|
|
Категория:
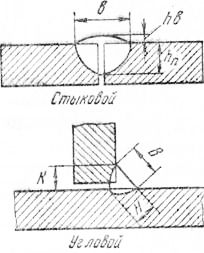
Сварные соединения Сварные швы подразделяются по виду сварного соединения и геометрическому очертанию сечения шва на стыковые и угловые. Стыковой шов характеризуется шириной (b) и усилением Лв, глубиной провара hn, угловой — Катетом К, шириной В, толщиной Н. Стыковые швы применяют для выполнения стыковых, торцовых, отбортованных, а иногда и угловых соединений. Угловые швы применяют в нахлесточных, тавровых и угловых соединениях. Размеры сечения швов установлены ГОСТ 5264—69. По форме наружной поверхности стыковые швы могут быть плоские или выпуклые. Угловые швы могут выполняться и вогнутыми. Сварные соединения с выпуклыми швами лучше работают на статическую нагрузку, чем соединения с плоскими или вогнутыми швами. Однако швы со слишком большой выпуклостью вследствие большого количества наплавленного металла неэкономичны. Стыковые соединения с плоскими швами и угловые, тавровые и нахлесточные соединения с вогнутыми швами лучше работают на динамическую или знакопеременную нагрузку, чем соединения с выпуклыми швами. Это объясняется тем, что при плоских и вогнутых швах нет резких переходов от основного к наплавленному металлу, в которых имеется концентрация напряжений и от которых может начаться разрушение соединения. В соответствии со стандартом допускается выпуклость шва при нижней сварке до 2 мм и не более 3 мм для швов, выполненных в остальных положениях. Вогнутость допускается во всех случаях не более 3 мм. По положению в пространстве различают швы нижние, вертикальные, горизонтальные и потолочные.
Рис. 1. Классификация сварных швов по геометрическому очертанию сечения
Сварка нижних швов наиболее удобна, легко поддается меха низации. Наиболее сложен и труден потолочный шов, выполне ние которого требует специальной тренировки. Выполнение гори зонтальных и вертикальных швов на вертикальной плоскости не сколько труднее, чем нижних, но легче потолочных. Вертикаль ные, горизонтальные и потолочные швы в большинстве случаев применяют в строительстве и монтаже крупных сооружений и значительно реже — в заводских условиях, где с помощью приспособлений удается почти полностью сваривать конструкцию только в нижнем положении. Многие сварщики высокой квалификации выполняют вертикальные швы с лучшим качеством, чем нижние, так как в этом случае из сварочной ванны легче удаляются загрязнения и металл шва становится чище, плотнее и прочнее.
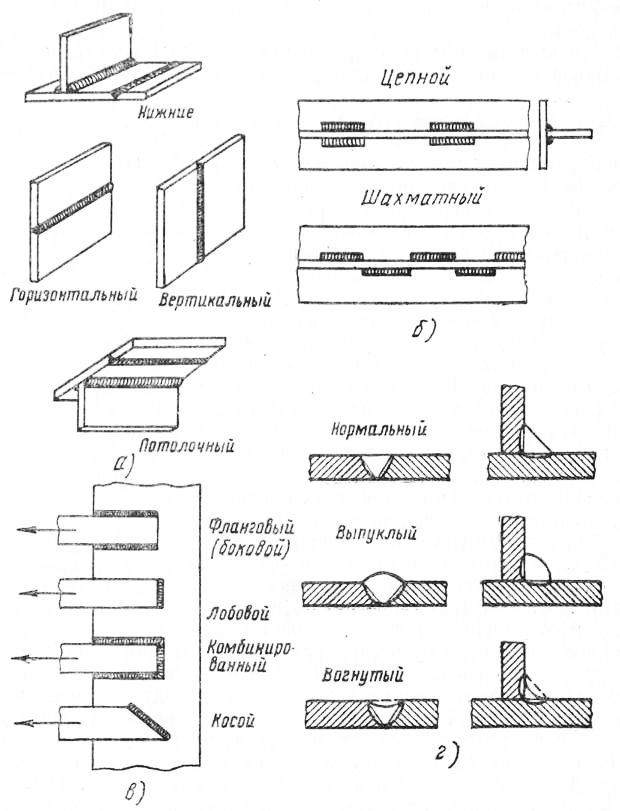
Рис. 2. Классификация сварных швов:
а — по положению в пространстве, б — по протяженности, е — по отношению к направлению действующих усилий, г — по форме наружной поверхности
По отношению к направлению действующих усилий швы подразделяются на фланговые (боковые) и продольные, оси которых параллельны направлению усилия; лобовые, оси которых перпендикулярны к направлению усилия; комбинированные и косые. По протяженности различают швы сплошные и прерывистые. Прерывистый шов может быть цепным или шахматным. Цепной шов представляет собой двусторонний прерывистый шов таврового соединения, в котором участки сварки и промежутки расположены по обеим сторонам стенки один против другого. Шахматный шов — двусторонний прерывистый шов таврового соединения, в котором промежутки на одной стороне стенки расположены против сваренных участков шва на другой стороне. Расстояние от начала проваренного участка шва до начала следующего участка называется шагом шва. Прерывистые швы применяют в соединениях, не требующих герметичности (непроницаемости) и когда сплошные швы слабо нагружены. Сварные соединения со сплошными швами лучше выдерживают знакопеременную нагрузку и меньше поддаются коррозии, чем соединения с прерывистыми швами. Особо ответственные сварные изделия, как правило, выполняются со сплошными швами. По условиям работы швы подразделяются на рабочие, воспринимающие внешние нагрузки, и связующие (соединительные швы), предназначенные только для скрепления частей изделия. Связующие швы часто называют нерабочими швами. Реклама:Читать далее:Условные обозначения швов сварных соединенииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|