|
|
Категория:
Сварка металлов Главной особенностью керамических флюсов является способ их изготовления, во многом сходный со способом изготовления качественных покрытий электродов для ручной сварки, описанным выше. Составные части флюса тонко измельчаются, смешиваются в нужных соотношениях и замешиваются на водном растворе жидкого стекла в густую пасту, как для покрытия электродов способом опрессовки. Сырая масса гранулируется, т. е. превращается в зерна размером 1—3 мм, затем подсушивается, прокаливается 2 ч при температуре 300—400 °С для удаления остатков влаги и повышения механической прочности зерен за счет реакции схватывания жидкого стекла с частицами флюса. Прокаливанием заканчивается изготовление керамического флюса, не требующего плавильных печей и больших затрат горючего или электроэнергии на процесс плавления. Средний насыпной вес керамических флюсов около 1,0 г/см3. Каждое зерно керамического флюса состоит из многих тысяч мелких частиц, смешанных в надлежащих соотношениях и прочно скрепленных. Керамические флюсы не имеют тех основных недостатков, которые присущи обычным неплавленым флюсам. Механически прочные зерна необходимого размера обеспечивают достаточную газопроницаемость слоя флюса и не выдуваются газами дуги. Прочное склеивание частиц устраняет возможность сепарации и сегрегации отдельных частиц и изменения состава флюса при подаче в зону сварки и уборке, что является одним из главных недостатков неплавленых флюсов. Тонкое измельчение составных частей обеспечивает их полное сплавление и протекание металлург ических реакций, как и в электродных покрытиях. сварки должен следовать по возмбжности немедленно за очисткой и сборкой. Помимо требований чистоты поверхности кромок, при сварке под флюсом предъявляются повышенные требования к химическому составу основного и электродного металлов. Увеличенное содержание углерода, серы, фосфора, допустимое при ручной сварке, при автоматической сварке может послужить причиной появлении трещин. Трещины могут возникнуть также в связи с ликвацией — местными скоплениями, например, серы, при допустимом среднем ее содержании в металле. Кипящая сталь, склонная к ликвации, при автоматической сварке иногда образует трещины при удовлетворительном среднем химическом составе металла. Такого рода недостатки могут быть в значительной степени устранены некоторым усилением легирования наплавленного металла специальной легированной электродной проволокой или применением керамического неплавленого легирующего флюса. Автоматическая сварка обеспечивает глубокое расплавление металла, до 20—30 мм и более; при такой толщине основного металла приходится прибегать к разделке кромок. Сварка под флюсом в большинстве случаев обеспечивает провар всей толщины без всякой разделки кромок; необходимость разделки вызывается требованием получения надлежащей формы сечения шва. При сварке под флюсом практически нет потерь металла на угар, металл не разбрызгивается, весь металл электрода переходит в шов, что во многих случаях при отсутствии разделки кромок придает сечению шва уродливую форму с чрезмерным избытком наплавленного металла. Разделка кромок позволяет убрать излишний наплавленный металл и придать сечению шва надлежащую форму. Для сварки под флюсом размеры разделки кромок в основном определяются количеством расплавленного металла электрода. Вследствие большой мощности сварочной дуги образуется большая и глубокая ванна жидкого металла. При нормальных режимах сварки объем ванны составляет 10— 20 см3, а глубина до 15—20 мм. При очень больших токах и малых скоростях перемещения дуги объем ванны может достигать 100— 150 см3, а глубина до 50—60 мм (при ручной сварке объем ванны обычно не превышает 1—2 см3). Процесс образования сварного шва может быть представлен следующим образом: основной металл расплавляется дугой на некоторую глубину; давлением дуги жидкий металл вытесняется назад; в основном металле образуется канавка, лишь частично заполненная жидким металлом. По мере перемещения дуги происходит заполнение канавки жидким металлом, представляющим собой снлав основного металла и металла электрода.
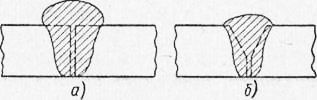
Рис. 1. Сечение стыкового шва при сварке под флюсом:
а — без разделки кромок; б — с разделкой кромок
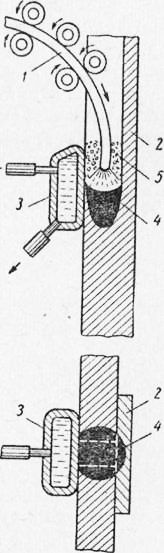
Большой объем ванны создает опасность протекания жидкого металла в зазор между кромками (для устранения чего применяют специальные меры и приспособления), а также вызывает необходимость производить сварку под флюсом только в нижнем положении, при горизонтальном расположении поверхности изделия с отклонением от горизонтальной поверхности не более чем на 5-10° (большее отклонение вызывает вытекание жидкого металла и шлака из зоны сварки и нарушает формирование шва). Осуществить сварку под флюсом в вертикальном положении можно при помощи специальных приспособлений, удерживающих жидкий металл и перемещающихся по вертикали вверх по ходу сварки. При сварке стыкового шва с остающейся подкладкой вдоль оси шва по поверхности основного металла перемещается снизу вверх формирующий медный башмак. Он движется равномерно вместе с электродной проволокой и автоматом (не показанным на рисунке). Электродная проволока подается системой роликов, изгибающих ее так, что она располагается примерно на продольной оси шва. Сварочная ванна жидкого металла приобретает вытянутую форму с небольшой свободной поверхностью под электродной проволокой, расположенной почти горизонтально. Ванна ограничена сзади подкладкой, а спереди — формирующим башмаком, интенсивно охлаждаемым проточной водой и создающим благодаря этому корочку затвердевшего металла. При сварке без подкладки применяются два формирующих башмака, перемещающихся одновременно с передней и задней сторон шва. Флюс подается по мере надобности специальным дозатором; избыток шлака стекает и удаляется через верх формирующего баншака. Данный способ нашел практическое применение для сварки вертикальных швов металла значительных толщин, не менее 15— 20 мм. Он получил название вертикальной сварки с принудительным формированием и оказался пригодным именно для сварки в вертикальном положении и практически непригодным для сварки в нижнем положении.
Рис. 2. Схема сварки под флюсом на вертикальной поверхности:
1 — электрод; 2 — стальная подкладка; 3 — подвижной медный формирующий башмак; 4 — ванна расплавленного металла; 5 — сыпучий флюс
Стыковые швы. Для неответственных изделий можно иногда ограничиться неполным проваром сечения шва. Для сварки более ответственных изделий, требующих высокой прочности, можно применять двусторонний стыковой шов без разделки кромок; в этом случае сварку производят с каждой стороны на режиме, обеспечивающем расплавление металла на глубину около 0,6 полной толщины металла. Часто выполняют сварной стыковой шов с подваркой обратной стороны вручную или автоматически. Сначала вручную шов подваривают качественными электродами, затем на автомате сваривают основной шов. Для двусторонних швов, или швов с подваркой, необходимо поворачивать изделия, что вызывает значительные затруднения и увеличивает общее время выполнения работы. Поэтому для сварки под флюсом широко применяют подкладки.
Рис. 3. Съемные медные подкладки
Часто для устранения протекания расплавленного металла через зазор стыка с обратной стороны шва поджимается съемная медная подкладка. При наличии медной подкладки сваривать можно за один проход с полным проваром всей толщины металла. Медная подкладка должна по возможности плотно прилегать к основному металлу для устранения протекания жидкого металла через зазор между подкладкой и изделием. Для облегчения пригонки иногда собирают подкладки из отдельных коротких кусков (по 200—400 мм). Существует два основных способа применения медных подкладок. В первом случае кромки собирают плотно без зазора, во втором — с зазором 3—4 мм и с зазором между подкладкой и основным металлом не менее 6 мм. Во втором случае флюс при засыпке просыпается через зазор и заполняет желобок подкладки. В процессе сварки флюс расплавляется, оседает и формирует обратный валик шва. Второй способ в большинстве случаев дает лучшие результаты и широко используется на практике. При правильно подобранном режиме обратная сторона шва имеет безупречное очертание. Довольно широко применяются остающиеся стальные подкладки, если их наличие не мешает дальнейшей нормальной работе изделия. Под стыковой зазор подводят стальную полоску толщиной 3—5 мм, шириной 40—50 мм. Подкладку хорошо пригоняют к изделию и прихватывают в отдельных местах ручной сваркой- По окончании сварки подкладка оказывается наглухо приваренной к изделию. Вместо металлических подкладок для сварки стыковых швов можно применять с обратной стороны слой флюса, так называемую флюсовую подушку. Часть флюса подушки расплавляясь образует шлаковую корку, формируя усиление обратной стороны шва. Для качественного выполнения шва и устранения вытекания жидкого металла необходимо, чтобы флюс подушки был уплотнен и поджимался к обратной стороне изделия с достаточной силой.
Рис. 4. Флюсовая подушка
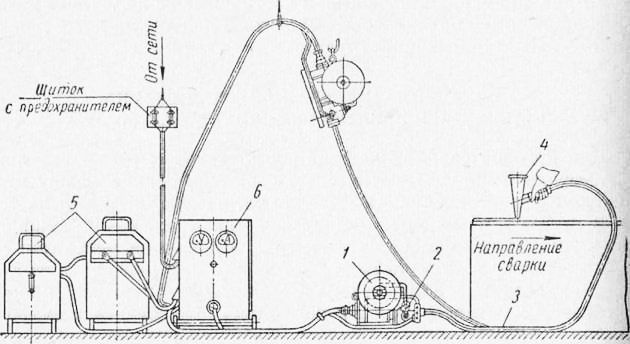
На грис. 4 показано простейшее приспособление, обеспечивающее плотное прилегание флюса подушки к изделию. К изделию снизу подводится стальное корыто, в которое заложен эластичный резиновый шланг. Флюс, образующий подушку, располагается на асбестовой ленте. Угловые швы. Сварка угловых швов производится вертикальным электродом в так называемую симметричную или несимметричную лодочку или наклонным электродом. Наилучшие результаты дает способ сварки в лодочку, который рекомендуется применять для угловых швов везде, где это возможно. При сварке Создаиию практически пригодного шлангового полуавтомата способствовал переход к способу сварки под флюсом электродной проволокой малых диаметров, не превышающих 2—2,5 мм. Применение флюса позволило увеличить сварочный ток, что улучшило устойчивость дуги и резко повысило производительность сварки. С уменьшением диаметра проволоки снизился вес шланга и увеличилась его гибкость. Схема установки для шланговой полуавтоматической сварки типа ПШ-5, разработанной в Институте электросварки им. Е. О. Патона, показана на рис. 5. Электродная проволока диаметром 1,6—2 мм, смотанная в бухту, находящуюся в коробке или кассете, проталкивается подающим механизмом через гибкий шланг в держатель, находящийся в руке сварщика. Сварочный ток подводится к держателю через гибкий шланг от сварочного трансформатора с дроссельной катушкой. Включающая аппаратура и электроизмерительные приборы смонтированы в аппаратном ящике 6. Подающий механизм работает по принципу постоянной скорости подачи электродной проволоки.
Рис. 5. Шланговый полуавтомат
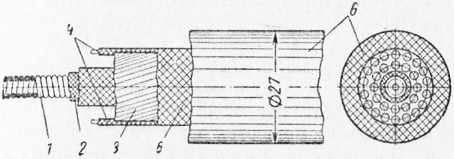
Подача производится асинхронным электродвигателем переменного трехфазного тока мощностью 0,1 кет через червячную и две цилиндрические пары зубчатых колес. Скорость подачи проволоки изменяется перестановкой зубчатых колес в пределах 80—600 м/ч. Через гибкий шланг сварочный ток подводится к держателю и электродная проволока подается в зону дуги. Для пропуска электродной проволоки внутри специального гибкого шланга находится гибкая стальная проволочная спираль, отделенная от токоведущей части шланга слоем изоляции. Поверх спирали расположены гибкие медные провода, по которым поступает сварочный ток. В провода заложены два изолированных проводника для цепи управления. Токоведущая часть защищена хлопчатобумажной оплеткой и прочной резиновой изоляцией 6. Нормальная длина шланга 3,5 м. Шланг заканчивается держателем-наконечником. На держателе смонтирована воронка-бункер для флюса и кнопка для включения механизма полуавтомата и сварочного тока. Электродная проволока, пройдя гибкий шланг, поступает в наконечник и направляется в зону дуги.
Рис. 6. Гибкий шланг полуавтомата
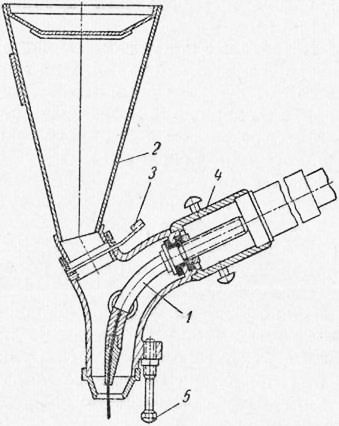
Сварочный ток по проводникам гибкого шланга поступает в держатель и по трущемуся о металл мундштука концу электродной проволоки направляется в зону дуги. Универсальный держатель ДШ-5 к шланговому полуавтомату состоит из изолированного от других частей криволинейного трубчатого мундштука, воронки для флюса с заслонкой и ручки, внутри которой смонтированы пусковая кнопка и присоединение шланга к держателю. Опорный костыль или специальная насадка фиксируют расстояние между мундштуком и изделием и позволяют копировать конфигурацию шва. Существует целый набор специальных держателей к полуавтомату для марки в труднодоступных местах, обварки труб и фланцев и пр. Сварка полуавтоматом нормально производится на переменном токе, но иногда и на постоянном токе, например при работе в полевых условиях, при сварке тонкого металла и т. п. Полуавтомат рассчитан на проволоку диаметром 2 мм, ток 200—650 а и скорость сварки (перемещение дуги по шву) 15—40 м/ч. Может применяться проволока диаметром 1,6 мм при токах 150—450 а и проволока диаметром 1,2 мм при токах 100—170 а. Несмотря на сравнительно малые сварочные токи, при шланговой полуавтоматической сварке получается глубокое расплавление основного металла (до 10— 12 мм), что обеспечивает возможность сварки металла не только малых, но и больших толщин. Значительная глубина расплавления объясняется большой плотностью тока.
Рис. 1. Держатель ДШ-5 к шланговому полуавтомату
В шланговом полуавтомате АДШ-500 завода «Электрик» флюс и электродная проволока подаются через гибкий шланг, в котором для флюса имеется отдельный канал. Флюс подается сжатым воздухом из специального бункера. Держатель не имеет флюсовой воронки, что уменьшает его размеры и вес и делает более удобным в работе, так как не требуется перерыва для наполнения воронки флюсом. С другой стороны, вся установка усложняется: требуется сжатый воздух для подачи флюса, возможны прекращение подачи, вызванное засорением флюсоподводящего канала, и длительные перерывы в работе для прочистки флюсоподводящего канала в шланге. Шланговые полуавтоматы часто оказываются выгоднее автоматической и ручной сварки. Они пригодны для сварки металла толщиной от 2—3 мм до самых больших толщин, встречающихся на практике, для сварки всех видов стыковых швов — одно- и двусторонних, со скосом и без скоса кромок, угловых швов в тавровом и нахлесточном соединениях, а также и прорезных швов. Шланговыми полуавтоматами можно выполнять не только сплошные, но и прерывистые швы; они успешно применяются как в заводских, так и в полевых условиях на открытом воздухе, например при сварке стыков трубопроводов, при сооружении строительных металлоконструкций, каркасов высотных зданий и т. д. Различие между автоматами и шланговыми полуавтоматами довольно условно. Установив неподвижно держатель полуавтомата и перемещая под ним изделие прямолинейно или вращая его, получают дуговой автомат. Существуют шланговые автоматы; в них проволока из шланга поступает не в ручной держатель, а в компактную самоходную сварочную головку, перемещающуюся по линии сварки. Реклама:Читать далее:Упрощенные способы полуавтоматической сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|