|
|
Категория:
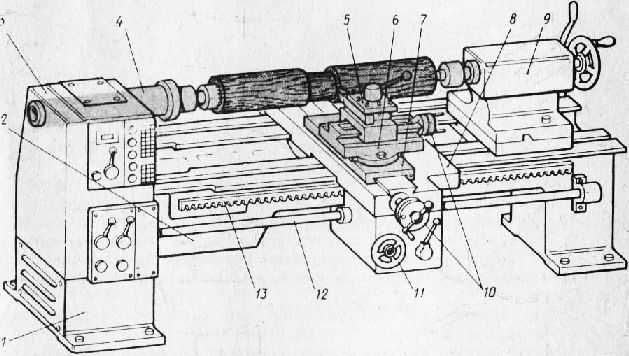
Деревообрабатывающие станки Конструкция станков. В зависимости от формы обрабатываемых деталей и типа подачи различают: станки токарные с подручником для обработки заготовок с наибольшим диаметром 400 и длиной 1600 мм (ТП40-1); станки токарные с механической подачей суппорта для обработки заготовок длиной 1600 мм с наибольшим диаметром 400 мм (ТС40) и 630 мм (ТС63); станки лоботокарные для обработки заготовок типа дисков с наибольшим диаметром 3000 мм (ТЛ30-1). Токарный станок с механической подачей суппорта и приставным лобовым устройством ТС40 показан на рис. 1. Две тумбы поддерживают станину, на которой установлены передняя бабка, суппорты и задняя бабка. Шпиндель станка приводится во вращение от двух-скоростного электродвигателя через клиноременную передачу и трехступенчатую коробку передач, которые размещены в передней бабке. Шпиндель вращается с частотой 250…2500 об/мин. Продольный суппорт приводится в движение от шкива, укрепленного на шпинделе, через ременную передачу, коробку передач, ходовой вал и зубчато-реечную передачу с рейкой. Кроме того, его можно перемещать вручную маховичком.
Рис. 1. Токарный станок с механической подачей суппорта и приставным лобовым устройством ТС40:
1 — тумба, 2 — станина, 3 — передняя бабка, 4 — шпиндель, 5 — резцедержатель, 6 — дополнительный продольный суппорт, 7 — поперечный суппорт, 8 — продольный суппорт, 9 — задняя бабка, 10, 11 — маховички, 12 ~ ходовой вал, 13 — рейка
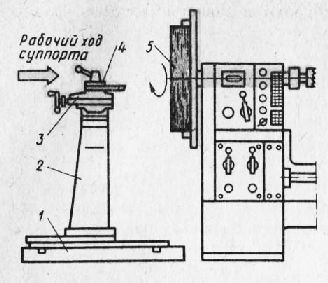
Режущий инструмент закрепляют в резцедержателе, который выполнен поворотным и приводится в движение поперечным суппортом и дополнительным продольным суппортом вручную маховичками. При ручных работах используют ручной токарный инструмент и подручник, который устанавливают на направляющие станка, а суппорт отводят в крайнее нерабочее положение. Лобовое устройство станка (рис. 2) снабжено суппортом с поворотным резцедержателем. Это устройство используют для обработки заготовок диаметром до 600 мм. Их закрепляют на планшайбе, установленной на другом конце шпинделя. Частоту вращения шпинделя выбирают в зависимости от диаметра заготовки и ее прочности. При больших диаметрах следует устанавливать минимальную частоту вращения шпинделя. При установке планшайбы диаметром 400 мм частота вращения шпинделя не должна превышать 800 об/мин. Частоту вращения уменьшают рукояткой переключения пары зубчатых колес или изменением частоты вращения многоскоростного электродвигателя. Скорость главного движения резания для древесины мягких пород должна составлять 10…12 м/с, твердых пород — 0,5…3 м/с. Продольная подача на один оборот шпинделя должна составлять: для черновой обработки 1,6…2, для чистовой — не более 0,8 мм. Чем выше требования к шероховатости поверхности, тем меньше должна быть скорость продольного движения подачи. Поперечная подача на один оборот шпинделя не должна превышать 1,2 мм. Настройка станков. При настройке токарных станков необходимо: выбрать резец и закрепить его в резцедержателе (для станков с механической подачей); установить планшайбу или зажимной патрон; выбрать и закрепить подручник (для станка с ручной подачей) или копирную линейку (для станков с механической подачей); установить и закрепить обрабатываемую заготовку в станке; опробовать станок на холостом ходу; установить частоту вращения шпинделя и скорость подачи; обработать и проконтролировать пробные детали. Требуемый резец выбирают в зависимости от характера выполняемой работы. Для первоначальной черновой обработки используют обдирочный резец, для окончательной — чистовой резец с прямым лезвием. При механической подаче резец крепят в резцедержателе винтами. Для уменьшения времени на переналадку применяют специальные поворотные головки, где одновременно укрепляют несколько резцов различного назначения.
Рис. 2. Приставное лобовое устройство токарного станка ТС40:
1 — основание, 2 — стойка, 3 — суппорт, 4 — резцедержатель, 5 — планшайба станка
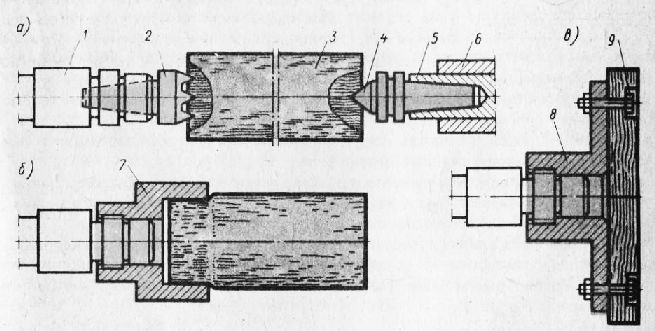
Средства крепления заготовки подбирают в зависимости от ее формы и размеров. Для крепления длинных заготовок используют передний и задний центры (рис. 3, а). Передний центр выполнен в виде трехзубого поводка с коническим хвостовиком, которым он вставляется в конусное отверстие шпинделя. Задний центр имеет конусную и заостренную части и закрепляется в пиноли задней бабки. Для уменьшения трения и повышения надежности крепления заготовки задний центр устанавливают на подшипник, что обеспечивает его вращение вместе с заготовкой.
Рис. 3. Крепление заготовки в токарных станках:
а — в центрах, б — в патроне, а - на планшайбе; 1 — шпиндель, 2 — передний центр, 3 — заготовка, 4 — задний центр, 5 — пиноль, 6 — задняя бабка, 7 — патрон, 8 — планшайба, 9 — болт
В зависимости от длины обрабатываемой заготовки заднюю бабку перемещают по направляющим станины и фиксируют в заданном положении. Закрепляют заготовку, выдвигая пиноль из бабки до тех пор, пока центры внедрятся в торцы заготовки и будут надежно удерживать ее при вращении. Для точения конусных деталей корпус задней бабки следует переместить в поперечном направлении регулировочным винтом и зафиксировать стопорным устройством. Патроны предназначены для крепления коротких заготовок. Патрон имеет резьбу, посредством которой он навинчивается на шпиндель. Заготовку укрепляют в патроне путем плотной посадки ее конца в отверстие патрона. Используют также цанговые патроны и патроны с раздвижными кулачками. Для закрепления заготовок малой длины и большого диаметра применяют планшайбы. Планшайбу навинчивают на шпиндель. Заготовку крепят к планшайбе винтами или болтами. При обработке фасонных изделий на задней стороне станины на кронштейнах укрепляют копирную линейку, форма которой подобна форме готовой детали. При включении подачи суппорт перемещается по криволинейной траектории и резец воспроизводит заданную форму детали. Работа на станках. Станочник берет очередную заготовку и устанавливает ее в станок. Перед установкой следует проверять качество каждой заготовки. Нельзя обрабатывать заготовки с отщепами, трещинами и сучками, так как при вращении под действием центробежных сил и сил резания они могут разрушиться. При закреплении заготовки необходимо следить за правильным положением ее продольной оси относительно центров станка. Эксцентричное крепление может явиться причиной брака детали или ее разрушения при вращении. При ручных работах необходимо проверить надежность крепления резца к деревянной рукоятке. Резец удерживают двумя руками: правой за ручку, а левой за корпус вблизи подручника. Наклон резца на подручнике должен обеспечивать угол резания 45…50°. Подручник устанавливают на станине так, чтобы его рабочая кромка была на уровне центров и находилась вблизи образующей обрабатываемой заготовки, но не касалась ее. По мере уменьшения диаметра и при обработке длинных заготовок подручник переставляют в новое положение по направляющим станины. Подавать резец на деталь следует равномерно, без рывков, не допуская срезания чрезмерно толстых стружек. После обдирки резец заменяют и выполняют чистовое точение с малой подачей. Стружка в этом случае должна быть по возможности непрерывной ленточной и равномерной толщины. В процессе обработки периодически контролируют форму детали шаблона. При использовании калибра или измерительного инструмента со шкалой станок выключают и только после полной остановки детали ее измеряют. Реклама:Читать далее:Назначение шлифовальных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|