|
|
Категория:
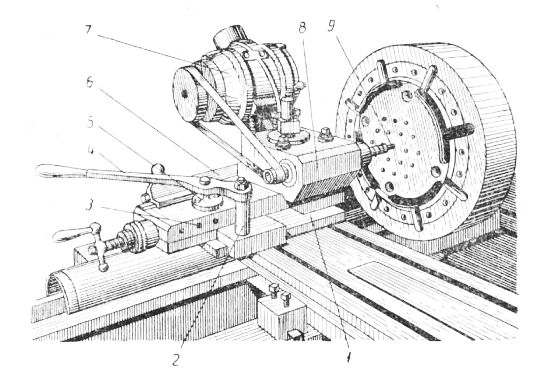
Модернизация металлорежущих станков Для механизации чистовых и отделочных операций при отсутствии дорогостоящих специальных шлифовальных станков с успехом могут использоваться универсальные токарные станки после их технологической модернизации. Дополняя токарные станки специальными приспособлениями, можно производить на них все основные виды шлифования: плоское (в торец), цилиндрическое, коническое, профильное, сферическое, микрошлифование и другие тонкие шлифовальные операции. Для внутреннего шлифования цилиндрических и конических отверстий с высокой степенью чистоты и точности применяются съемные устройства с индивидуальными электродвигателями, устанавливаемые вместо резцедержателей токарного станка. Поскольку шлифование такими устройствами ведется путем многократного поступательно-возвратного перемещения суппорта по направляющим станины, на них неизбежно оседает абразивная пыль, в результате чего направляющие станины и суппорта интенсивно изнашиваются. Этот значительный дефект мешает широкому распространению данных устройств для шлифования на токарных станках. Указанного недостатка лишена токарная внутришлифо-вальная машинка новатора Ленинградского завода полиграфических машин А. А. Корнеева. Особенность ее конструкции заключается в том, что суппорт станка во время работы остается неподвижным, а по его направляющим скользит сменная каретка. Ход каретки ограничивается упорной планкой. Максимальная величина хода — 120 мм. На каретке установлен корпус шлифовального устройства с индивидуальным быстроходным электродвигателем, имеющим 2400 об/мин. От электродвигателя через ременный привод с передаточным отношением, равным, вращение передается шпинделю шлифовальной головки, смонтированному в корпусе каретки на специальных прецизионных шариковых подшипниках. На правом конце шпинделя находится цанговый патрон, в котором закрепляется оправка с абразивным инструментом. Число оборотов инструмента — 12000 в мин., что обеспечивает относительно высокую скорость шлифования. При обработке деталей возможна ручная подача головки при помощи рукоятки, вращающейся относительно оси.
Рис. 1. Приспособление для внутреннего шлифования отверстий на токарных станках.
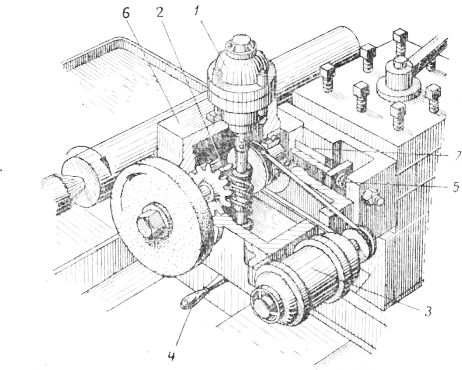
Рис. 2. Установка для осуществления микрошлифозания на токарном станке. Новинкой в механизации отделки наружных цилиндрических и конических поверхностей является изображенная на рис. 2 установка для микрошлифования на токарном станке. Особенностью ее работы является резкое замедление вращения абразивного инструмента (до 30—40 об/мин.), что как бы превращает последний в медленно поворачивающийся абразивный резец при максимальной скорости вращения изделия (до 2000 об/мин.). Установка крепится в резцедержателе токарного станка. Мелкозернистый абразивный круг приводится в замедленное вращение от электродвигателя и червячную передачу. При правке абразивного круга червячная пара отсоединяется, и инструменту сообщается быстрое вращение от электродвигателя через клиноременную передачу. Подвод круга к изделию осуществляется рукояткой, а прижим —-с помощью пружины, которая перемещает по направляющим корпус головки с установленным в нем абразивным инструментом. Микрошлифование на данной установке обеспечивает при круге зернистостью 500 и твердостью СМ2 чистоту обработанной поверхности в пределах 11—12 класса. На токарных станках можно точно и производительно шлифовать даже сложные винтовые поверхности. Например, новатор Уральского турбомоторного завода Л. П. Федосеев окончательную отделку червяков производит на токарном станке с помощью специальной шлифовальной установки, смонтированной на суппорте станка вместо резцедержателя. Обработка поверхностей при этом производится специально заправленным абразивным кругом зернистостью. Припуск под шлифование берется не более 0,2 мм на сторону профиля. С применением указанного устройства исключены операции предварительного шлифования и многократного полирования (до 25—30 проходов) профиля зубьев червяка. При высокой точности и производительности данного процесса заданная чистота обработки обеспечивается в пределах 7 класса.
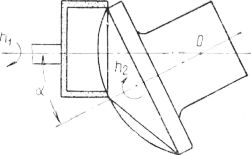
Рис. 3. Схема шлифования шара чашечным кругом.
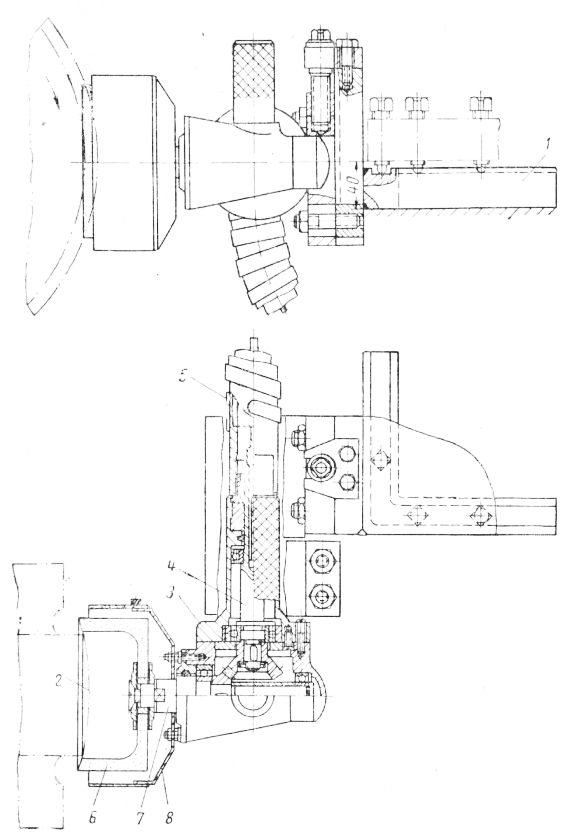
Рис. 4. Устанозка для шлифования наружной шаровой поверхности на токарном станке. Для окончательной отделки шаровых поверхностей на токарных станках рекомендуются устройства, успешно оправдавшие себя в заводской практике. Принцип шлифования шара так же, как и принцип его точения и фрезерования, основан на том, что всякое сечение шара плоскостью есть круг. Схема -шлифования показана на рис. 3. При вращении чашечного абразива и шарового изделия поверхность качественно и полностью отшлифуется лишь при условии, если оси вращения абразива и изделия пересекутся в центре О шара и если диаметр чашечного абразива будет равен или будет больше хорды, стягивающей половину профиля обрабатываемой шаровой поверхности. При несоблюдении второго условия на сфере останутся нешлифованные участки. По конструктивным особенностям можно различить две разновидности токарных сферошлифовальных установок. У первой из них электродвигатель устройства размещен на суппорте станка, у второй — отнесен за его пределы. На рис. 4 показана установка, сконструированная ленинградским токарем М. А. Лесогором для шлифования наружной сферы. В резцедержателе токарного станка закрепляется болтами державка головки. Вращение на чашечный абразив передается от индивидуального электродвигателя, установленного за пределами станка, с помощью гибкого валика через промежуточный валик, пару конических шестерен и шпиндель. Абразивный инструмент закрыт предохранительным кожухом. Обработка осуществляется при медленном (3—4 об/мин.) вращении изделия (изображено пунктиром) и быстром вращении абразивного инструмента (до 4000 об/мин). Медленное движение изделия является круговой подачей. Радиальная подача инструмента на врезание осуществляется вручную с помощью рукоятки на суппорте станка. Данная установка удобна в работе, имеет малый вес и небольшие габаритные размеры (370 х 320 X 170 мм). Реклама:Читать далее:Модернизация отделочных процессовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|