|
|
Категория:
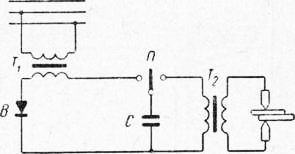
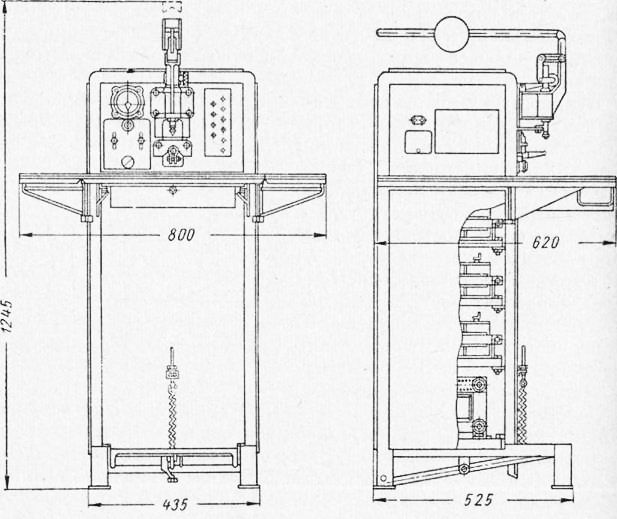
Сварка металлов Далее: Литейная сварка Конденсаторная сварка осуществляется кратковременными импульсами сварочного тока, продолжительностью в тысячные доли секунды; за время импульса в зоне сварки выделяется тепло, которое сравнительно медленно распространяется в металле па глубину, необходимую для сварки. При значительных толщинах металла возникает трудно преодолимое несоответствие между продолжительностью сварочного импульса и продолжительностью необходимого прогрева металла. При малых толщинах этого несоответствия нет. При толщинах металла менее 1 мм мощность конденсаторной машины в 50—100 раз ниже мощности обычной контактной машины. С увеличением толщины металла разница в мощностях конденсаторной машины и обычной контактной уменьшается, а сварка на обычной контактной машине становится более надежной. Поэтому применение конденсаторной сварки для металла толщиной более 2 мм рационально лишь для особых случаев. Конденсаторные машины для малых толщин просты, дешевы, имеют незначительную мощность, иногда не превышающую мощности обычной настольной лампы, и их можно включать в осветительную сеть без силовой проводки. Конденсаторная сварка для сварки металла толщиной менее 0,1 мм часто незаменима никаким другим видом сварки; для металла толщиной 1—2 мм она приемлема, но легко может быть заменена другими способами. Известны две основные формы конденсаторной сварки: а) с непосредственным разрядом конденсаторов на сварку; б) с разрядом конденсаторов на первичную обмотку сварочного трансформатора. Установку с прямым разрядом конденсаторов применяют для стыковой сварки проволок и тонких стержней, для соединения между собой самых разнообразных и разнородных металлов, иногда с совершенно различными физическими свойствами. Машины с разрядом конденсаторов на первичную обмотку сварочного трансформатора предназначены для точечной и шовной сварки и имеют наибольшее промышленное значение. Быстрое развитие точечной конденсаторной сварки началось с тех пор, как ее стали применять для сварки металла малых толщин и мелких деталей; здесь качество сварных соединений оказалось отличным, процесс сварки весьма производительным и выгодным экономически. Конденсаторные точечные машины для сварки металла малых толщин потребляют из сети незначительную мощность, 0,1—0,2 кеа\ электрическая схема машины (рис. 204) очень проста. Ток из сети через небольшой повышающий однофазный трансформатор Т1 и выпрямитель В поступает на зарядку батареи конденсаторов С. 17осредством переключателя П батарея конденсаторов или включается на зарядку, или разряжается на первичную обмотку сварочного трансформатора Т2. Вся аппаратура размещена в корпусе машины. Примером конденсаторной точечной машины может служить машина ТКМ-4. Машина стационарная, педальная; вес ее 165 кг; напряжение питающей сети 220 в; средняя мощность, потребляемая из сети 0,1 ква (рис. 205). Конденсаторы бумажно-масляные, общая емкость 400 мкф, напряжение зарядки 600 в; штепсельный переключатель позволяет менять включенную емкость от 10 до 400 мкф. Сварочный трансформатор имеет четыре ступени регулирования. Осадочное давление на электроды, создаваемое грузом через систему рычагов, обеспечивает строгое постоянство установленного давления, что очень важно для конденсаторной сварки. При сварке двух деталей различных толщин решающую роль играет деталь с меньшей толщиной, которая не должна превышать возможностей машины, вторая же деталь может иметь сколь-угодно большую толщину, что значительно расширяет применение точечной конденсаторной сварки. Например, на машине ГКМ-4 металл толщиной 0,2 мм можно приварить к металлу толщиной 10 или 15 мм.
Рис. 1. Электрическая схема конденсаторной машины малой мощности
Электрический режим машины можно регулировать в широких пределах, меняя число включенных конденсаторов и ступень сварочного трансформатора. Можно менять амплитуду сварочного тока и продолжительность его протекания. Максимальное значение сварочного тока около 5000 а, средняя продолжительность его протекания 0,6—0,8 -10~4 сек. При нажатии на педаль давление груза передается на электроды, конденсаторы замыкаются на первичную обмотку трансформатора, протекает один строго определенный импульс сварочного тока. При освобождении педали конденсаторы снова заряжаются, машина готова к следующей операции сварки; при повторном нажатии педали проходит снова точно такой же импульс сварочного тока.
Рис. 2. Точечная конденсаторная машина ТКМ-4
Для монтажных работ на крупногабаритных изделиях, сборки схем и т. д. сконструирована переносная точечная машина ПТКМ-1 Бесом 34 кг, сваривающая металл максимальной толщиной 0,3 мм. Сварочная часть машины выполнена в виде легких ручных клещей, присоединяемых к машине гибкими проводами длиной 1 —1,5 м. В простейших точечных конденсаторных машинах привод машины осуществляется усилием работающего, что допустимо при сварке мелких деталей с небольшим усилием и работой осадки и не очень интенсивном производстве. Для более трудных условий работы может быть применена машина с механизированным, например электрическим приводом, типа ТКМ-8. Она имеет кулачковый пружинный механизм сжатия с приводом от электродвигателя через сцепляющую муфту. При нажатии педали происходит сцепление механизма с муфтой и производится включение тока и сжатие электродов. Если нажать педаль кратковременно, то сваривается одна точка, если задержать нажатую педаль, то сваривается 20—120 точек в минуту, в зависимости от регулировки; машина работает автоматически непрерывно, пока не будет освобождена педаль. Машина предназначена для точечной сварки металла толщиной 0,05—0,5 мм; номинальная мощность машины 0,3 ква, усилие сжатия электродов 6—40 кГ. Машины для конденсаторной сварки часто закрывают колпаком из прозрачного органического стекла, защищающим зону сварки от пыли и других загрязнений. Защитный колпак может быть герметизирован, и в нем может быть создана защитная атмосфера аргона, водорода, азота и др. В длительной эксплуатации маломощных конденсаторных машин выявились их значительные преимущества: высокая экономичность, малый расход электроэнергии и точное ее дозирование на каждую сварку. Возможно удобное и широкое регулирование мощности машины, продолжительности и формы каждого импульса. Кратковременность сварки сводит к минимуму нагрев изделия, его деформацию, ширину зоны влияния. Процесс сварки весьма прост, полностью автоматизирован и мало зависит от квалификации рабочего, для обучения которого достаточно несколько дней. Точечная конденсаторная сварка нашла промышленное применение для многих металлов: алюминия и алюминиевых сплавов, всевозможных медных сплавов, никеля и никелевых сплавов, платины, серебра и его сплавов, всевозможных сталей, вольфрама, молибдена и др.; возможны многочисленные сочетания разнородных металлов. Точечная конденсаторная сварка заменяет пайку, клепку, фальцовку. Она находит все более широкое применение в приборостроении, в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, электроаппаратуры, оптических приборов, радиоламп, электроосветительных ламп, электронной аппаратуры, радиоприемников и телевизоров, авторучек, металлических игрушек, галантереи, ювелирных изделий и т. д.
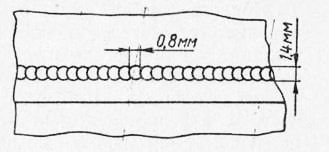
Рис. 3. Непрерывный плотный шов, выполненный конденсаторной сваркой
Разработан также способ шовной конденсаторной сварки, получивший производственное применение. Шовная сварка выполняется, как точечная, со столь частой посадкой сварных точек, что каждая последующая точка перекрывает предыдущую на 0,3—0,5 диаметра, что и создает плотный непрерывный шов, непроницаемый для жидкостей и газов (рис. 206). Электроды машины имеют форму роликов, катящихся по шву непрерывно с постоянной скоростью и приводятся от небольшого электродвигателя. Сварочный ток подается отдельными импульсами от батареи конденсаторов, как при точечной сварке. Электронная система управления позволяет производить до 50 полных циклов заряд — разряд конденсаторов за 1 сек. Шовная конденсаторная сварка нашла разнообразное применение в приборостроении. Конденсаторная сварка открыла для сварочной техники новую довольно значительную область применения: металлы малых толщин, мелкие детали и микродетали, плохо различаемые нево оружейным глазом и требующие при сборке применения оптических приборов. Конденсаторная сварка улучшает качество изделий и резко повышает производительность труда; стоимость конденсаторной машины обычно окупается за несколько месяцев работы. Чрезвычайно быстрое развитие приборостроения требует широкого применения конденсаторных машин, высвобождающих за счет повышения производительности труда большое количество рабочих. Реклама:Читать далее:Литейная сваркаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|