|
|
Категория:
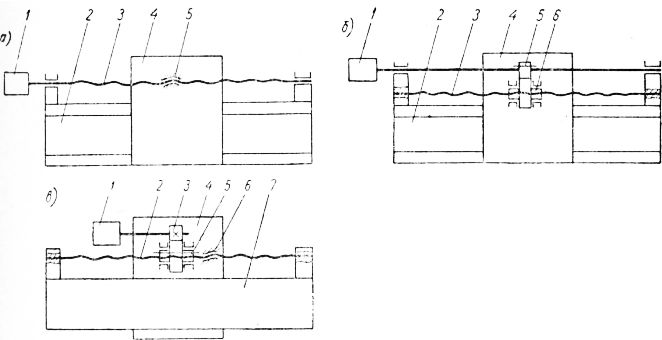
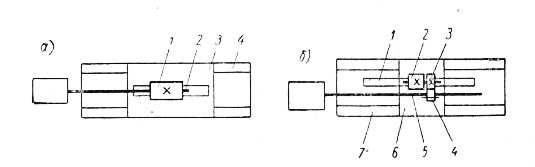
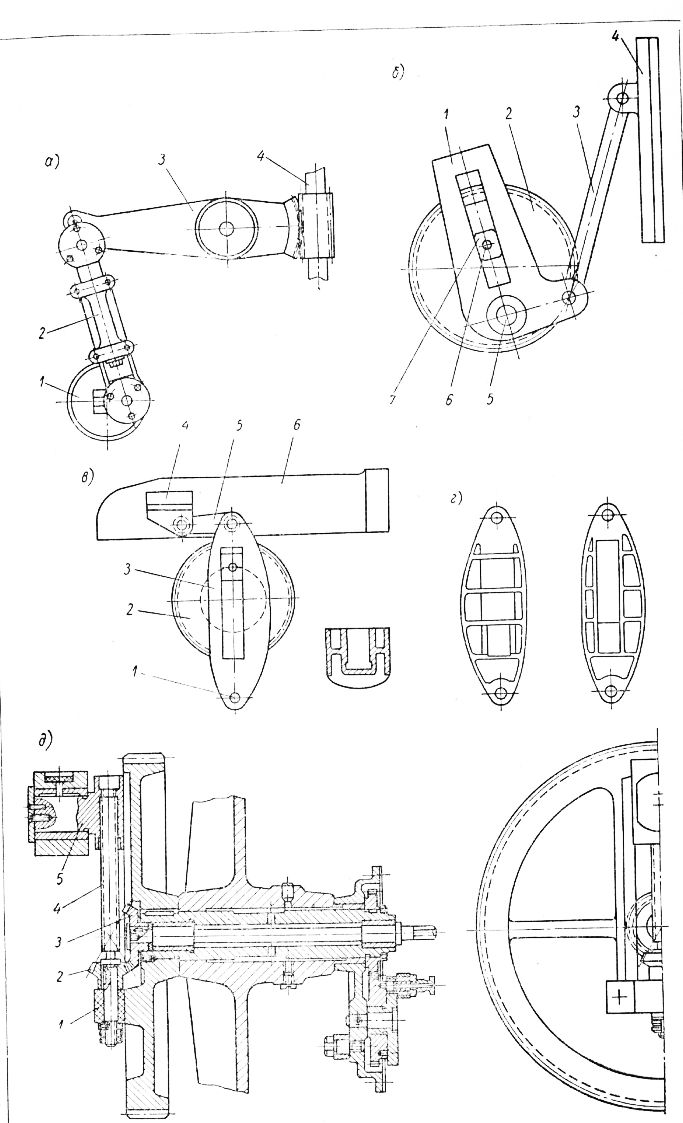
Металлорежущие станки Приводы с винтом. Ходовые винты станков обычно имеют трапецеидальную резьбу. В большинстве случаев ходовые винты не подвергаются термической обработке, и для их изготовления применяют стали 45 и 50, автоматную сталь А40, а для точных винтов — У10Ач-У12А. Если же ходовые винты подвергаются термической обработке, например ходовые винты резьбошлифовальных станков, они изготовляются из сталей ХВГ или ХГ при твердости HRC 50-56 и из стали 65Г при твердости HRC 35ч-45. Гайки ходовых винтов чаще всего изготовляются из бронз Бр. ОФ 10-0,5 и Бр. ОЦС 6-6-3, сплава ЦАМ 10-5 и антифрикционных чугунов. Для экономии бронзы гайки делаются биметаллическими, при этом в чугунный корпус гайки заливается слой бронзы. Допуски на ходовые винты нормируются нормалью станкостроения, которая предусматривает пять классов точности: 0, 1, 2, 3 и 4. Нормаль устанавливает допуски на шаг, накопленную ошибку шага, отклонение угла профиля, овальность по среднему диаметру, биение по наружному диаметру. Наиболее высокие требования точности предъявляются к ходовым винтам профилирующих кинематических цепей и к винтам приводов установочных перемещении координатнорасточных станков при отсчете величины перемещения по лимбам. Точность перемещений зависит не только от точности винта и гайки, но и от точности сборки: параллельности оси ходового винта и направляющих подвижного органа, совпадения оси ходового винта и оси гайки, радиального и осевого биения винта в опорах. Ходовые винты подвергаются обычному расчету на прочность, а винты, подвергающиеся продольному изгибу, также и расчету на устойчивость. Ходовые винты следует проверять на износостойкость. При проверке на износотойкость определяют среднее удельное давление на поверхность витков гайки. Для ходовых винтов профилирующих кинематических цепей, работающих с бронзовыми гайками, удельное давление не должно превышать 30 кГ/см2, для ходовых винтов других приводов при бронзовой гайке — 120 кГ/см2, при чугунной гайке — 80 кГ/см2. Наиболее характерные схемы передач винт—гайка, используемые в станках, представлены на рис. 1. При большой длине неподвижных направляющих и малой длине подвижных направляющих рабочего органа вращение сообщается ходовому винту, связанному с приводом вращательного движения. Гайка жестко связана с подвижным рабочим органом. В отдельных случаях при тех же условиях используется схема с вращающейся гайкой. Ходовой винт, связанный с неподвижными направляющими, не вращается. Вращение передается от привода через ходовой вал и шестерню вращающейся гайке, связанной с подвижным рабочим органом. Такой вариант используется, например в схемах с приводом быстрого хода. При коротких неподвижных направляющих и длинных подвижных направляющих рабочего органа применяется вариант, показанный на рис. 1, в. Ходовой винт связан с подвижными направляющими. Винт имеет продольную шпоночную канавку и может работать как ходовой вал, получая вращение от привода через шестерни 3—5. Шестерня связана с неподвижными направляющими, и при продольном перемещении винта вместе с подвижными направляющими винт скользит в отверстии шестерни. С неподвижными направляющими связана гайка 6 ходового винта. При вращении ходовой винт, перемещаясь в осевом направлении относительно гайки, сообщает движение подвижному рабочему органу. Такая схема используется в механизмах продольного стола консольнофрезерных станков. В опорах ходовых винтов используются радиальные и упорные подшипники скольжения и качения. На рис. 2 показаны некоторые варианты опор ходовых винтов. Особое внимание необходимо уделять конструкции опор ходовых винтов кинематических профилирующих цепей, так как от точности опор в значительной мере зависит точность перемещений.
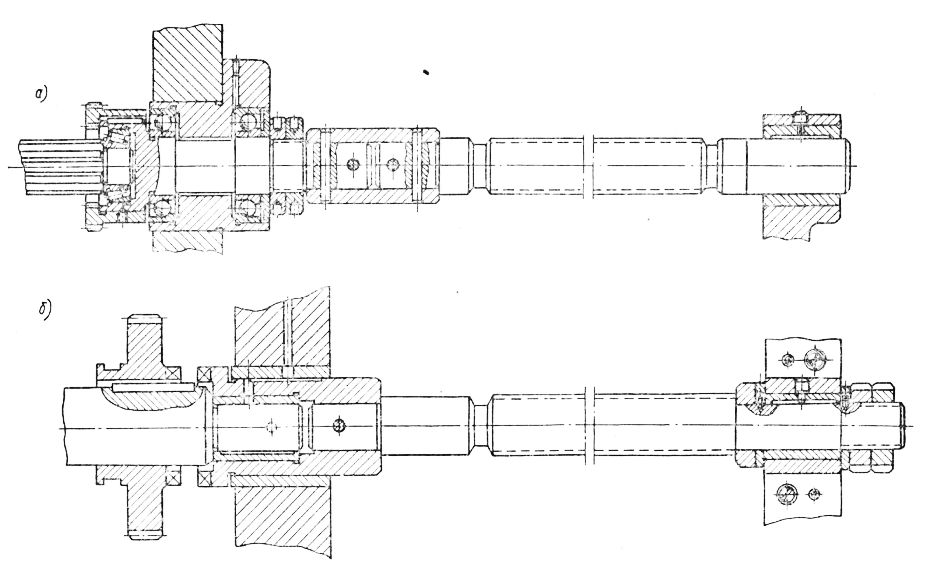
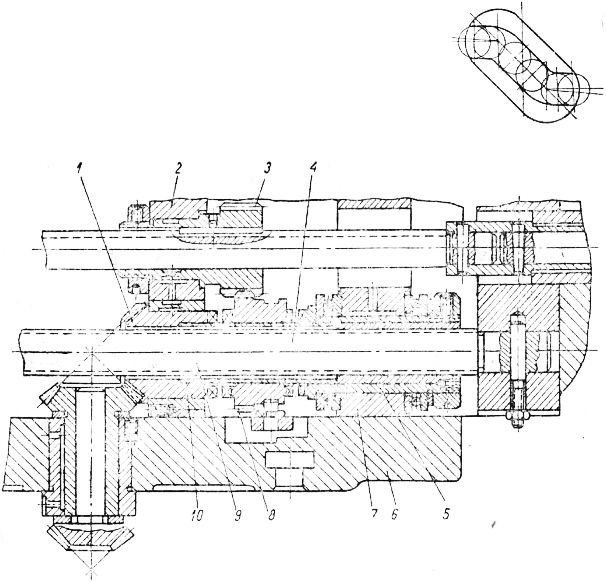
Рис. 1. Схемы приводов с винтом и гайкой. Осевое перемещение винта может быть ограничено упорными подшипниками, расположенными либо в одной, либо в двух опорах. Если упорные подшипники располагаются в двух опорах, их следует размещать с внешней стороны опор, с тем, чтобы температурное удлинение винта не приводило к появлению осевых нагрузок и продольному изгибу винта. Однако при таком расположении упорных .подшипников температурное удлинение винта вызывает появление осевого зазора, что недопустимо для винтов профилирующих кинематических цепей. При размещении упорных подшипников с внешней стороны опор винт работает на растяжение независимо от направления осевого усилия, что исключает появление продольного изгиба. В ответственных кинематических цепях упорные подшипники располагаются в одной опоре, что исключает появление зазора при температурном удлинении винта. На рис. 2, а показаны опоры ходового винта токарно-винторезного станка 1623. В передней опоре установлены два радиально-упорных подшипника высокой точности класса В, которые одновременно ограничивают осевые перемещения винта. В задней опоре использован обычный цилиндрический подшипник скольжения в виде цельной втулки.
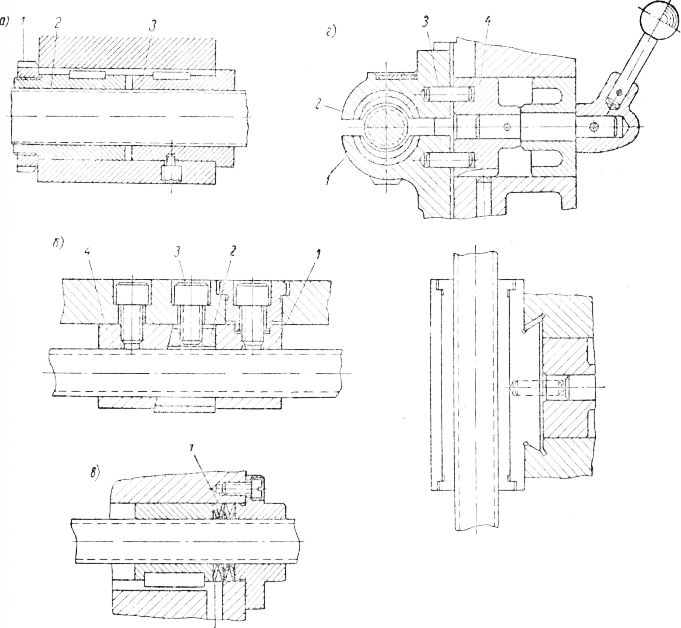
Рис. 2. Опоры ходовых винтов. Следует отметить, что осевое биение подшипников качения наиболее высокой точности превышает допускаемые отклонения по шагу ходовых винтов нулевого и первого классов. Поэтому опоры винтов, от которых требуется особо высокая точность перемещения, выполняются в виде опор скольжения. Гайки неответственных ходовых винтов не отличаются какими-либо специфическими конструктивными особенностями. В более ответственных передачах конструкция гаек обеспечивает устранение зазора. Конструкции этого типа весьма многочисленны; некоторые наиболее характерные варианты представлены на рис. II. 53. Значительным распространением пользуется вариант, показанный на рис. II. 53, а. Гайка состоит из двух частей: неподвижной и регулируемой. Смещая регулируемую часть в осевом направлении с помощью фрезерованной гайки, прижимают витки гайки к виткам винта и устраняют зазор. Если по условиям размещения гайки рассмотренный вариант конструкции не может быть использован, как это, например, имеет место в приводе поперечных суппортов токарно-винторезных станков, то применяется вариант, показанный на рис. 3, 6. Подвижная часть гайки смещается относительно неподвижной с помощью клина, который при регулировании перемещается винтом.
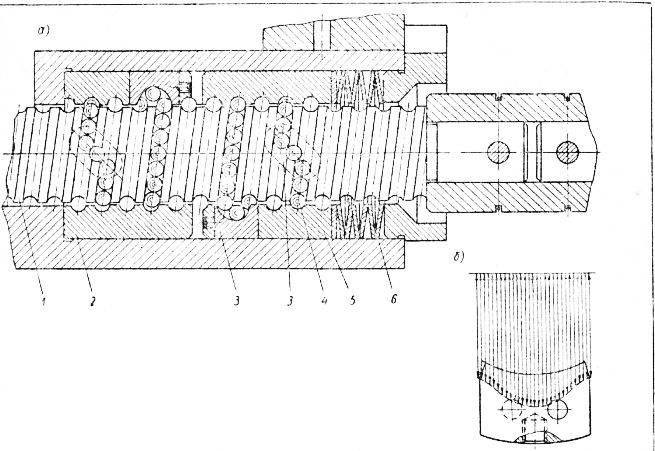
Рис. 3. Гайки ходовых винтов. В обоих вариантах конструкции регулирование производится при определенном взаимном расположении винта и гайки. Так как зазор по длине винта может меняться, то на других участках винта возможно появление зазора или чрезмерного натяга. Для устранения этого недостатка применяются устройства с пружинным натягом. Простейший вариант такого устройства представлен на рис. 3, в. Тарельчатые пружины смещают подвижную часть гайки относительно неподвижной. Другой вариант указанного устройства будет рассмотрен ниже. Недостатком пружинного натяга является увеличение нагрузки на винт. На токарно-винторезных станках применяется раздвижная гайка ходового винта. Гайка состоит из двух частей, которые перемещаются по направляющим. Перемещение подвижных частей гайки осуществляется с помощью диска с двумя торцовыми криволинейными пазами, в которые входят штифты 3. При повороте диска с помощью рукоятки криволинейные пазы, воздействуя на штифты, перемещают обе половины гайки. Когда гайка открыта, витки гайки расцепляются с витками винта и рабочий орган может беспрепятственно перемещаться. Как указывалось выше, для повышения к. п. д. передачи винт—гайка применяются передачи с циркулирующими шариками. Винт выполнен с канавкой дуговой формы. Аналогичную форму канавки имеют обе части гайки. В пространство, образуемое витками винта и гайки, заложены шарики. Шарики расположены на длине одного витка, концы которого соединяются вкладышем, врезанным в тело гайки. На рис. 4, б приведен чертеж вкладыша. При вращении винта шарики движутся по канавке винта, входят в канавку вкладыша и по ней возвращаются в канавку винта. Таким образом происходит непрерывная циркуляция шариков. Каждая из частей гайки имеет по два замкнутых витка. На чертеже два вкладыша показаны в сечении, а два — условно в плане. Обе части гайки направляются шпонкой, не показанной на чертеже, и для устранения зазора прижимаются тарельчатыми пружинами. В качестве примера передачи с вращающейся гайкой рассмотрим механизм перемещения поперечных салазок суппорта строгального станка по траверсе. Салазки суппорта перемещаются по направляющим траверсы. Ходовой винт связан с траверсой и закреплен неподвижно. При перемещении салазок суппорта вращение сообщается гайке, расположенной в кронштейне, жестко связанном с салазками суппорта. Гайка получает вращение от ходового вала, вдоль которого на шпонке скользит шестерня, смонтированная в кронштейне, прикрепленном к салазкам. Шестерня сцепляется с шестерней, свободно сидящей на втулке. При перемещении шестерни 8 вправо ее торцовые зубцы сцепляются с торцовыми зубцами гайки, которая приходится во вращение. При левом положении шестерни, вращение передается через шестерню механизмам вертикальной подачи суппорта. В качестве примера механизма, выполненного по схеме, показанной на рис. 1, в, рассмотрим привод стола горизонтальнофрезерного станка 6Н81. Продольный стол, имеющий длинные направляющие, перемещается по коротким направляющим поперечных салазок. Ходовой винт вращается в подшипниках, смонтированных в кронштейнах, прикрепленных к столу. Осевое перемещение винта ограничено двумя коническими роликовыми подшипниками. Неподвижная гайка состоит из двух частей, расположенных в неподвижном подшипнике, прикрепленном к поперечным салазкам.
Рис. 4. Винт и гайка с циркулирующими шариками.
Рис. 5. Передача с вращающейся гайкой суппорта продольнострогального станка.
Рис. 6. Передача с подвижным вращающимся винтом продольного стола фрезерного станка 6Н81. Устранение зазора происходит под действием пружины. Пружина перемещает круглую штангу, на конце которой нарезаны зубья рейки, сцепляющиеся с зубьями шестерни, нарезанной на гайке. Передний конец штанги также имеет зубья, расположенные в вертикальной плоскости, сцепляющиеся с шестерней, через которую движение передается второй штанге, сцепляющейся с зубцами шестерни, нарезанной на гайке. Таким образом, гайки под действием пружины стремятся повернуться в разные стороны, благодаря чему устраняется зазор между витками винта и гаек. Усилие пружины регулируется резьбовой пробкой. Винт получает вращение от конической Шестерни, которая сцепляется с двумя свободно вращающимися шестернями конического реверса. Шестерня сидит на гильзе, закрепленной в кронштейне оперечных салазок, а шестерня — на выступе гайки. Кулачковая муфта сидит на втулке, которая, в свою очередь, связана скользящей шпонкой с ходовым винтом, имеющим продольную шпоночную канавку. При сцеплении кулачковой муфты с одной из шестерен или винт получает вращение в ту или иную сторону и, перемещаясь относительно неподвижной гайки, сообщает движение столу. При использовании передачи винт—гайка могут быть применены различные рассмотренные выше схемы механизмов быстрых ходов. На рис. 7 приведен чертеж механизма быстрых ходов с дифференциалом. Винт жестко связан с валом водила дифференциала. При рабочих ходах вращение передается по соответствующей кинематической цепи от электродвигателя рабочих ходов червяку. Червячная шестерня сидит на ступице центральной шестерни дифференциала, зацепляющейся с сателлитами. Сателлиты сидят на одной оси с сателлитами, зацепляющимися с центральной шестерней, связанной с червячным колесом. При неподвижном червячном колесе сателлиты перекатываются по центральному колесу и водило приходит во вращение. Во время быстрых ходов червячное колесо получает вращение от электродвигателя быстрых ходов через соответствующую кинематическую цепь, связанную с валом червяка. В приводе быстрых ходов, представленном на рис. 8, использована двусторонняя муфта обгона. Винт получает вращение от вала через зубчатую передачу 3—4, 5—7. Вал связан с винтом муфтой. Включение рабочей подачи производится кулачковой муфтой. Шестерня4 связана с валом б двусторонней муфтой обгона. С шестерней жестко связан кожух. На валу закреплен на шпонке диск с вырезами, в которых находятся ролики. Быстрое вращение винт получает от индивидуального электродвигателя через шестерни 11—13, 5—7. Шестерня имеет поводки а, которые заходят в вырезы диска. При включении электродвигателя быстрых ходов поводки расцепляют шестерню с диском и вал получает быстрое вращение в соответствующем направлении. Приводы с реечными передачами. Червя чно-реечная передача. Если величина хода рабочего органа не превышает длину самого рабочего органа, то червяк может быть расположен в опорах, связанных с неподвижными направляющими. Рейка в этом случае перемещается вместе с подвижным рабочим органом. Если величина хода превышает длину подвижного рабочего органа, то червяк располагается в опорах, связанных с подвижным рабочим органом, и получает движение от ходового вала, вдоль которого скользит шестерня, сцепляющаяся с шестерней. Зубчатая рейка связана с неподвижными направляющими.
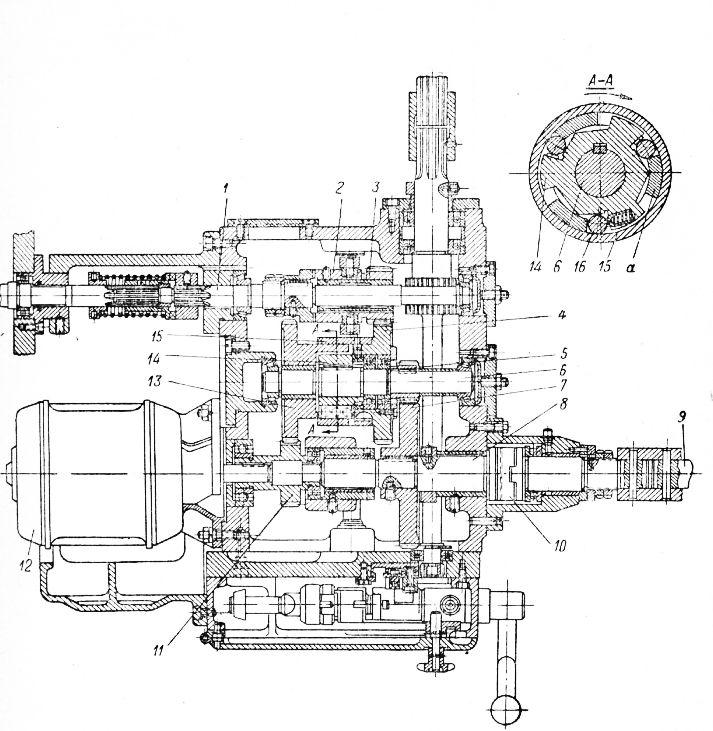
Рис. 7. Привод быстрых ходов с дифференциалом.
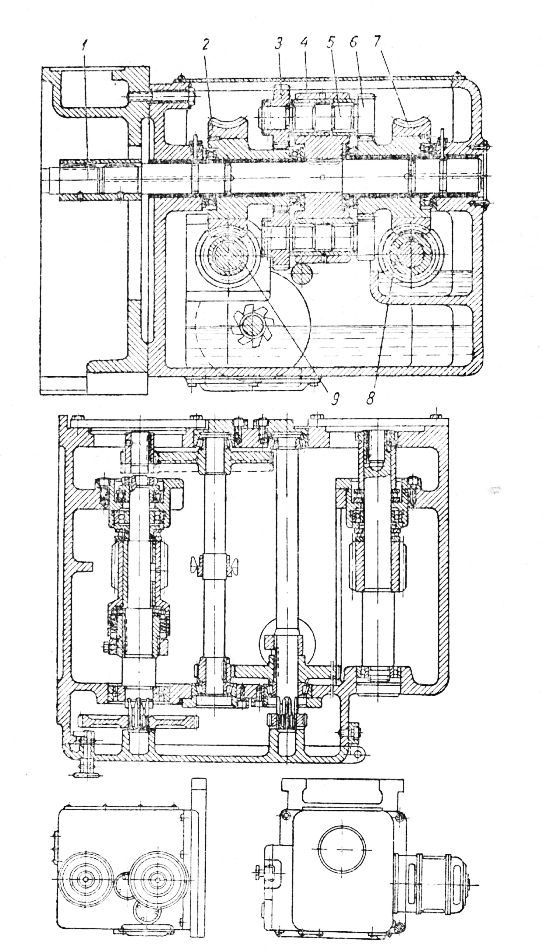
Рис. 8. Привод быстрых ходов с муфтой обгона.
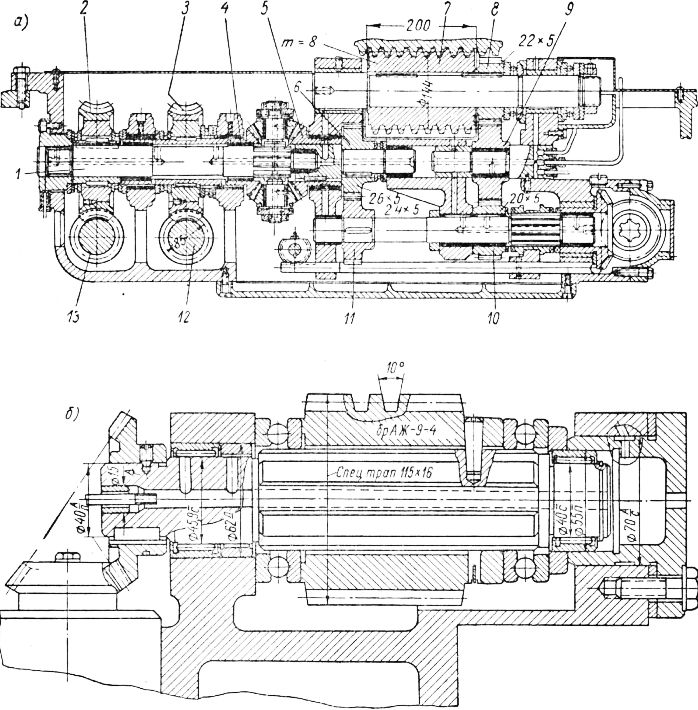
Рис. 9. Схемы приводов с червячно-реечной передачей. На рис. 10, а представлен червячно-реечный привод продольно-фрезерного станка. Во время рабочего хода червячная шестерня, сидящая на шпонке на Т-образном валике дифференциала, стоит неподвижно. Червячная шестерня получает вращение от индивидуального электродвигателя быстрых ходов, связанного соответствующей кинематической цепью с валом червяка. Червячная шестерня связана шпонкой с втулкой конической шестерни, от которой вращение передается через сателл’иты дифференциала конической шестерне и далее через шестерни 6—11—10—9—8 червяку. Шестерня сидит на валу свободно и при включении движения стола сцепляется с валом кулачковой муфтой.
Рис. 10. Привод с червячно-реечной передачей: При рабочих ходах включается индивидуальный электродвигатель рабочих ходов, связанный соответствующей кинематической цепью с валом червяка, от которого вращение передается через дифференциал и далее по цепи быстрого хода. На рис. 10, б показан червяк, перемещающийся вместе с подвижной шпиндельной бабкой, координатнорасточного станка, выпускаемого Ленинградским станкостроительным заводом им. Свердлова. Для изготовления червячных реек обычно применяется чугун. На заводе им. Свердлова рейки изготовляются из антифрикционного чугуна АСЧ-1; твердость НВ не более 229. Так как нарезание реек представляет значительные трудности, рейки выполняются составными из отдельных частей. Червяки изготовляются из стали. На заводе им. Свердлова применяются бронзовые биметаллические червяки, при этом используется бронза марки Бр. АЖ 9-4. Шестеренчато-реечная передача. Так же как в червячно-реечной передаче, рейка шестеренчато-реечной передачи может быть связана либо с подвижным рабочим органом, либо с неподвижными направляющими. Последний вариант применяется в тех случаях, когда длина хода больше длины подвижного рабочего органа.
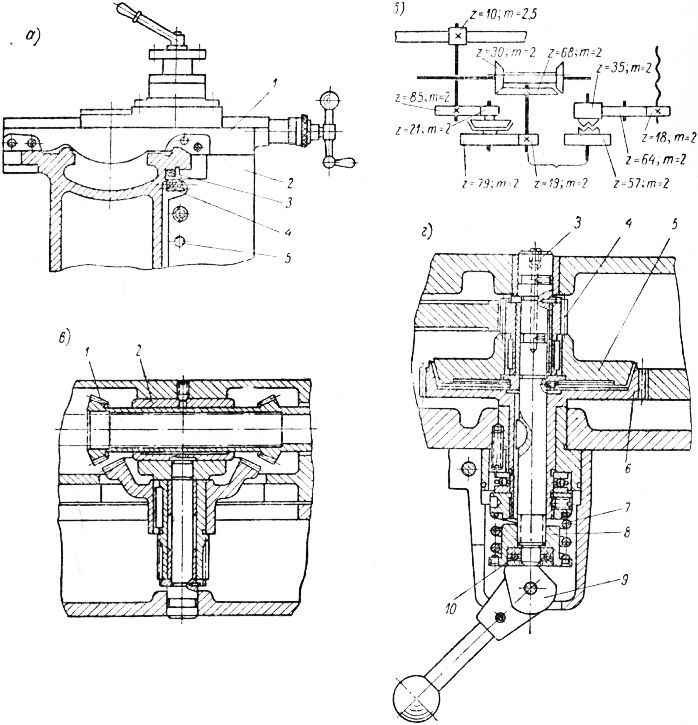
Рис. 11. Принципиальные схемы шестеренчато-реечного привода. Для передачи движения реечной шестерне, перемещающейся вместе с подвижным рабочим органом при неподвижной рейке, используются принципиальные схемы, представленные на рис. 11. Понижающие передачи рекомендуется располагать после ходового вала, так как в ином случае возрастают крутящие моменты, передаваемые ходовым валом, что приводит к увеличению диаметра ходового вала и усложнению конструктивного оформления механизма. В качестве примера рассмотрим привод продольного суппорта токарно-винторезного станка 1623. К продольному суппорту прикреплен корпус фартука, в котором размещаются механизмы, связывающие ходовой вал с реечной шестерней. Реечная шестерня сцепляется с неподвижной рейкой. От ходового вала вращение передается реечной шестерне через передачу 30—68, 19—79, 21—85. Через шестерни 19—57, 35—64—18 вращение передается винту поперечной подачи. Конические шестерни 30—68 образуют механизм реверса. Конические шестерни реверса связаны общей втулкой, которая вращается в подшипнике корпуса фартука. Включение и выключение продольной подачи осуществляется конической фрикционной муфтой. Шестерня, сидящая на шпонке на валике, выполнена с внутренним коническим углублением, куда входит конический диск, жестко связанный с шестерней, свободно сидящей на валике. Под действием пружины, упирающейся во фланец специальной гайки, валик прижимает шестерню с фрикционом к шестерне и вращение передается через конический фрикцион от шестерни к шестерне. Выключение подачи производится эксцентриком. При повороте рукоятки эксцентрик нажимает на упорный подшипник и отжимает валик, при этом фрикцион перестает прижиматься к шестерне. Аналогичный механизм служит для включения и выключения поперечной подачи, только в данном случае вместо конического фрикциона использована муфта с мелким торцовым зубом. Компоновка привода продольнострогального станка с косозубой шестеренчато-реечной передачей при наклонном расположении оси шестерни представлена на рис. II. 63. Реечная шестерня имеет небольшой диаметр, что позволяет резко упростить кинематическую цепь, связывающую реечную шестерню с электродвигателем. В рассматриваемом случае кинематическая цепь состоит только из двух шестерен. Подобный привод обеспечивает плавность хода и имеет сравнительно высокий к. п. д.
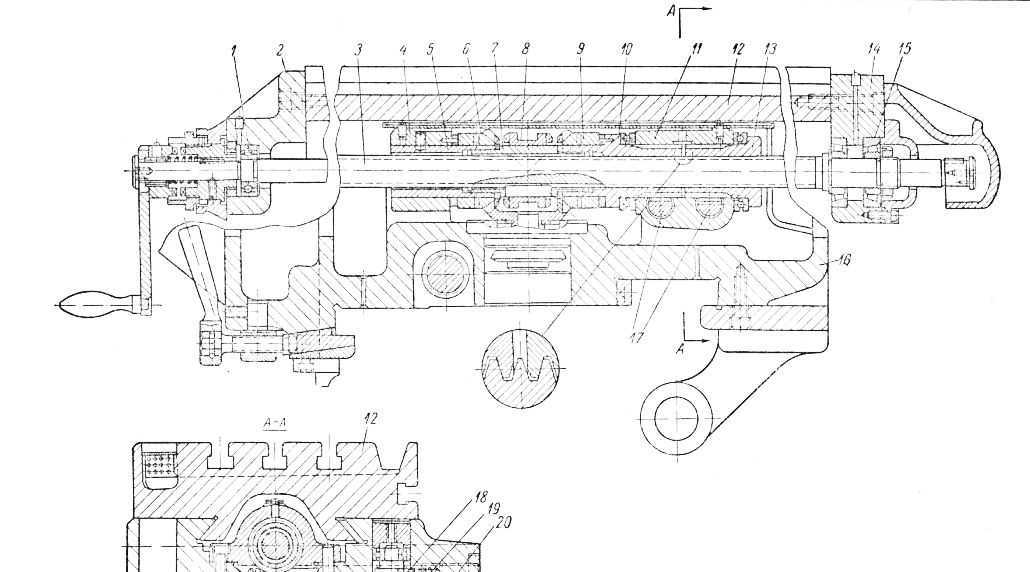
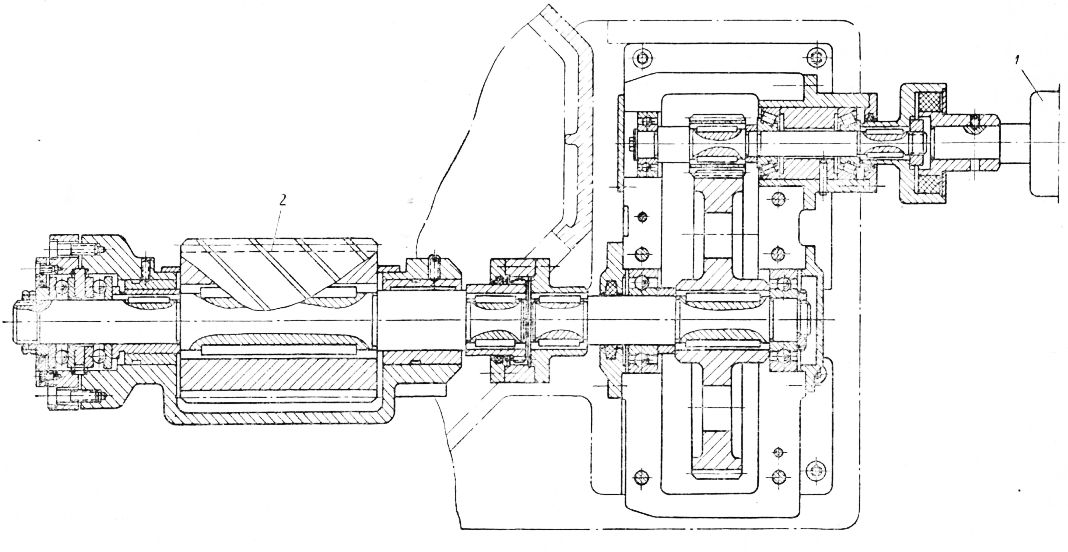
Рис. 12. Привод с шестеренчато-реечной передачей суппорта токарного станка. Скорость движения стола изменяется путем изменения числа оборотов эле ктр одв игателя. В процессе работы имеет место скольжение зубьев, вследствие чего возникает необходимость в закалке зубьев до высокой твердости с последующей шлифовкой их. Кривошипно-кулисные приводы. В станках встречаются разнообразные формы кривошипных и кулисных механизмов как с качающейся, так и с вращающейся кулисой. Форма механизмов зависят как от типа станка, так и от месторасположения кулисного механизма. Кривошипный привод применяется на зубодолбежных станках. Кривошипный диск с радиально-подвижным кривошипным пальцем связан шатуном с качающимся рычагом, выполненным заодно с зубчатым сектором. Зубчатый сектор зацепляется с рейкой, нарезанной на гильзе, совершающей возвратно-поступательное движение.
Рис. 13. Привод с шестеренчато-реечной передачей продольнострогального станка.
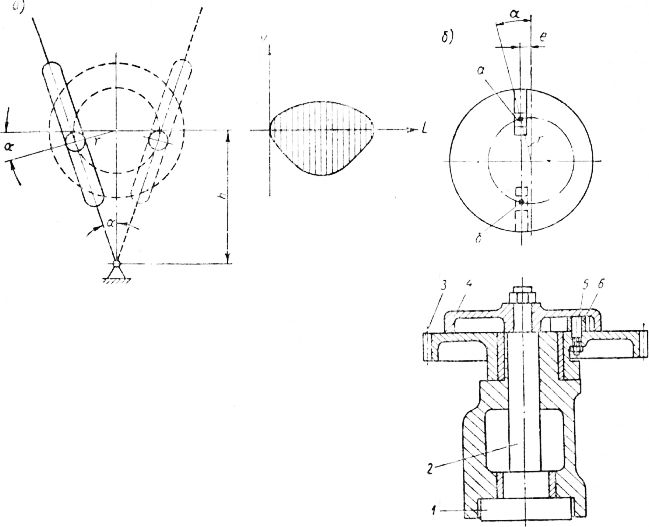
Рис. 14. Кривошипно-щатунные и кулисные механизмы. Кулисный механизм с качающейся коленчатой кулисой применяется в долбежных станках. Кулиса получает движение от кривошипной шестерни. На кривошипном пальце, который может перемещаться по радиальному пазу кривошипной шестерни, сидит кулисный камень. Кулисный камень входит в паз кулисы и при вращении кривошипной шестерни сообщает кулисе качательное движение вокруг неподвижной оси. Кулиса связана шатуном с ползуном долбежного станка. Изменение длины хода ползуна осуществляется перестановкой кривошипного пальца в радиальном пазу кривошипной шестерни. В поперечнострогальных станках применяется вариант кулисного механизма, представленный на рис. 14, в. Так же как в предыдущем случае, кривошипная шестерня2сообщает качательное движение кулисе около оси. Кулиса связана шатуном с колодкой, которая может переставляться относительно ползуна. На поперечнострогальных станках встречаются различные модификации подобного кулисного механизма. Кулиса подвергается значительным изгибающим нагрузкам, поэтому форма кулисы должна обеспечивать ее высокую прочность и жесткость. Вместе с тем для уменьшения динамических нагрузок, возникающих при реверсировании, кулиса должна обладать по возможности меньшей массой. Кулисам современных поперечнострогальных станков придается форма, показанная на рис. 14, г. Кривошипная шестерня выполняется либо цельной, либо с насадным венцом. В пазу кривошипной шестерни перемещается ползушка, выполненная заодно с кривошипным пальцем. Установка ползушки производится с помощью винта, который вращается в подшипнике. При установке кривошипного пальца в требующееся положение винт поворачивают вручную через конические шестерни 2—3. При крайних положениях ползуна ось кулисы является касательной к окружности, описываемой кривошипом. При вращении по направлению часовой стрелки ходу вперед соответствует поворот кривошипной шестерни на угол 180° + 2а, а ходу назад — поворот на угол 180°—-2а. Соответственно при постоянной скорости вращения кривошипной шестерни время хода вперед (рабочего хода) меньше времени хода назад (холостого хода). Так как величины ходов вперед и назад одинаковы, средняя скорость прямого хода меньше средней скорости обратного хода. Отношение скорости прямого и обратного ходов зависит от угла а, который является функцией величины радиуса кривошипа, а соответственно и настроенной длины хода. При малой длине хода скорость обратного хода немного превышает скорость прямого. Кулисный механизм с вращающейся кулисой позволяет получить постоянное отношение скорости обратного и прямого хода независимо от настроенной длины хода. Ось вращения кривошипной шестерни смещена относительно оси вращения кулисы на величину е. Радиус г кривошипного пальца постоянный. Кулисный камень, сидящий на кривошипном пальце, входит в паз вращающейся кулисы. При повороте кулисы на 180° из положения а в положение б при вращении по часовой стрелке кривошипный палец повернется на угол 180° + 2а, а при повороте кулисы на следующие- 180° — на угол 180°—2а. Большему углу поворота кривошипной шестерни соответствует рабочий, меньшему — холостой ход. Рабочий орган получает движение от кривошипного диска, который сидит на одном валу с вращающейся кулисой. Механизм с вращающейся кулисой применяется на ряде моделей долбежных и на некоторых моделях поперечнострогальных станков.
Рис. 15. Кулисные механизмы: К. п. д. передачи винт—гайка и червячно-реечной передачи может быть вычислен на основе общеизвестных формул. Однако, как указывалось выше, к. п. д. передачи, преобразующей вращательное движение в прямолинейное, в значительной мере определяет величины крутящих моментов, приложенных к звеньям кинематической цепи, от которых зависят размеры звеньев, приведенный момент инерции кинематической цепи и мощность приводного электродвигателя, оказывающие существенное влияние на точность остановки в системах автоматического управления и точность функционально связанных перемещений при следящих приводах. Поэтому в ряде случаев оказывается целесообразным произвести уточненное определение к. п. д. винтовой или червячно-реечной передачи.
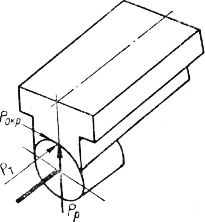
Рис. 16. Схема действия сил в червячно-рееч-ной передаче.
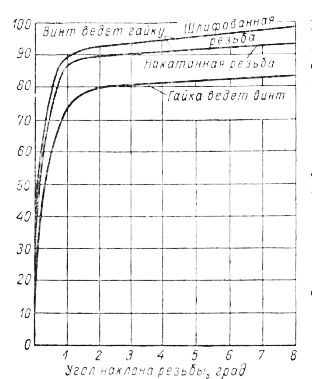
Рис. 17. К. п. д. передачи винт— гайка с циркулирующими шариками. При большом диаметре реечной шестерни к. п. д. определяется, как произведение к. п. д. отдельных звеньев, при малом диаметре реечной шестерни, когда диаметр вала мало отличается от диаметра начальной окружности шестерни, потери в опорах следует вычислять по общеизвестной методике. Для других схем угол а определяется на основании соответствующих тригонометрических формул. Точное определение сил, действующих в звеньях кулисного механизма, довольно трудоемко и может быть проведено на основании использования общих методов теории машин и механизмов с учетом сил инерции. Обычно за расчетное усилие на пальце кривошипа принимают усилие при среднем положении кулисы, определяемое из уравнения моментов относительно оси вращения кулисы. В этом положении силы инерции равны нулю и необходимо учитывать только силы резания, веса и трения в направляющих. Реклама:Читать далее:Конструкция кулачковых механизмовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|