|
|
Категория:
Деревообрабатывающие станки При наладке и эксплуатации станков периодически проверяют их настроечные размеры, контролируют загрузку электродвигателей и скорость подачи, размеры и форму обработанных деталей. Для проверки используют универсальные измерительные инструменты, приборы и контрольно-установочные приспособления. Поверочная линейка предназначена для измерения отклонений поверхности от прямолинейности или плоскостности. При проверке горизонтальных поверхностей с установкой линейки на опоры расстояние между опорами должно быть равно 5/6 длины линейки. Опоры располагают от концов линейки на расстоянии 2/3 ее длины. Рекомендуемые точки опоры обозначены на линейке штрихами. Поверочный угольник служит для контроля неперпендикулярности смежных поверхностей деталей и сборочных единиц. Щуп (рис. 1, а) предназначен для измерения зазора между двумя сопрягаемыми поверхностями. Щуп выполнен в виде набора калиброванных пластинок различной толщины, укрепленных между двумя щечками, которые предохраняют пластинки от повреждения. Концевые меры длины — стальные плоскопараллельные прямо-Угольные плитки или цилиндрические стержни с двумя зеркально отполированными параллельными поверхностями, расстояние между которыми является их номинальным размером. Каждая плитка воспроизводит только один размер, например 50, 25, 10 мм. Плитки комплектуют в наборы. Например, в наборе № 4 содержится десять концевых мер с градацией номинальных размеров 1 мкм. Уровень применяют для проверки отклонений от горизонтальности. Уровни выпускают с отсчетом по ампуле брусковые (рис. 1,б) и рамные (рис. 1, в). Рамный уровень имеет четыре рабочие поверхности, благодаря чему он удобен для проверки как горизонтальных, так и вертикальных поверхностей. При отклонении пузырька воздуха отсчитывают количество делений по шкале, нанесенной на ампуле.
Рис. 1. Инструменты:
а — щуп, б — брусковый уровень, в - рамный уровень, г — приспособления для про- индикатор, д — магнитная стойка, е — контрольная оправка, верки точности станков: ж — контрольный диск; 1 — пузырек воздуха, 2 — ампула, 3 — указатель оборотов, 4 — измерительный наконечник, 5 — циферблат, 6 — стрелка, 7 — основание, 8 — штатив, 9 — индикатор, 10 — винт, 11 — конический хвостовик, 12 — цилиндрическая часть
Индикатор часового типа (рис. 1, г) предназначен для измерения отклонений детали от правильной геометрической формы и взаимного расположения поверхностей. Выпускают индикаторы с пределом измерений 0…2, 0…5 и 0…10 мм и ценой деления 0,01 мм. Индикатор снабжен циферблатом 5, стрелкой 6, указателем оборотов 3 и измерительным наконечником 4. При перемещении измерительного наконечника на 1 мм основная стрелка 6 сделает один оборот, а стрелка указателя оборотов повернется на одно деление. Магнитная стойка с индикатором (рис. 1, (5) служит для измерения биения шпинделей, валов и других вращающихся деталей станка, а также параллельности рабочих поверхностей столов относительно шпинделя. Стойка включает в себя магнитное основание, которым она устанавливается или укрепляется на корпусной, обычно неподвижной, детали станка, штатив и индикатор. Положение измерительного наконечника индикатора относительно измеряемой поверхности регулируют винтом. Контрольные оправки (рис. 1, е) используют при проверке биения и взаимного расположения элементов станка. При наличии в шпинделе конического отверстия применяют оправку с коническим хвостовиком 11 — Цилиндрическую часть 12 оправки используют при измерении. При проверке биения оправку устанавливают по рискам последовательно в четырех положениях с поворотом на 90°. Биение определяется разностью между наибольшим и наименьшим показаниями индикатора. Прямолинейность перемещения суппорта станка или параллельность хода по направляющим проверяют последовательно по двум противоположным образующим оправки, поворачивая шпиндель и опрвку на 180°. Контрольные диски (рис. 1, ж) предназначены для проверки точности вращения шпинделя и опорных шайб или фланцев круглопильных и шипорезных станков. Диск изготовляют достаточно жестким с точными параллельными плоскостями, которые используют при измерении торцового биения индикатором. Диск крепят на шпинделе вместо режущего инструмента и производят проверку при проворачивании шпинделя вручную. Штриховые линейки, складные метры и рулетки изготовляют жесткими, складными и упругими. Пределы измерения жестких линеек от 100 до 1000 мм, упругих — от 150 до 5000 мм. Интервал делений линеек равен 1 или 0,5 мм. Торцовая грань линеек совпадает с нулевым штрихом и является базовой при измерениях. Штангенциркуль (рис. 2, а) служит для измерения линейных размеров деталей. Он имеет две штриховые шкалы — основную и дополнительную (нониус). Нулевой штрих нониуса указывает целое число миллиметров. Номер штриха, совпадающий со штрихом основной шкалы, указывает число десятых долей миллиметра. Например, измеряемый размер равен 30 + 2X0,1 =30,2 мм. Штангенциркули изготовляют с величиной отсчета по нониусу 0,1 и 0,05 мм. Интервал между штрихами основной шкалы равен 1 или 0,5 мм. Допускаемые погрешности штангенциркуля принимаются равными величинам отсчетов по нониусу. Например, на участке шкалы до 1000 мм при величине отсчета 0,1 мм допускаемое отклонение составляет ±0,1 мм. Микрометр (рис. 2,б) с ценой деления шкалы 0,01 мм снабжен скобой с измерительной пяткой, стеблем, микрометрическим винтом и барабаном. Торцовая поверхность винта, обращенная к пятке, являйся измерительной. Трещотка предназначена для обеспечения постоянства измерительного усилия. Для отсчета числа оборотов винта служит продольная шкала. Она нанесена на стебле с интервалом деления 0,5 мм равным расстоянию между двумя соседними штрихами, из которых один расположен сверху, а другой снизу. Сотые доли миллиметра отсчитывают по круговой шкале барабана. Указателем служит продольный штрих, проведенный на стебле.
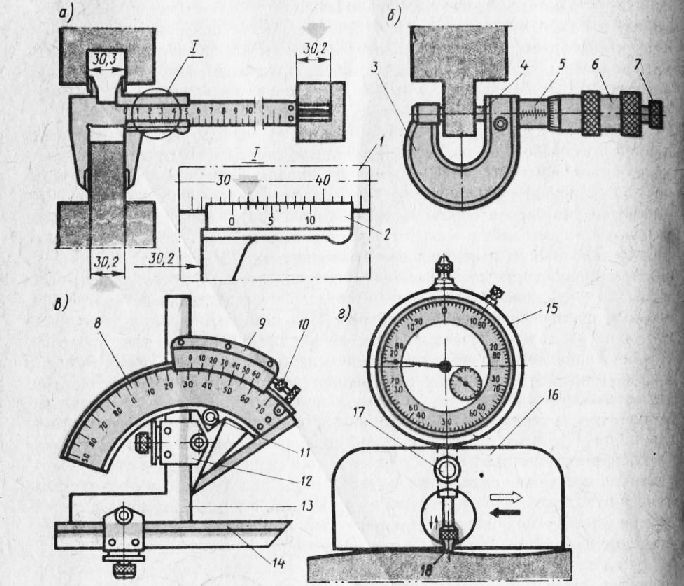
Рис. 2. Измерительные инструменты:
а-штангенциркуль, б — микрометр, в - угломер, г – индикаторный глубиномер; 1 — основная шкала, 2,9 — нониусы, 3 — скоба, 4 микрометрический винт, 5 — стебель, 6 — рабан, 7 — трещотка, 8 — основание, W — винт настройки. II — стопор, 12- державие, 13 — угольник, 14 — съемная линейка, 15 — индикатор, 16 — колодка, 17 — винт, 18 — наконечник
Угломер (рис. 2, в) используют для измерения величины углов наклона двух смежных поверхностей. Угломеры бывают с нониусом и оптические. Угломер с нониусом позволяет измерять углы наружные от О до 180° и внутренние от 40 до 180° с погрешностью не более ±5’. Для измерения угловых параметров режущей части инструментов применяют оптические угломеры. Они снабжены лупой, что обеспечивает отсчет величин углов с погрешностью не более 10” (угловых секунд). Индикаторный глубиномер (рис. 2, г) предназначен для измерения глубины рисок, вырывов, волн и других микронеровностей высотой 800…1600 мкм. В колодке 16 глубиномера винтом укреплен индикатор. Индикатор снабжен ощупывающим наконечником с шаровым сегментом радиусом 4 мм. В свободном состоянии наконечник выступает на 2…5 мм над опорной поверхностью колодки. Перед измерением прибор устанавливают на контрольную плоскую плиту и настраивают индикатор, совмещая стрелку с нулевым делением шкалы. При контроле прибор устанавливают на измеряемую поверхность так, чтобы его наконечник касался дна впадины. Высоту неровности определяют отсчетом по шкале индикатора. Микроскоп ТСП-4 используют для измерения неровностей разрушения и упругого восстановления величиной Rtumax в диапазоне 100… 800 мкм, а также 800… 1600 мкм, за исключением волнистости. Работа прибора основана на методе теневого сечения профиля поверхности. К измеряемой поверхности подводят нож с прямолинейным лезвием, которое освещают пучком параллельных лучей света. Возникающие тени от неровности наблюдают в микроскоп и измеряют с помощью окуляра-микро-метра. Двойной инструментальный микроскоп МИС-11 предназначен для лабораторного исследования шероховатости поверхности с Rrrimax до 60 мкм. Образцы сравнения (эталоны) используют в условиях цеха на рабочих местах. Изготовляют их из того же матерлала, что и обрабатываемую деталь, и аттестуют с помощью микроскопов МИС-11 и ТСП-4. При массовом производстве для контроля размеров деталей применяют калибры. В зависимости от назначения рабочие калибры бывают следующих видов: – калибры-пробки (рис. 3, а) -для контроля диаметра высверливаемых отверстий; – калибры-скобы (рис. 3, б) — для контроля длины, ширины и толщины изделий, а также расстояний между заплечиками зашипованных деталей; – калибры-нутромеры — для контроля внутренних размеров продолговатых гнезд и проушин шириной 3…18 мм, длиной 6…120 мм, а также проемов размерами 120…1500 мм; – калибры-глубиномеры или уступо-меры — для контроля глубины пазов, высоты заплечиков, ширины четвертей и т. п.; – комбинированные калибры — для контроля толщины шипов и высоты заплечиков (рис.13, в). Применение такого калибра снижает затраты времени на измерение детали. Предельные калибры маркируют Надписями с обеих сторон с обозначением номинального размера, основного отклонения и номера соответствующего квалитета. Проходную и непроходную стороны калибра маркируют буквами ПР (проходная) и НЕ (непроходная). Размер одной стороны соответствует наименьшему, а другой — наибольшему предельному размеру контролируемой детали. У калибров, предназначенных для измерения глубины и высоты уступов, заплечиков и пазов, обозначают: Б — большая сторона, М — меньшая сторона.
Рис. 3. Калибры:
а — пробка для контроля диаметра отверстия, б — скоба для контроля толщины детали, в - комбинированный калибр
Калибры следует хранить в сухом вентилируемом и отапливаемом помещении при температуре (20+5) °С в закрытых шкафах или на специальных стеллажах, защищенных от пыли. Металлические калибры повышенной точности хранят в деревянных футлярах, оклеенных внутри сукном или другим мягким материалом. При контролировании изделий предельными калибрами измерительные поверхности должны быть чистыми; нельзя использовать калибры для выполнения других работ, кроме измерения; не следует измерять изделие, если температура и влажность древесины или помещения превышают эксплуатационные. Точность изготовления и степень износа рабочих калибров проверяют эталонными контрольными калибрами (контркалибрами) и концевыми мерами длины. Рабочие калибры контролируют 1 раз в месяц. Калибры в деревообработке должны отвечать требованиям ГОСТ 15876-70. Манометры применяют для контроля давления сжатого воздуха, жидкости или пара. Выражают давление в Паскалях (Н/м2). Электроизмерительные приборы используют для измерения электрических величин: напряжение и мощность — вольтметром, силу электрического тока — амперметром. По показаниям амперметра судят о степени загрузки электродвигателя станка, а также о превышении допустимых припусков на обработку или затоплении режущего инструмента. Реклама:Читать далее:Точность, наладка и настройка станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|