо соблюдать меры предосторожности, предписываемые инструкциями. Перед сваркой направленным пламенем нагревают среднюю часть наконечника, после чего в пламя вводят пруток припоя. Наконечники JIA выбирают на одну ступень больше сечения жилы, чтобы обеспечить необходимый зазор между жилой и стенками наконечника, заполняемого расплавленным припоем. Термитная сварка. Установка термитного патрона и операция сварки жил показана на рис. 77. До начала сварки с концов жил удаляют изоляцию, пассатижами скругляют секторные по сечению жилы или насадкой на них до упора специальных алюминиевых колпачков. Надевают термитный патрон и асбестовым шнуром уплотняют пространство между патроном и жилой, устанавливают охладители и экраны из асбестового листа. При сварке используют флюс ВАМИ. Для предотвращения прикипания алюминия к стальному кокилю его внутреннюю поверхность перед сваркой покрывают мелом, разведенным в воде. Монтаж наконечников может быть осуществлен и опрессованием с помощью специальных ручных клещей и гидропрессов. Наконечник для опрессования изготовляют из стандартных алюминиевых трубок. Оконцевание медной жилы кабеля выполняется напайкой припоем ПОС-ЗО. Ремонт концевых кабельных заделок (воронок). В кабельных сетях 1 — 10 кВ наибольшее распространение получили концевые заделки в стальных воронках, эпоксидные и сухие. Если концевая заделка сухая или в стальной воронке имеются незначительные повреждения изоляции жил в результате пробоя между жилами или на корпус воронки, заделку можно размонтировать, проверить изоляцию кабеля на влажность, выполнить новую изоляцию жил и восстановить заделку. Наличие влаги определяют следующим образом: с поврежденной части снимают часть бумажной изоляции и погружают в нагретый до 150°С парафин. Если при этом слышится потрескивание и наблюдается выделение пены, это свидетельствует о наличии влаги.
Рис. 6. Термитная сварка алюминиевых жил кабеля:
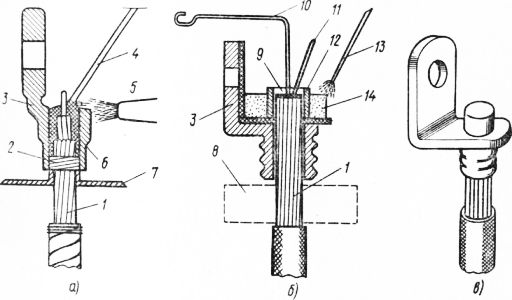
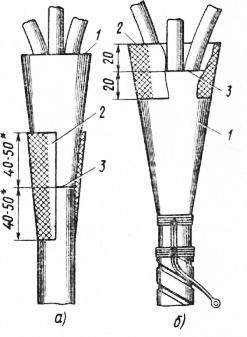
Рис. 7. Концевые заделки кабеля: а — сухая, 6 — эпоксидная, в — стальная с заливкой кабельной массой; Герметичность в эпоксидных заделках достигается следующим образом: На обезжиренный участок устанавливают смазанную трансформаторным маслом стальную ремонтную форму, которую заливают компаундом, после затвердения последнего форму удаляют; при нарушении герметичности в месте выхода жил из конуса заделки обезжиривают верхнюю плоскость, торцевую часть конуса и участки жил, примыкающие к конусу на расстоянии 20 — 30 мм. Устанавливают ремонтную форму, смазанную трансформаторным маслом, заливают компаундом и после его затвердения форму удаляют. Полная замена концевых заделок выполняется по правилам и способам, предусмотренным монтажной практикой. Ремонт соединительных муфт. Повреждения в соединительных муфтах чаще всего возникают в результате электрического пробоя между жилами кабеля или в случае проникновения влаги под оболочку, повреждения поясной и жильной изоляции. В перечисленных случаях соединительная муфта подлежит, как правило, замене на новую. Дефектную муфту вырезают и вместо нее устанавливают новую за счет спрямления проложенного кабеля, который по своей длине должен иметь запас. Иногда, если муфта находится вблизи концевой заделки и нет запаса кабеля, целесообразно заменить этот участок кабеля на новый.
Рис. 8. Ремонтная форма эпоксидных заделок: При незначительных повреждениях изоляции или оболочки кабеля, например при пробое изоляции жилы на корпус муфты, ремонт кабеля может быть осуществлен без замены муфты при условии, что изоляция не увлажнена. Муфту демонтируют, выплавляют заливочную массу, при достаточной слабине жил их разводят, снимают заводскую изоляцию и восстанавливают ее как при монтаже новых муфт. Повреждения броневого покрова кабелей, проложенных в земле, как правило, не восстанавливают. Для кабелей, проложенных открыто в цехах (каналах, полках), возможны повреждения брони, которую удаляют, а оставшуюся соединяют со свинцовой оболочкой пайкой. Оголенную часть свинцовой оболочки покрывают антикоррозионным составом. Ремонт шинопроводов. Современные шинопроводы являются достаточно надежным устройством. Но в процессе эксплуатации необходимо периодически очищать их от пыли, которая может привести к снижению уровня изоляции и аварии. Пыль можно удалить пылесосом или продуванием воздуха при открытых торцевых крышках.
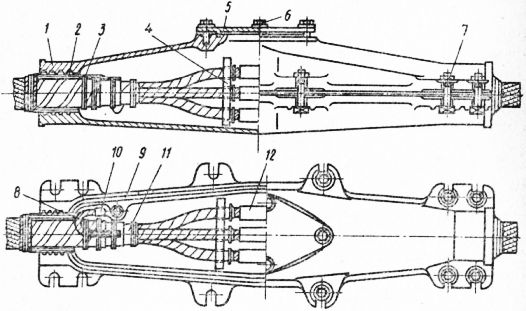
Рис. 9. Общий вид смонтированного соединения четырехжильных кабелей:
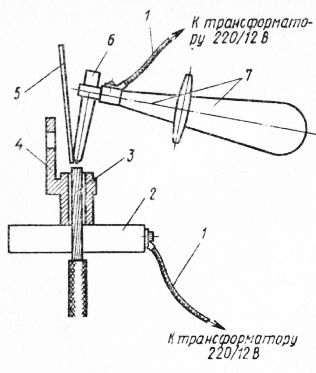
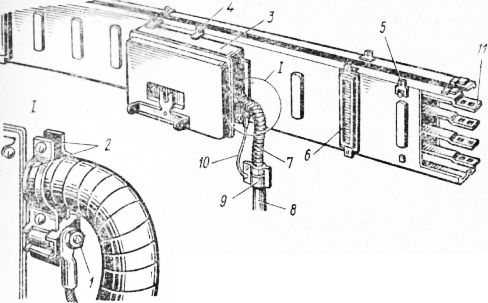
Рис. 10. Установка ответвитель-ной коробки на шинопроводе: Необходимо следить за нагревом контактных соединений шинопроводов на ток 1000 А и более с помощью термоиндикаторов, не допуская перегрева. Необходимо периодически проверять болтовые соединения, не допуская чрезмерную затяжку, которая может привести к выпучиванию алюминия и ухудшению контакта. Следует обращать особое внимание на втычные контакты ответвительных коробок штепсельных соединений, которые при необходимости зачищают тонким плоским напильником или наждачным полотном средней зернистости. Повреждение изоляции обнаруживают с помощью мегаомметра. Иногда отдельные виды повреждения изоляции шинопровода могут быть обнаружены способом «прожига». Дефектный участок шинопровода ремонтируют либо на месте, либо всю секцию демонтируют и ремонт выполняют в ремонтном цеху. Ремонт проводок, проложенных в трубах. Стальные трубы, поступающие для ремонтных работ, предварительно подвергают внешнему осмотру и отбраковке. В процессе отбраковки для ремонтных работ оставляют трубы, у которых легко устраняются дефекты: следы коррозии, вмятины, окалины. После устранения дефектов металлические трубы тщательно очищают и окрашивают снаружи и изнутри. Изнутри трубы окрашивают только черными битумными лаками. Снаружи окраску производят в зависимости от окружающей среды и наличия агрессивных веществ. При прокладке проводов в стальных трубах частыми повреждениями изоляции проводов являются места выхода провода к оборудованию. Изоляция проводов может быть повреждена, если трубы не оконцованы защитной изоляционной втулкой или плохо закреплен выводной металлорукав. В обоих случаях за счет трения изоляции об острые части трубы и металлорукава изоляция может быть нарушена. Надо постоянно следить за сохранностью электрического контакта трубопровода, который создается наличием «царапающих» (заземляющих) гаек в местах ввода труб в коробки и «перемычками», которые привариваются к концам труб при их соединении или вывода к оборудованию. Особые требования предъявляются к трубопроводам, проложенным во взрывоопасных помещениях. Изоляционные (винипластовые) трубы подвержены поломкам. Обнаруженные поврежденные трубы должны быть либо заменены, либо защищены муфтами, если участки повреждения незначительны. Соединения и окощевания проводов. Соединение и окон-цевание проводов производят в зависимости от материала токопроводящих жил и их сечения. Наиболее распространенный и простой способ оконцевания и соединения жил — опрессовка. Применяется также сварка и пайка. С целью создания хорошего контакта перед опрессо-ванием жилы, провода, а также соединительную гильзу или трубчатую часть наконечника очищают от оксидной пленки и грязи с помощью стальной щетки или ерша, смазанного кварцевазелиновой пастой, которая разрушает пленку (твердые частицы кварца). После промывки бензином и зачистки контактную поверхность смазывают чистой пастой или вазелином. Наконечники для оконцевания и трубчатые соединительные гильзы выбирают в зависимости от сечения и конструкции жил. Оконцевание и соединение жил проводов и кабелей сечением от 10 мм2 и выше производят наконечниками ТА и ТАМ и гильзами ГА. Соединение же алюминиевых жил сечением до 10 мм2 включительно производят в гильзах ГАО. Для оконцевания и соединения медных жил применяют пресс-клещи ПК-1М (для сечений 16 — 50 мм2) и ПК-2М (для сечений 4 — 6 мм2). Для алюминиевых жил сечением до 35 мм2 применяют гидравлические монтажные клещи ГКМ. Для оконцевания и соединения медных и алюминиевых жил сечением от 16 до 240 мм2 применяют различные ручные механические (РМП-7м) и гидравлические (РГП-7м и ПГР-20) прессы. Гильзы, пуансон и матрицы прессующего инструмента выбирают в строгом соответствии с суммарным сечением и материалом соединяемых проводов. Оконцевание многожильных проводов методом сварки выполняется аналогично описанным выше при ремонте кабеля. Соединение одножильных или многожильных алюминиевых проводов в последнее время выполняют для сечений 7 5_10 мм- сваркой с помощью расплавления угольными электродами, а проводов сечением выше 16 мм2 — термитной’сваркой или опрессованием. Соединение и оконцевание чпюминиевых жил обычной электросваркой не допускается, так как это приводит к пережиганию концов проволок жил. Схема термитнои сварки проводов аналогична сварке кабельных жил и показана на рис. 77. При всех способах сварки алюминиевых проводов применяют флюс, кроме способа соединения проводов сечением 2,5—10 мм2 электросваркой контактным разогревом в клещах с применением обойм. Наиболее распространенным является флюс ВАМИ. Перед сваркой флюс наносят кисточкой тонким слоем на свариваемые жилы и на присадочные алюминиевые прутки. После сварки места соединения или оконцевания очищают от шлака стальной щеткой, а при больших сечениях удаляют зубилом и промывают бензином. Место соединения покрывают глифталевым, асфальтовым или поливинилхлоридным лаком для предохранения от коррозии, после чего изолируют лентой.
Рис. 11. Электросварка однопроволочных алюминиевых проводов в обойме:
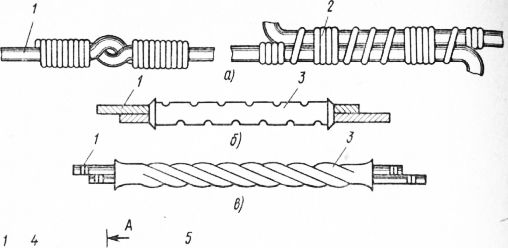
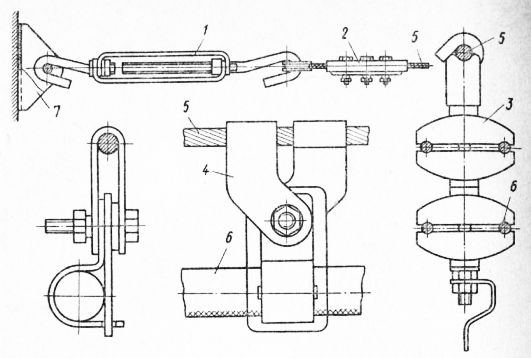
Рис. 12. Детали тросовой проводки: 1 — натяжная муфта, 2 — зажим, 3 — пластмассовые подвески, 4 — стальные подвески, 5 — трос, 6 — провод (кабель), 7 — анкер Ремонт тросовых и струнных проводок. В качестве троса используется стальная оцинкованная или имеющая лакокрасочное покрытие горячекатаная проволока 0 5 — 8 мм или тросы (канаты) из стальных оцинкованных проволок 0 3 — 6,5 мм. Стрелы провеса колеблются от 100 до 250 мм и выбираются по справочнику. При осмотрах и ремонте необходимо обращать внимание и проверять крепление анкеров и натяжных устройств. Последние при ослаблении натяжения троса подтягиваются, но не более, чем допускает установленная для данного пролета стрела провеса. Следует проверить и в случае необходимости заменить изоляционные детали, имеющие большие сколы и трещины. В случаях появления коррозии у натяжных устройств тросов восстанавливают антикоррозийное покрытие и смазку натяжных устройств; устраняют повреждения самих проводок, проверяют ответвления и вводы в светильники. Работы по ремонту тросовых проводок проводят одновременно с осмотром и ремонтом светильников. Ремонт струнных проводок аналогичен ремонту тросовых проводок. Ремонт заземляющих устройств сводится к следующим работам:
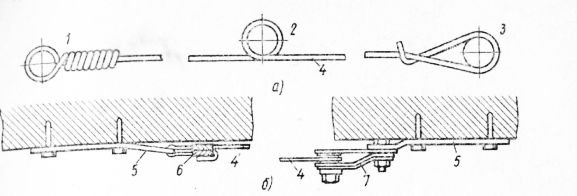
Рис. 13. Детали струнной проводки:
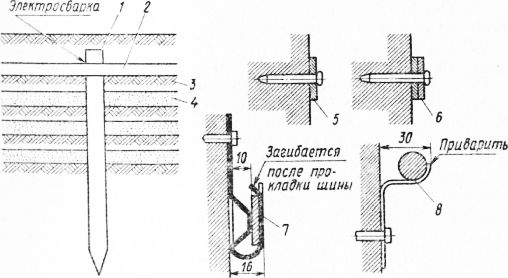
Рис. 14. Элементы заземляющего устройства: В установках до 1000 В с заземленной нейтралью трансформатора проводка заземления соединяется с заземленной нейтралью, и такая система называется занулением. Ремонт системы зануления сводится, по существу, к тем же операциям, что и в заземленных установках. Реклама:Читать далее:Особенности ремонта ЭС во взрывоопасных зонахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|