|
|
Категория:
Сварочные работы Контактную точечную сварку применяют для соединения арматурных стержней вкрест при изготовлении сварных арматурных сеток и каркасов, а также для выполнения нахлесточных соединений арматурных стержней классов A-I—A-III диаметрами 6—25 мм с плоскими элементами листового или профильного проката из стали марки Ст.З толщиной 3—10 мм при изготовлении закладных деталей железобетонных изделий. Точечная сварка пересекающихся стержней должна производиться ^на специализированных или стандартных контактных точечных машинах. При выборе машин следует иметь в виду, что при одинаковой возможности сварки заданных соединений на машинах общего назначения и специализированных применение последних более целесообразно. Многоэлектродные машины автоматического действия рентабельны лишь при использовании в специализированных крупных арматурных цехах. Диаметр рабочей (контактной) части электрода следует выбирать по табл. 33, где под наружным из свариваемых стержней понимается стержень, находящийся в контакте с поверхностью электрода. Электроды должны быть установлены в свечи машины так, чтобы их оси не были заметно (не более 3°) перекошены и совпадали друг с другом без значительного (не более 1 мм) эксцентриситета. По мере износа и деформации в процессе сварки контактных поверхностей электродов их торцы нужно затачивать, заточку электродов с плоской контактной поверхностью следует производить на токарном станке. Допускается запиловка контактных поверхностей электродов. Для предупреждения чрезмерного износа и деформаций электродов должно быть обеспечено достаточное их охлаждение проточной водой. Режим сварки Основными параметрами режима точечной сварки, на который необходимо настроить машину, являются: Указания по настройке регуляторов времени и системы сжатия машины приведены в заводских инструкциях, прилагаемых к машинам. При назначении режима сварки стержней с различным сочетанием диаметров его следует определять по стержню с наименьшим диаметром, а диаметр контактной поверхности электрода — по диаметру наружного стержня. При сварке двух стержней, один из которых гладкий, а другой — периодического профиля, режим сварки выбирают для стержня периодического профиля.
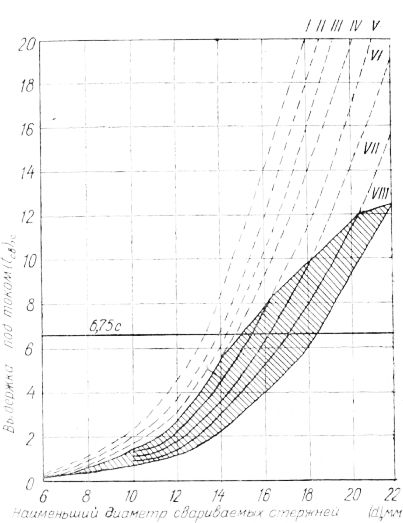
Рис. 1. Режимы сварки крестовых соединений стержней периодического профиля классов А-П и А-П! на машине Л1ТП-75: Если привод сжатия в имеющейся машине обеспечивает получение усилия сжатия менее рекомендуемого, то можно ограничиться наибольшим усилием сжатия, развиваемым машиной.
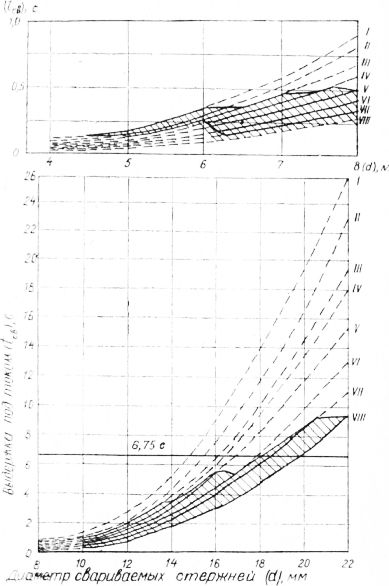
Рис. 2. Режимы сварки крестовых соединений гладких стержней класса A-I на машине типа МТП-75:
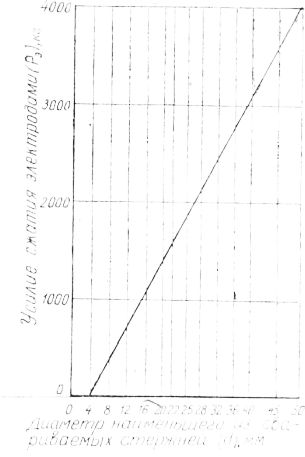
Рис. 3. Рекомендуемые усилил сжатия электродами для контактной точечной сварки пересекающихся стержней арматуры периодического и гладкого профилей При токе большем, чем минимально необходимый, выбранный по графику, указанные выше отношения d2/d 1 можно увеличить пропорционально току. Для достижения примерно одинаковой прочности сварных точек в арматурных сетках шунтируемые точки следует сваривать на более высокой ступени трансформатора или при большей выдержке под током. Степень изменения режима сварки определяется опытным путем. Номерами показана очередность сварки узлов сетки, при другом порядке сварки положение шунтируемых и нешунтируемых точек изменится. В процессе контактной точечной сварки крестовых соединений стержней диаметром более 25 мм рекомендуется применять проковочные давления контактной машины; усилие проковки следует принимать из расчета 6—7 кг на 1 мм2 площади сечения стержня меньшего диаметра в соединениях стержней неодинакового диаметра. Сварку крестовых соединений из разнородных сталей, а именно A-II или A-III, между собой или со стержнями класса A-I следует выполнять при режиме, выбранном для стержней более высоких классов. Если менее прочные при высокой температуре стержни класса A-I перерезаются при выбранном режиме более прочными стержнями классов A-II или A-III, режим сварки следует ужесточить, повысить ступень трансформатора и уменьшить выдержку под током.
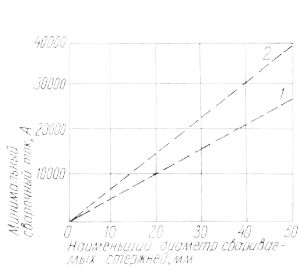
Рис. 4. Минимально необходимые начальные сварочные токи 12 (А) для контактной точечной сварки пересекающихся стержней:
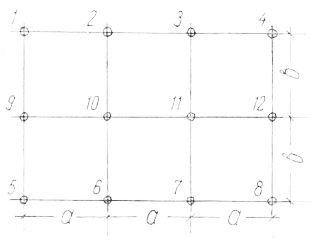
Рис. 5. Схема арматурной сетки с точками шунтируемыми (контурами различной длины) и нешун-тируемыми При правильно установленных параметрах режима сварки крестовых соединений арматурных стержней последние углубляют друг друга, т. е. должна быть обеспечена осадка стержня в стержень. Реклама:Читать далее:Сварка тавровых соединений стержней с плоскими элементамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|