|
|
Категория:
Модернизация металлорежущих станков Далее: Прорезка торцовых пазов В ряде случаев после проведения комплексной модернизации-па токарных станках можно успешно выполнять различные фрезерные операции. При этом нередко токарный станок не теряет своего основного назначения, а только приобретает новые технологические возможности. Таково фрезерование шпоночных пазов и шлицев. Несмотря на свою простоту, эти операции представляют известные трудности, особенно при обработке пазов на длинных и тяжелых валах. Не всегда на заводах есть специальные шпоночные станки с удлиненными подставками и точными установочными механизмами. Ось шпоночной канавки должна точно совпадать с диаметральной осью вала. Многих затруднений можно избежать, дополняя токарные станки специальными фрезерными головками. Их применение значительно повышает точность обработки и экономит штучное время на 15—20%.
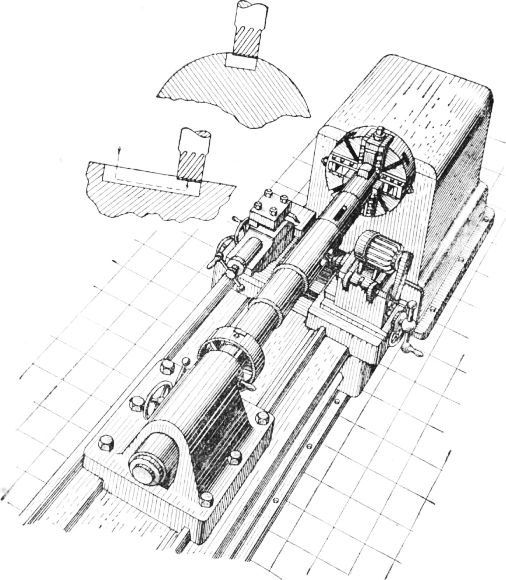
Рис. 1. Фрезерозание шпоночного паза на комплексно модернизированном токарном станке. Особенно целесообразно оснащать шпоночно-фрезерными головками крупные токарные станки. Как показал опыт ряда турбинных заводов, в этом случае отпадает необходимость в ручной разметке пазов и их последующей обработке на специальных фрезерных или расточных станках при длительной переустановке и выверке крупногабаритных и тяжелых валов.
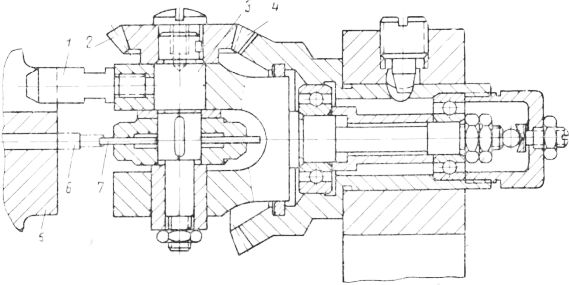
Рис. 2. Устройство для фрезерования торцовых шлицев на токарном станке. На рис. 1 показано получение продольных шпоночных пазов на модернизированном токарном станке тяжелого типа. Справа на поперечных салазках станка смонтирована перемещающаяся фрезерная головка с индивидуальным электродвигателем. Схема фрезерования показана отдельно. Токарный станок после модернизации обогатился новыми технологическими возможностями: после обточки шеек вала с одной установки можно производить фрезерование пазов или канавок. Не снимая изделия с токарного станка, можно также профрезеровать и шлицы. Для этой цели служит изображенная на рис. 2 специальная фрезерная головка, устанавливаемая с помощью переходной втулки в пиноль задней бабки токарного станка или в гнездо револьверной головки револьверного станка типа 1336М. Она может быть применена также на одношпиндельных автоматах модели 1125 и 1А136. Устройство и работа шлицефрезерной головки таковы: при вращении детали (изображена пунктиром) от зажимной цанги при помощи поводкового пальца, установленного в прорези цанги, вращение передается шпинделю фрезерной головки. На поперечном гайке головки установлена малая коническая шестерня. Обкатываясь по неподвижной шестерне, она заставляет вращаться валик с закрепленной на нем дисковой фрезой. При продольной подаче фрезы происходит фрезерование торцового шлица на головке винта.
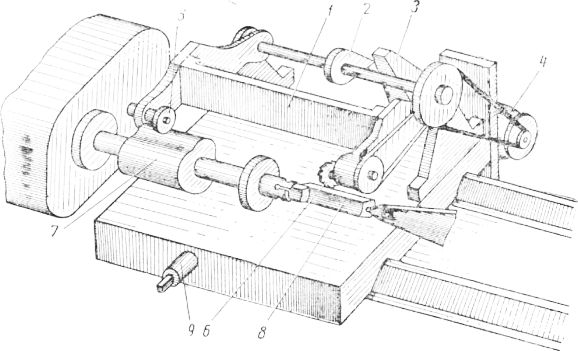
Рис. 3. Комплексная модернизация системы СИП для фрезерования профиля турбинных лопаток на токарном станке. Дополнив токарные станки фрезерными устройствами с различными системами копирования (по жесткому шаблону, со следящими механизмами или с цифровым программным управлением), на них можно успешно осуществлять обработку деталей со сложными пространственными поверхностями. На рис. 3 показана схема фрезерования профилей турбинных лопаток на модернизированном токарном станке. Копирное приспособление установлено вместо верхнего суппорта станка. Следящий ролик касается фасонной поверхности объемного копира, находящегося в одном приспособлении с фрезеруемой заготовкой. При вращении шпинделя станка начинают вращаться жестко связанные с ним объемный копир и обрабатываемая заготовка. Благодаря своей криволинейной поверхности копир через следящий ролик заставляет поворачиваться вокруг своей оси качалку, а вместе с ней и фрезу, получающую вращение от индивидуального электродвигателя через редуктор и две клино-ременные передачи. Таким образом, копириые движения осуществляются вследствие качания фрезерного приспособления вокруг отнесенной назад оси. Заготовка 8 закреплена в специальном приспособлении и поджата удлиненным центром задней бабки. Процесс обработки происходит при вращении заготовки от шпинделя станка, качании фрезы от копирного устройства, вращении ее от индивидуального электродвигателя и продольной подаче на самоходе. Врезание фрезы в заготовку осуществляется от винта, воздействующего через рычаг на собачку качалки. Проведенная модернизация системы СИП позволяет фрезеровать все сечение профиля одновременно. Обработка ведется узкой строчкой размером 0,6—I мм на один оборот лопатки дисковой фрезой, заточенной по радиусу или одним так называемым летучим резцом.
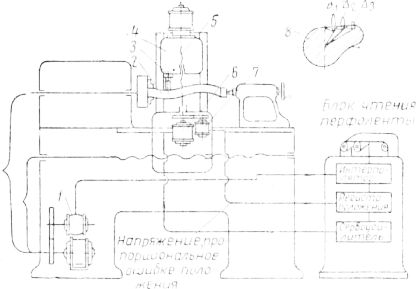
Рис. 4. Фрезерование на токарном станке с программным управлением Значительно точнее и производительнее можно производить обработку сложных пространственных поверхностей на токарном станке фрезерной головкой, оснащенной программным управлением. Фирма «Бендикс» в США разработала систему программного управления фрезерной головки для получения сложных профильных поверхностей на универсальных токарных станках. Заготовка обрабатываемой детали, закрепленная в патроне и поддерживаемая центром задней бабки, получает вращение от шпинделя станка. Фрезерная головка размещена на суппорте станка и в процессе обработки движется вместе с ним в сторону передней бабки. Фасонная поверхность на вращающейся детали образуется за счет непрерывного изменения поперечных подач при постоянной продольной подаче фрезерной головки. С этой целью в считывающий механизм программного управления закладывается перфорированная лента, на которой в закодированном виде нанесены изменения Д2, Д3 и т. д. величин радиусов-векторов сечения детали. Возникающие при считывании ленты командные импульсы взаимодействуют с импульсами от сельсинов обратной связи и включают через электродвигатель винт поперечной подачи фрезерной головки. Вследствие этого фреза с различной скоростью то приближается, то удаляется от центра вращающейся заготовки, обеспечивая автоматическую обработку поверхности заданного профиля. Реклама:Читать далее:Прорезка торцовых пазовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|