|
|
Категория:
Пайка Клеевое соединение — неразъемное соединение деталей машин, строительных конструкций и других изделий с помощью клеев. Соединение материалов склеиванием находит все более широкое применение. Соединения, полученные склеиванием, обладают достаточной герметичностью, водомаслостойко-стью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клепку, сварку, посадку с натягом. К недостаткам клеевых соединений относятся: незначительная тепловая стойкость (при температуре выше + 90° С прочность их резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др. Надежное соединение деталей малой толшины, как правило, возможно только склеиванием. Клеевые соединения осуществляют различными способами. Чаще всего применяется соединение внахлестку и встык с помощью планки, втулки и т. п. Наиболее распространенные клеевые соединения показаны на рис. 1, а —в. Существуют различные виды клеев. Наиболее известен клей Бф, выпускаемый под марками БФ-2, Бф-4, Бф-6 и др. Универсальный клей Бф-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Механическая прочность сохраняется при нагреве до температуры не более 80 °С. Этот клей применяют для заделки трещин в неответвленных местах чугунных корпусов, для упрочнения неподвижных сопряжений, для крепления накладок на дисках муфт сцепления и др. Клей Бф-2 бензо- и маслостоек, является хорошим диэлектриком, защищает склеенные поверхности от коррозии. Хранят в закупоренной посуде/ берегут от попадания воды. Огнеопасен.
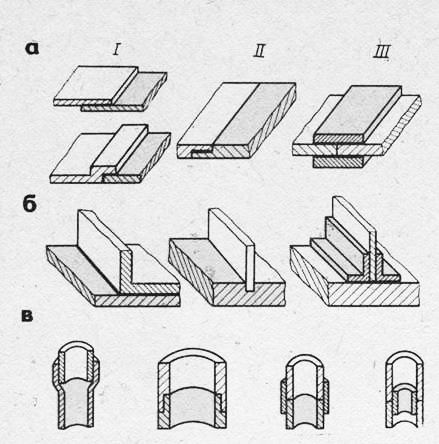
Рис. 1. Рекомендуемые конструктивные формы клеевых соединений:
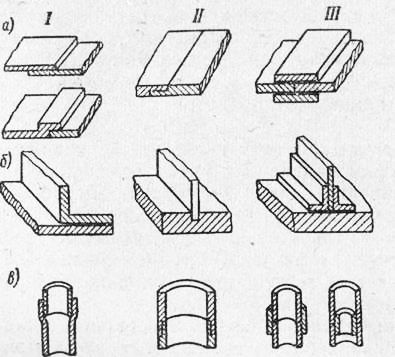
а — плоскостные, б — тавровые, в — цилиндрические, I — нахлесточные соединения, II — врезные (шпунтовые), III — стыковые Клей БФ-2 в жидком виде наносят на подготовленные поверхности соединяемых деталей возможно более тонким слоем. Затем получившаяся пленка клея сушится «до отлипа» при температуре 20 — 60 °С в течение 50 — 60 мин. Наносится второй слой, вновь сушится, затем наносится третий слой и склеиваемые детали соединяют и сушат при температуре 140 —150 °С в течение 30 —60 мин при давлении 1 -2 МПа (10 — 20 кгс/см2 ). Клеи Бф-4 и Бф-6 применяют для получения эластичного1 шва – (на деталях из тканей, резины, фетра). Они имеют небольшую прочность по сравнению с другими клеями. Клей ВС-10Т применяется для склеивания деталей, длительное время работающих при температуре до 300° С. Он обладает высокой прочностью и стойкостью. На склеенное этим клеем место не действует керосин, смазочные масла, вода. Часто этим клеем закрепляют накладки к тормозным колодкам автомобилей. Клей ВС-10Т выпускается в готовом для употребления виде. Хранят его в герметичной посуде в темном помещении в течение шести месяцев (сохраняет клеящие свойства). Клей ВС-ЮТ наносится в жидком виде в один-два слоя. После нанесения первого слоя сушка при нормальной температуре в течение часа, а затем наносится второй слой; детали соединяют и рушат при температуре 140 —180° С в течение 1—2 ч при давлении 50 – 200 кПа (0,5-2,0 кгс/см2). Карбинольный клей может быть в Жидком или пастообразном состоянии: (с наполнителем). Основа этого клея — сироп карбинольный, к которому добавляют перекись бензола. Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс; обеспечивает прочность склеивания только при использовании его в течение 3 —5 ч после приготовления. Механическая прочность швов, выполненных карбинольным клеем, сохраняется при температуре до 60°С. Детали, склеенные карбинолом, сушат на воздухе в течение одних суток. Карбинольный клей бензо- и маслостоек, не поддается воздействию кислот и щелочей, воды, спирта и ацетона. Применяют для склеивания деталей карбюраторов, аккумуляторных банок и других работ. Пастообразный карбинольный клей применяют преимущественно для склеивания мрамора, фарфора, пористых материалов, для заделки трещин, отверстий и т. д. Недостатком этих клеевых соединений является низкая стойкость против высокой температуры. Бакелитовый лак — раствор смол в этиловом спирте. Детали, склеенные бакелитовым лаком, сушат при температуре 140 —160°С. Хранят бакелитовый лак в закрытой посуде при температуре не свыше 30°С в темном месте. Применяют для наклейки накладок на диски муфт сцепления. Пластмассовые и стеклянные детали склеивают карбинольным клеем и бакелитовым лаком. Эпоксидные клеи устраняют необходимость тепловой обработки склеиваемых деталей; применяют эпоксидные клеевые составы, затвердевающие при температуре 18 —20 °С. Для приготовления этих составов в эпоксидные смолы (ЭД-5, ЭД-6, ЭД-40) добавляют отверди-тель — полиэтилен-полиамин (примерно 10 вес. ч. на 100 вес. ч. эпоксидной смолы), дибутилсрталат (10 — 15 вес. ч. на 100 вес. ч. эпоксидной смолы) и наполнитель, в качестве которого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т. д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого шва. Термостойкие клеи. Применяют для склеивания деталей из различных металлов, работающих в условиях высоких температур и вибраций. Клей ВК-32-200 применяют для склеивания из металлов и неметаллических материалов деталей, работающих непрерывно до 300 ч при 200 °С и до 20 ч при 300 °С. Клей наносят в два слоя. После нанесения первого слоя выдерживают 15 — 20 мин при 20 °С, после нанесения второго слоя — 15-20 мин при 20 °С и 90 мин при 65 °С. Материалы, соединяемых клеем ВК-32-200, могут работать в интервале температур от 60 до 120°С. Клей стоек против бензина, минерального масла и воды. В течение четырех месяцев материалы, соединенные этим клеем, могут работать в условиях, близких к тропическим (при влажности 90% и температуре 50 °С), без заметных снижений прочности соединения. Термостойкие клеи на основе кремнийорга-нических смол предназначены для склеивания металлических и неметаллических материалов. Клей ИП-9 применяют при склеивании металлов и неметаллов. Этот клей образует швы небольшой прочности, но обеспечивает высокую термостойкость, водостойкость и герметичность. Клеем ИПЭ-9 соединяют металлы, керамику, резину и другие материалы. Соединения очень прочны при температуре 300 °С. Клей БФК-9 обладает высокой термостойкостью, применяют для соединения металлов с неметаллами. Клей наносят на обе поверхности тонким слоем и просушивают в течение одного часа при температуре 20 °С и 15 мин при температуре 60 °С. Затем наносят второй слой и просушивают в-течение того же времени. Технологический процесс клеевого соединения деталей независимо от конструкции его, разнообразия склеиваемых материалов и марок клеев состоит из следующих этапов: подготовка поверхностей к склеиванию — взаимная подгонка, очистка от пыли и жира и придание необходимой шероховатости; нанесение клея кистью, шпателем, пульверизатором; выдержка после нанесения клея (время выдержки в зависимости от сортов клея и материала склеиваемых деталей колеблется от 5 мин до 30 ч и выше); затвердевание клея (используют печи с обогревом газами, горелки, установки с электронагревателями, установки ТВЧ и др.); температурный режим колеблется от 25 до 250 °С и выше; контроль качества клеевых соединений (ультразвуковые установки, через лупу, контроль подготовленных образцов). Основной дефект, который часто имеет место при склеивании, — так называемый «непроклей» (участки, на которых не осуществилось соединение склеиванием). П ричины непрочности клеевых соединений: —- Склеивание как метод сборки неподвижных и неразъемных соединений получило в последнее время большое распространение. Особенно быстро внедряется склеивание элементов металлических конструкций самолетов, ракет и др. Склеиваются преимущественно пластмассы, стекло, керамика, легкие сплавы — алюминиевые, магниевые, реже — стали углеродистые, нержавеющие, титан и др. Основные преимущества склеивания: гладкость наружных поверхностей склеиваемых элементов; лучшая герметичность, обеспечиваемая самим клеем; экономия веса; снижение трудоемкости и стоимости, особенно при тонкостенных конструкциях; отсутствие ослабления соединяемых элементов отверстиями под заклепки и т. п. Конструктивно клеевые соединения могут иметь самое разнообразное оформление. Наиболее распространены соединения внахлестку и соединения со стыковым элементом (планкой, втулкой и т. п.); применяют и ряд других конструктивных форм. Склеивание отличается простотой технологии, легко может быть механизировано и автоматизировано. Надежное соединение деталей малой толщины с применением неметаллических материалов во многих случаях возможно только склеиванием. В практике выполнения клеевых соединений широко используется карби-нольный клей, в частности для склеивания калибров, сборочных приспособлений, при вклейке вставных ножей в сборные инструменты и др. Вместо клепки, сварки или паяния деталей часто применяется клей БФ-2, БФ-4, ВК-32-ЭМ и др., причем прочность клеевого соединения не уступает прочности других видов соединений. Лучшие результаты по прочности получаются при склеивании стальных, чугунных и дюралюминиевых деталей. Хорошо оправдывает себя склеивание вместо приклепывания облицовочных материалов к колодкам в тормозных системах. Приклеивание тормозных накладок к тормозным колодкам широко формы клеевых соединений: а—плоскостные: /—внахлестку; //—врезные (шпунтовые); ///—соединения встык; б—тавровые; в—цилиндрические.
Рис. 1. Рекомендуемые конструктивные
Для приклеивания неметаллических материалов к металлу применяется термостойкий вид клея различных марок: ИПЭ-Э, БФК-9, ЭФ-9, К-10, К-105 и др. Испытания на прочность выполненных соединенйй контактной сваркой и склеиванием подтверждают большие перспективы применения клеевых соединений деталей машин. Механическая прочность склеенного соединения зависит от вида и качества клея, от качества склеиваемых поверхностей, плотности их прилегания, толщины слоя клея и равномерности его распределения, а также от соблюдения температурного режима. Технологический процесс клеевого соединения деталей независимо от их конструкции, разнообразия склеиваемых материалов и марок клеев состоит из следующих этапов: подготовка поверхностей к склеиванию; нанесение клея на склеиваемые поверхности; выдержка после нанесения клея; сборка склеиваемых детален; склеивание при определенных температуре и давлении с последующей выдержкой; очистка шва от подтеков клея и контроль качества клеевого соединения. Подготовка поверхностей к склеиванию сводится к ихв взаимной подгонке, очистке от пыли и жира и приданию необходимой шероховатости. .Например, алюминиевые сплавы обезжириваются в ацетоне или обрабатываются в кислотных ваннах, где одновременно с обезжириванием происходит процесс травления. Кислотная ванна, кроме того, придает металлу шероховатую поверхность. Качество клеевого шва в значительной степени зависит от приемов нанесения клея. Клеи могут быть жидкими, пастообразными или в виде клеящей пленки. Наиболее рациональны клеящие пленки, не требующие применения специального приспособления для регулирования толщины клеевого слоя. Хорошие результаты можно получить при нанесении клея с помощью пульверизатора. Частично клей наносится вручную кистями и шпателем. Во всех случаях клей следует наносить в одну сторону во избежание попадания в него пузырьков воздуха. Выдержка после нанесения клея, содержащего растворитель, обязательна. Необходимо до 1 прессования дать открытую выдержку, во время которой i происходит удаление из клея влаги и летучих веществ;* при этом Клей приобретает нужную вязкость, уменьшается усадка клеевого шва, снижаются внутренние на-М пряжения и вероятность появления внутренних раковин. 1 Сборка и склеивание деталей между собой осуществляются с помощью специальных приспособлений и оборудования. В сборочном приспособлении детали с нанесенным клеем должны устанавливаться во взаимно правильное положение и фиксироваться зажимными устройствами. Основным оборудованием для склеивания являются гидравлические или пневматические прессы, вакуумные установки и т. п. Для затвердевания клея нужны определенный температурный режим и повышенное давление в печах. Для этой цели используют печи с обогревом газами, горелками, установки с электронагревом, установки т. в. ч., установки, обогреваемые инфракрасными лучами, и др. Температурный режим для различных случаев склеивания колеблется от 25 до 250 °С и выше. Различным для разных сортов клея и материала склеиваемых деталей должно быть и время выдержки (от 5 мин. до 30 час. и выше). Контролю и испытанию клеевого соединения следует придавать большое значение. Основной дефект, который часто имеет место при склеивании, это так называемый непроклей (наличие участков, в которых не произошло соединения склеиванием). Наиболее совершенным методом контроля качества готовой продукции при современной технике следует считать использование ультразвуковых установок. В ряде случаев проверку качества склейки производят через лупу, путем контроля специально подготовленных образцов и т. п. Определенный процент из серии склеенных деталей проходит испытания на разрушение. Качество склеивания считается удовлетворительным, если разрушение произошло по материалу детали, а не по месту склеивания. Реклама:Читать далее:Инструменты для контроля плоскостности и прямолинейностиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|