|
|
Категория:
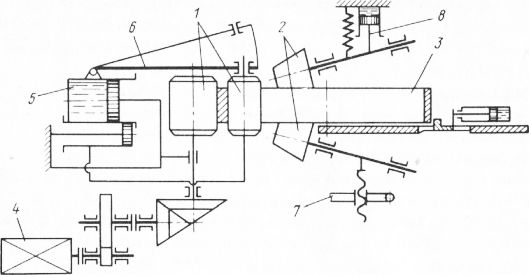
Эксплуатация транспортного оборудования цехов Далее: Станы для прокатки шаров Бесшовные кольца больших размеров с наружным диаметром 200— 6000 мм все шире применяют в авиационной, судостроительной и подшипниковой промышленности. В большинстве случаев эти изделия машиностроения изготавливают ковкой приводящей к значительному перерасходу металла и увеличению себестоимости готовой продукции. Наиболее эффективным способом производства крупногабаритных колец является прокатка, снижающая себестоимость колец по сравнению с ковкой до 75% и сокращающая расход металла на 40—50%. Прокатка прямоугольных и профилированных колец на одноклетье-вом стане с торцовыми валками осуществляется с радиальным обжатием между главными рабочими валками в ящичных или открытых калибрах. При этом неприводные торцовые валки снимают только уширение. Необходимость в предварительной раскатке внутреннего диаметра колец при производстве отсутствует. В СССР работает опытно-промышленный одноклетьевой стан с непрерывными торцовыми валками, предназначенный для прокатки колец диаметром 800—3000, высотой 60—250 и толщиной стенки 20 мм из углеродистых, легированных и жаропрочных сталей и сплавов. Стан в горизонтальном исполнении оборудован двумя главными и двумя торцовыми валками. Главный наружный валок диаметром 950—1100 мм снабжен приводом от электродвигателя постоянного тока мощностью 1000 кВт через зубчатые передачи, а внутренний диаметр 360 мм -холостой с откидывающейся второй опорой.Торцовые валки с конической бочкой также не имеют привода. Главный валок снабжен гидравлическим нажимным усилием 2000 кН, а торцовые — также устройствами гидравлического типа, но усилием 700 кН. Предусмотрено два опорных ролика, установленных перед входом металла в главные и торцовые валки. В процессе прокатки главные валки обжимают заготовку по режиму, задаваемому гидравлической копировально-следящей системой. Раствор торцовых валков в рабочем положении не изменяется, но по мере увеличения диаметра кольца эти валки поворачиваются так, чтобы их оси проходили через центр кольца. Опорный ролик главных валков с увеличением диаметра кольца при прокатке также перемещается.
Рис. 1. Кинематическая схема двухвалкового стана горячей прокатки крупногабаритных колец: Реклама:Читать далее:Станы для прокатки шаровСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|