|
|
Категория:
Слесарно-инструментальные работы Комбинированное шлифование профилей производится в универсальных приспособлениях. Универсальными называют такие приспособления, которые позволяют с одной установки обработать сложные профили, имеющие не только несколько одноименных элементов но и комбинации их, независимо от того, являются ли эти элементы прямыми линиями, угловыми величинами или дугами окружностей. Эти приспособления также предназначаются или для профилирования абразивного круга, или же для установки и перемещения детали при шлифовании.
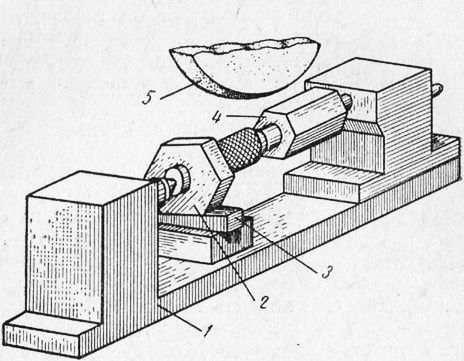
Рис. 1. Граневый делитель:
1 — центровые бабки; 2 — делитель; 3 — установочный клин; 4— деталь; 5 — шлифовальный круг.
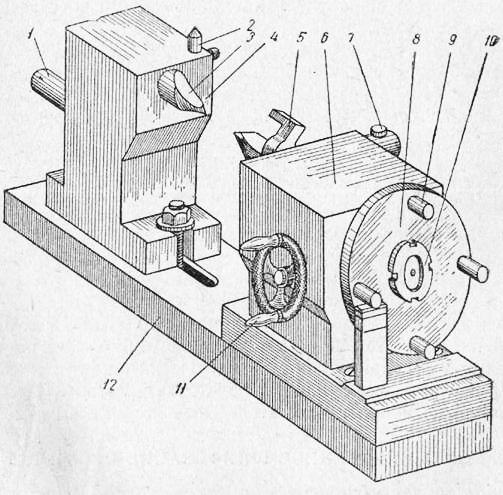
Рис. 2. Синусная делительная головка.
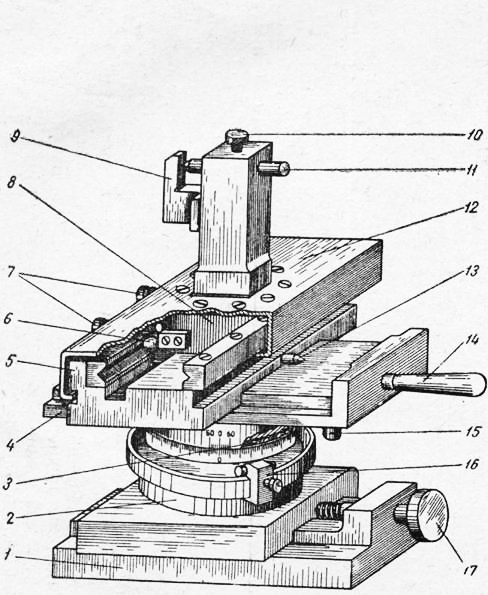
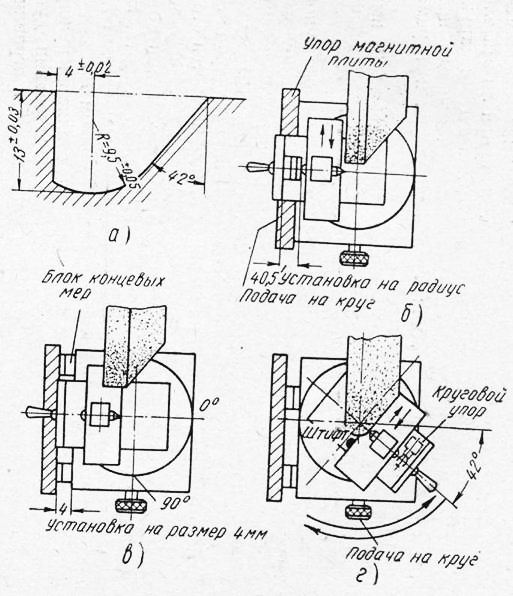
Универсальное профилировочное приспособление (рис. 3). имеет основание. На нем покоится основной супорт, при перемещении которого винтом осуществляется подача алмаза на круг. На шариках, расположенных в круговых направляющих основного супорта, может вращаться вокруг вертикальной оси и сообщать круговое движение алмазу верхний супорт. Его салазки передвигаются и устанавливаются по блокам концевых мер, помещаемым между упором и базовой стенкой верхнего супорта. В направляющих салазках верхнего супорта, катаясь на шариках, перемещается стойка алмазодержателя с предохранительным щитком. Когда потребуется, ее можно закрепить штифтами в положении, при котором острие алмаза окажется в оси вращения верхнего супорта. Установку алмазодержателя в нулевое положение производят да упора в плоскость калибра и затем закрепляют винтом. Рабочий ход при профилировании дуги осуществляется рукояткой. Когда же возникает необходимость в образовании дущ, имеющей ограниченную длину, пользуются упорами и ограничителями. При профилировании абразивного круга для шлифования наклонных участков верхний супорт повертывают на определенный угол, для чего пользуются делениями основного и нониусом верхнего супорта. Процесс профилирования круга этим приспособлением рассмотрим с помощью рис. 4. Из этой фигуры видно, что для придания абразивному кругу формы, необходимой для шлифования профиля,, изображенного на рис. 4, а, прежде всего устанавливают профилировочное приспособление базовой стороной к упору магнитной плиты (рис. 4, б) и настраивают его на радиус 9,5 мм. Затем ставят салазки верхнего супорта параллельно торцу круга и правят его. Закончив, таким образом, правку торцевой поверхности, приспособление отодвигают от упора (рис. 4, в) по блокам концевых мер на 4 мм. Дальше, устанавливают круговые упоры так, чтобы при повороте верхнего супорта (рис. 4, г) его салазки расположились под углом 42° к оси шлифовального круга. После этого, удалив правый фиксирующий штифт и прижав левой рукой поворотную часть к упору, правой рукой подают стойку с алмазом до касания с левым штифтом, ограничивающим переход острия алмаза за центр вращения верхнего супорта. Затем повертывают без задержки верхний супорт левой рукой влево до выхода алмаза из соприкосновения с кругом. При повороте стойка алмазодержателя все время прижимается правой рукой к левому фиксирующему штифту. После нескольких повторений таких проходов процесс профилирования будет завершен.
Рис. 3. Универсальное профилировочное приспособ, ление.
Рис. 4. Профилирование универсальным приспособлением.
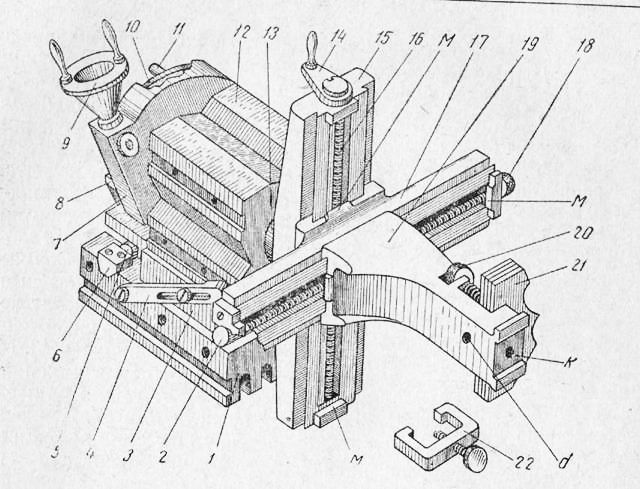
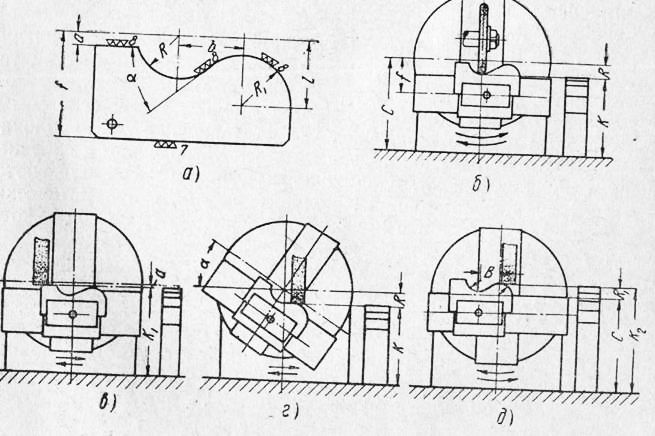
Перейдем к комбинированному шлифованию непрофилированным кругом. Для этой цели создано немало различных конструкций универсальных приспособлений. Однако все они представляют собой только различные сочетания уже известных приспособлений для шлифования отдельных элементов профиля и двух крестообразных супортов. Так, например, координатное приспособление, предложенное слесарем-лекальщиком В. И. Черкашиным, представляет не что иное, как соединение крестообразных супортов для координатных перемещений с синусной делительной головкой и синусной линейкой. Приспособление состоит из основной плиты, на которой, опираясь на валики, покоится верхняя плита. Совместно с шарниром и призматическим подшипником эти детали составляют обыкновенную синусную линейку. На линейке стоит корпус делительной головки, в котором при помощи червячной пары, скрытой в коробке, и маховичка вращается ее шпиндель. Механизм деления головки, состоящий из диска, четырех роликов и подставки, находится на заднем конце шпинделя, а на переднем его конце сидят два крестообразных супорта. Движения супортов осуществляются ходовыми винтами при помощи рукояток. На супортах установлен передвижной кронштейн — каретка для закрепления деталей. Детали закрепляются винтами или устанавливаются на плоскости кронштейна К и зажимаются, скобой. Отверстие, обозначенное буквой d, служит для закрепления алмаза, когда приспособление предполагают использовать для профилирования. Иногда при шлифовании бывают не нужны перемещения детали по координатам. Тогда супорты снимаются, а на их место ставятся любые другие, удобные для данной работы, зажимные устройства. В приспособлении В. И. Черкашина можно производить самые разнообразные работы, пользуясь установкой супортов по блокам концевых мер от площадок М, делительным устройством и синусной линейкой приспособления. С одинаковым успехом здесь шлифуются листовое и шлицевые калибры, копиры, а также призматические резцы и детали штампов с профилем, расположенным под некоторым углом к опорной плоскости. Схему настройки при шлифовании в координатных приспособлениях рассмотрим на следующем примере. Чтобы прошлифовать дуговой участок, образованный радиусом R, один из супортов прибора, установленного в начальное положение, опускают на величину и шлифуют участок, вращая шпиндель, до тех пор, пока положение обрабатываемой поверхности не окажется на высоте блока К = С — R.
Рис. 5. Универсальное приспособление для шлифования.
Рис. 6. Шлифование в универсальных приспособлениях.
Сравнивая оба способа, следует сказать, что первый из них несколько точнее, так как исключает погрешности перехода от центра к центру, но второй — значительно проще и производительнее, потому что при нем не нужно подсчитывать и подбирать блоки концевых мер для каждого элемента. Обрабатываемая поверхность во втором случае всегда будет на высоте центра вращения, постоянного для всех элементов профиля. Реклама:Читать далее:Применение оптики при шлифованииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|