|
|
Категория:
Граверное дело Копирование по увеличенным моделям и шаблонам. Различие между моделью и шаблоном (копиром) заключается в следующем. Представление о пресс-форме, матрице, мастер-пуансоне связано с понятием рельефа. Они изготовляются на станке со свободно подвешенным пантографом и требуют в качестве образца увеличенных моделей. Шрифты же, различные шильдики, печати и т. п., изготовляемые плоским гравированием на пантографе (в этом случае перемещающимся только в горизонтальной плоскости), требуют в качестве образца увеличенные шаблоны или копиры. Копирование по увеличенным моделям, копирам и шаблонам обладает следующими принципиальными преимуществами. Модель и копир в большинстве случаев могут быть выполнены на станке с пантографом, так как он пригоден также для увеличения изготовляемых изделий. Изготовляемые из легко обрабатываемых материалов (эбонита, плексигласа, латуни и т. д.), и могут быть выполнены в несколько раз быстрее ° проще, чем оригинал из стали. Увеличенный масштаб модели допускает более точный контроль ее размеров и уменьшает погрешность при гравировании. Станок с пантографом повышает производительность труда, что в некоторой мере компенсирует затраты времени на изготовление модели или копира, а иногда даже значительно экономит рабочее время. Принимая во внимание, что вместе с уменьшением копии сокращается также и число возможных погрешностей, предел допускаемых погрешностей при изготовлении копира или модели можно устанавливать соответственно свободнее, так как отклонение в точности модели или копира, составляющее, например, 0,1 мм, при передаточном отношении плеч пантографа 1:5 снижается до 0,02 мм. Изготовление моделей и копиров на станке с пантографом. При наличии готовых пуансонов, штампов или других инструментов изготовление моделей или копиров значительно упрощается. Чтобы получить увеличенную копию с поврежденного или использованного инструмента (например, штампа), ощупывающий палец устанавливают на место шпинделя, а шпиндель вместе с приводом — на место пальца. При таком использовании пантографа вследствие обратного отношения его плеч можно изготовлять копиры только из мягких материалов, например из дерева твердых пород (пальма, груша) и из плексигласа. Изготовленная с помощью пантографа модель (при двух- или десятикратном увеличении) точно соответствует оригиналу и нуждается только в легком выравнивании — доводке. Преимущество изготовления моделей или копиров механическим способом на станке с пантографом особо выявляется при выполнении более сложных форм. Углубленные граверные работы требуют, как правило, применения углубленных шаблонов или копиров, а выпуклое гравирование — выпуклых шаблонов. Углубленные шаблоны в некоторых случаях могут служить для выпуклых работ, когда пантограф предназначается для выполнения лишь контуров формы и когда лишний материал удаляется без участия шаблона либо путем свободного ведения пантографа от руки, либо путем вращения рукоятки рабочего стола пантографа. Материалы, применяемые для изготовления моделей или копиров, должны допускать как механическую, так и ручную обработку. При выборе материала для изготовления копиров большое значение имеет требуемая точность гравирования данной детали. Гладкая штамповочная матрица несложной конфигурации может быть отгравирована с копира, изготовленного из плексигласа или из древесины твердых пород, даже если она имеет некоторые резко выступающие части. Для более сложных граверных работ применяют копиры из более твердого материала, например из латуни. Выбор материала зависит также от числа деталей. Например, если требуется отгравировать 200—300 деталей, то изготовить копир можно из органического стекла, эбонита. При гравировании крупных партий деталей для этой цели применяют материалы с большей твердостью, чем органическое стекло, например латунь марки ЛС59. В тех случаях, когда шаблоны предназначаются для длительного использования (массовое производство продукции) и подвержены усиленному изнашиванию, целесообразно изготовлять их из стали. Вместе с тем необходимо помнить, что износоустойчивость объемных моделей, копиров и шаблонов зависит не только от прочности материала, из которого они изготовлены, но и от качества заправки и доводки рабочей поверхности ощупывающего пальца пантографа. Расчет, разметка и изготовление копиров. Выбрав нужный материал, отрезают заготовку определенного размера с учетом наиболее выгодного масштаба предполагаемой настройки плеч пантографа, затем приступают к расчету и разметке копира. Чтобы определить масштаб копирования, необходимо учесть размеры гравируемой детали и требуемую точность ее изготовления. Если требуется, например, изготовить копир без особой точности, то его делают в масштабе 1:2. При этом все размеры, указанные в чертеже гравируемой детали, увеличиваются вдвое. Для копиров, которые надлежит изготовить в других масштабах, соответственно и с другой настройкой плеч пантографа (не 1:2, а 1:3 или 1:4), и расчет, естественно, ведется согласно этим данным.
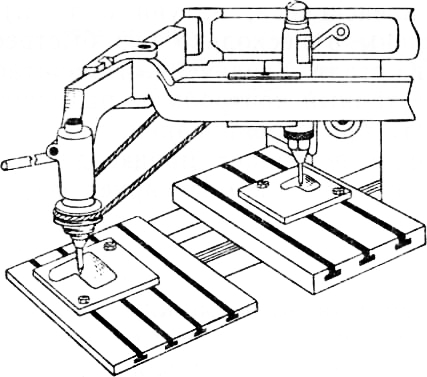
Рис. 1. Увеличивающий механизм пантографа Надо, например, изготовить копир в масштабе 1:3. Следовательно, если на чертеже детали длина текста равна 60 мм, а высота букв 4 мм, то на копире для такой детали длина текста должна быть втрое больше, т. е. 60X3=180 мм, а высота букв 4X3=12 мм. Расчет модели, копира или шаблона и последующую разметку на них необходимо вести чрезвычайно внимательно. Лишь после тщательной проверки всех данных приступают к гравированию копира по произведенной разметке. Следует помнить, что незначительная ошибка во время разметки повлечет за собой неправильное изготовление копира, вследствие чего понизятся его эксплуатационные данные или он будет забракован. Дефектные копиры иногда могут быть использованы при гравировании некоторых частей изделия, но производительность и качество процесса гравирования будут значительно снижены. Копиры, изготовленные в масштабе 1:3, являются копирами средней точности, в масштабе 1:4 и выше — копирами высокой точности. Последние рационально применять при гравировании деталей, на которых требуется очень точное расположение текста с различными обозначениями малого размера. Таким образом, чем выше масштаб копирования, тем точнее изготовляются копиры и соответственно детали. Разметка копиров ведется с помощью штангенциркуля с хорошо заправленными ножками. Это особенно важно при изготовлении точных или особо точных копиров, когда речь идет о гравировании деталей, содержащих в себе такие элементы, как дуговые, круглые и продольные шкалы с толщиной рисок от 0,3 до 0,05 мм. После расчета и разметки копира производят гравировку на пантографе или, в редких случаях, вручную. Прежде чем приступить к гравированию деталей с вновь изготовленного копира, его необходимо тщательно проверить, в особенности если гравированию подлежат дорогостоящие трудоемкие детали, брак в которых недопустим. Точная проверка нового копира ведется следующим образом. Плечи пантографа настраивают согласно масштабу изготовленного копира, который закрепляют на копирном столе пантографа в нужном месте. Затем на рабочем столе пантографа (с учетом настройки) устанавливают подлежащую гравированию предварительно размеченную заготовку и настраивают рабочий стол с деталью относительно стола с копиром. Делается это путем соответствующих передвижений рабочего и копирного столов методом сопряжения ощупывающего пальца с определенными точками на копире, а резца-фрезы — с этими же точками на закрепленной на рабочем столе размеченной заготовке. Если все сопрягаемые точки совпадают, то копир можно считать изготовленным правильно и пригодным к работе. Для ускорения и удобства проверки копира с успехом применяют специально сконструированный для этой цели проверочный плавающий карандаш. После настройки пантографа в цанге шпинделя вместо резца закрепляют плавающий карандаш с остро заправленным грифелем. Затем по копиру производят движения ощупывающим пальцем, как это делается во время обычного гравирования, предварительно опустив рычаг шпинделя так, чтобы грифель карандаша касался поверхности детали и рисовал изображение будущей гравировки. Такой метод проверки копира точно показывает его правильность или дефекты без малейшего, однако, риска повреждения (при настройке пантографа) сложной дорогостоящей детали. Был разработан и внедрен еще более продуктивный метод для расчета и разметки копиров, позволяющий во много раз сократить затрату рабочего времени на эту операцию. Копир, изготовленный таким методом, не нуждается в проверке, и сам метод, по существу, служит для поиска ошибок в чертежах и деталях. В данном методе, прежде чем приступить к пазметке копира, размечают первую деталь; если какой-либо размер в чертеже неверен, то во время разметки на детали этот дефект обязательно выявится, что и является, по сути дела, механическим контролем чертежа. Точно размеченную деталь закрепляют на рабочем столе пантографа, предварительно настроив передаточное отношение его плеч на необходимый масштаб. На столе для копиров устанавливают и закрепляют заготовку для будущего копира, а на рабочий конец ощупывающего пальца насаживают разрезную втулку с вмонтированной в нее острой каленой чертилкой. Путем сопряжения резца с определенными точками размеченного текста ощупывающим пальцем, оснащенным чертилкой, производят аналогичные отметки на заготовке будущего копира. Такими приемами одновременно рассчитывают и размечают весь текст копира строчку за строчкой, при этом расчет заменяют точные автоматические движения плеч пантографа. Затем по полученным отметкам гравируют нужные тексты на этом же пантографе с помощью обычных наборных шаблонов, предварительно переустановив заготовку копира на рабочий стол пантографа. Преимущество изложенного метода заключается в том, что основное рабочее время экономится за счет упрощения расчетов чертежных размеров, а также устранения разметки штангенциркулем, как это делалось при старом способе. Наиболее широко применяемые копиры для плоскостных граверных работ изготовляют различными способами. Для копиров, имеющих текстовые обозначения, как правило, используют буквенные и цифровые наборные шаблоны. Размеченную для копира заготовку устанавливают с последующим закреплением на рабочем столе пантографа и отгравировывают весь необходимый текст. Если какой-либо копир кроме слов и цифровых знаков требует специальных рисунков, кривых диаграмм или схем, то такую гравировку нередко производят вручную. Во всех других вариантах изготовления копиров используют одни и те же приемы и способы, применяемые в различных комбинациях.
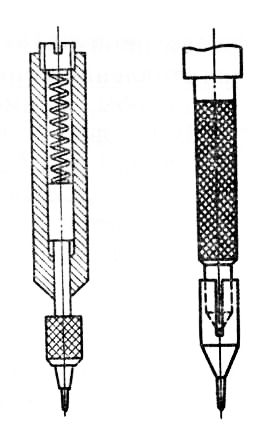
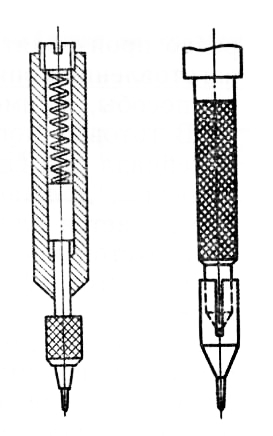
Рис. 2. Плавающий карандаш
Рис. 3. Чертилка для копировального пальца В готовых копирах независимо от того, из какого материала они сделаны, места гравировки, т. е. буквы и цифры, должны быть смазаны машинным маслом. Это делается для того, чтобы одновременно повысить износоустойчивость копира и увеличить маневренность пантографа, необходимую для повышения производительности труда. Нормально заправленная рабочая часть ощупывающего пальца будет легко и плавно скользить по смазанным впадинам выгравированных букв в копире и тем самым увеличивать скорость движения пальца, а с ним и работу пантографа в целом. Изготовление наборных шаблонов. Для продуктивного использования станка с пантографом его необходимо в достаточном количестве снабдить наборными буквенными, цифровыми и другими шаблонами. При оснащении рабочего участка нужно определить число эксплуатируемых станков и, естественно, численность обслуживающего персонала. Для одного пантографа достаточно иметь два-три комплекта цифр и букв высотой 14 мм, два-три комплекта цифр и букв высотой 10 мм, а также два комплекта знаков. Для заводского граверного участка с большим числом пантографов (четыре, пять и более) изготовляют соответственно больше комплектов. Нормальный набор сменных шаблонов для такого участка должен состоять из букв русского, латинского и греческого алфавитов, а также из арабских и римских цифр и различных математических знаков. Способы и приемы изготовления наборных шаблонов могут быть различными, но независимо от этого начинают с ручного гравирования. В некоторых случаях они могут быть полностью отгравированы вручную (включая изготовление заготовок, разметку и гравирование). При механическом способе изготовления шаблонов (на пантографе) также не обойтись без ручного гравирования для изготовления копиров. Иногда для ускорения этого процесса применяют специальные стальные пуансоны для тиснения шаблонов. Материалы, употребляемые для производства наборных шаблонов способом штамповки, должны быть пластичными. Как известно, лучшая приработка каких-либо сопрягаемых с посадкой движения деталей станков или машин может быть достигнута, когда эти детали изготовлены из разнородных материалов. Если учесть, что ощупывающий палец изготовлен из стали марки У8А с соответствующей термической обработкой, то лучшим материалом для шаблонов как при ручном, так и при механическом гравировании являются менее пластичные материалы, например латунь марки ЛС59. Заготовки для буквенных и цифровых наборных шаблонов изготовляют фрезерованием из листовой латуни толщиной 2—3 мм. Форму этих заготовок определяют пазы копирного стола пантографа (в которых набирают тот или иной текст), имеющие форму ласточкина хвоста. Стандартная ширина паза копирного стола пантографа определяет высоту заготовки будущего шаблона. Ширину заготовки определяют в зависимости от высоты знака и от его формы. На практике достаточно часто возникает необходимость в гравировании букв или цифр большего размера, чем позволяет паз копирного стола пантографа (15—20 мм). Такие буквы обычно гравируют вручную на соответствующих заранее изготовленных пластинках, которые после изготовления знаков закрепляют на копирном столе пантографа при помощи специальных прижимов.
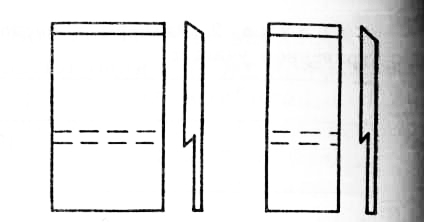
Рис. 4. Новая конструкция заготовок для изготовления наборных шаблонов больших размеров Такой способ гравирования весьма сложен и трудоемок, в результате чего значительно снижается производительность труда гравера. Чтобы избежать этого, была разработана и внедрена в производство новая конструкция заготовок для изготовления наборных шаблонов большого размера. Конфигурация их позволяет изготовлять на своей поверхности знаки практически любого размера (25—50 мм и более). При составлении текста они могут быть быстро набраны (в сочетании с наборными шаблонами других размеров) в пазу копирного стола пантографа. Закрепление их на копирном столе пантографа осуществляется обычными приемами. Кроме того, новая конструкция наборных шаблонов значительно расширяет производственные возможности станка с пантографом. Угол ласточкина хвоста у заготовки шаблона должен соответствовать углу паза копирного стола пантографа. Например, для изготовления цифровых шаблонов с размером шрифта 14 мм ширина заготовки должна быть 11,4 мм (кроме единицы), для шрифта размером 10 мм — 8,3 мм и т. д. Ручной способ изготовления наборных шаблонов состоит в следующем. Прежде всего производят тщательную разметку буквы или цифры и гравируют «в ну-тоо» контур знака. При этом форма штриха должна быть конусообразной, под углом 45—50° в любой точке пересечения штриха в поперечнике. Гравер должен стремиться к тому, чтобы в местах стыков и сопряжений линий контура букв сохранять заданный угол, глубину гравирования штриха и не допускать «ступенек» (переходы линий должны быть плавными). Если не будут соблюдены эти обязательные условия, то все упомянутые возможные недочеты замедлят процесс гравирования и ухудшат качество гравировки. Кроме того, при шаблоне с наличием «ступенек» в местах стыка и т. п. ощупывающий палец пантографа может застрять, внезапно соскочить или вовсе вырваться за пределы шаблона, результатом чего будет непоправимый брак, так как резец повторит движение пальца.
Рис. 5. Форма заготовок для наборных шаблонов Наборные шаблоны необходимо гравировать точно по разметке так, чтобы после набора любого текста в пазе копирного стола пантографа и гравирования с него все буквы на детали находились строго на прямой линии. Кроме того, при изготовлении буквенных или цифровых наборных шаблонов для удобства настройки при их эксплуатации в средней части шаблонов гравируют центровые точки. Хорошие результаты изготовления буквенных или цифровых наборных шаблонов могут быть достигнуты механическим гравированием на пантографе. Самая важная подготовительная работа при этом способе — изготовление гравируемых вручную копиров для наборных шаблонов. Незаменимым материалом для этой цели служит органическое стекло (плексиглас), хорошо поддающееся как ручному, так и механическому гравированию. Кроме того, при изготовлении копиров из плексигласа затрата рабочего времени снижается почти в десять раз по сравнению со временем, необходимым для изготовления копира из латуни. Копиры для шаблонов должны выполняться очень точно, так как от этого зависит качество всей последующей работы и, в свою очередь, качество гравирования с них производственных деталей. Приступая к изготовлению копиров, нарезают заготовки из плексигласа (из листа толщиной 3—4 мм, размерами 60Х Х400 мм получают 15—20 заготовок). Плексиглас нарезают таким образом, чтобы не разорвать защитную мера, чем позволяет паз копирного стола пантографа (15—20 мм). Такие буквы обычно гравируют вручную на соответствующих заранее изготовленных пластинках, которые после изготовления знаков закрепляют на копирном столе пантографа при помощи специальных прижимов. Такой способ гравирования весьма сложен и трудоемок, в результате чего значительно снижается производительность труда гравера. Чтобы избежать этого, была разработана и внедрена в производство новая конструкция заготовок для изготовления наборных шаблонов большого размера. Конфигурация их (рис. 70) позволяет изготовлять на своей поверхности знаки практически любого размера (25—50 мм и более). При составлении текста они могут быть быстро набраны (в сочетании с наборными шаблонами других размеров) в пазу копирного стола пантографа. Закрепление их на копирном столе пантографа осуществляется обычными приемами. Кроме того, новая конструкция наборных шаблонов значительно расширяет производственные возможности станка с пантографом. Угол ласточкина хвоста у заготовки шаблона должен соответствовать углу паза копирного стола пантографа. Например, для изготовления цифровых шаблонов с размером шрифта 14 мм ширина заготовки должна быть 11,4 мм (кроме единицы), для шрифта размером 10 мм — 8,3 мм и т. д. Ручной способ изготовления наборных шаблонов состоит в следующем. Прежде всего производят тщательную разметку буквы или цифры и гравируют «в ну-по» контур знака. При этом форма штриха должна быть конусообразной, под углом 45—50° в любой точке пересечения штриха в поперечнике. Гравер должен стремиться к тому, чтобы в местах стыков и сопряжений линий контура букв сохранять заданный угол, глубину гравирования штриха и не допускать «ступенек» (переходы линий должны быть плавными). Если не будут соблюдены эти обязательные условия, то все упомянутые возможные недочеты замедлят процесс гравирования и ухудшат качество гравировки. Кроме того, при шаблоне с наличием «ступенек» в местах стыка и т. п. ощупывающий палец пантографа может застрять, внезапно соскочить или вовсе вырваться за пределы шаблона, результатом чего будет непоправимый брак, так как резец повторит движение пальца.
Рис. 6. Новая конструкция заготовок для изготовления наборных шаблонов больших размеров Наборные шаблоны необходимо гравировать точно по разметке так, чтобы после набора любого текста в пазе копирного стола пантографа и гравирования с него все буквы на детали находились строго на прямой линии. Кроме того, при изготовлении буквенных или цифровых наборных шаблонов для удобства настройки при их эксплуатации в средней части шаблонов гравируют центровые точки. Хорошие результаты изготовления буквенных или цифровых наборных шаблонов могут быть достигнуты механическим гравированием на пантографе. Самая важная подготовительная работа при этом способе — изготовление гравируемых вручную копиров для наборных шаблонов. Незаменимым материалом для этой цели служит органическое стекло (плексиглас), хорошо поддающееся как ручному, так и механическому гравированию. Кроме того, при изготовлении копиров из плексигласа затрата рабочего времени снижается почти в десять раз по сравнению со временем, необходимым для изготовления копира из латуни. Копиры для шаблонов должны выполняться очень точно, так как от этого зависит качество всей последующей работы и, в свою очередь, качество гравирования с них производственных деталей. Приступая к изготовлению копиров, нарезают заготовки из плексигласа (из листа толщиной 3—4 мм, размерами 60Х Х400 мм получают 15—20 заготовок). Плексиглас нарезают таким образом, чтобы не разорвать защитную бумагу, приклеенную к поверхности органического стекла заводом-изготовителем. После того как заготовки нарезаны, их складывают пакетом и фрезеруют на фрезерном станке все четыре стороны под углом 90° «как чисто». Разметка копиров ведется самым тщательным образом; при этом, если на первой заготовке от нижнего края базы будет проведена линия по всей длине заготовки на расстоянии 10 мм, то это расстояние должно быть повторено с точностью и на всех остальных заготовках. Иначе говоря, расстояние от базы, высота знака и все остальные исходные размеры должны быть абсолютно одинаковыми. Разметку знаков и гравирование по ней следует производить строго по ГОСТ 3454—59 без произвольных отклонений. Во время гравирования копиров с высокой точностью нужно внимательно следить за тем, чтобы не было даже самого незначительного отклонения от произведенной разметки. Когда копиры изготовлены и проверены, рабочие контуры знаков слегка смазывают машинным маслом для лучшего скольжения по ним ощупывающего пальца. Необходимо знать также, что копиры для буквенных и цифровых наборных шаблонов делают по наибольшему размеру, т. е. если требуются наборные шаблоны с высотой знака 20 мм, то копир изготовляют высотой 40 мм (масштаб 1:2). Все шаблоны меньших размеров, например 14, 10 мм, могут быть получены путем перестройки плеч пантографа. Наборные шаблоны, как правило, изготовляют с одной установки. Определив место для установки копира на копирном столе пантографа, копир закрепляют. Чаще всего для этого используют один из пазов копирного стола пантографа, который одновременно является и базой для установки всей партии копиров. На рабочем столе пантографа устанавливают и закрепляют специальное приспособление, обеспечивающее точное и неподвижное положение заготовок в одном и том же положении для гравирования будущих наборных шаблонов. Звенья пантографа настраивают в масштабе 2:1 и окончательно выверяют параллельность установки копира на копирном столе и приспособления с заготовкой на рабочем столе пантографа относительно друг друга. Затем затачивают и заправляют резец-фрезу под углом 45—50°, этим заканчивается настройка станка.
Рис. 7. Приспособление .ля закрепления заготовок при гравировании наборных шаблонов Во время гравирования первого шаблона глубину резания подбирают такой, чтобы ширина штриха на поверхности шаблона была от 1,5 до 2 мм, после чего закрепляют копирный и рабочий столы. Таким образом, ширина и глубина штриха у наборного шаблона остается постоянной для всей изготовляемой партии шаблонов, так как рычаг шпинделя с резцом-фрезой в опущенном рабочем положении настраивается до упора. Наборные шаблоны изготовляют из латуни марки ЛС59, однако, несмотря на некоторую хрупкость этого металла, следует внимательно следить за состоянием резца-фрезы. Чем лучше заправлен режущий инструмент, тем чище будет обработанная поверхность. При замеченном дефекте штриха на шаблоне необходимо прекратить работу и немедленно заправить резец-фрезу, сохраняя при этом заданный угол заточки. В практике механического гравирования на пантографе выяснилось, что наиболее удобными для работы являются наборные шаблоны с высотой знака 20, 14, 10 и 6 мм. Путем перестройки плеч пантографа можно получать знаки высотой от 15 до 1 мм и производить различные граверные работы с наборных шаблонов нескольких размеров. Для удобства набора и сокращения затрат рабочего времени при нахождении нужных знаков наборные шаблоны следует содержать в специальном ящике (кассе) в определенном порядке. Касса для шаблонов состоит из нескольких рядов ячеек; каждая ячейка служит для размещения одного знака. Буквы в ячейках хранятся в алфавитном порядке, а цифры — в последовательности от 0 до 9. Все ячейки замаркированы теми знаками, которые в них хранятся. Например, первая ячейка имеет марку А, следовательно, в этой ячейке должны храниться только шаблоны с буквой А, во второй ячейке — с маркой Б — находятся шаблоны с буквой Б, и т. д. Дно ячейки имеет овальную форму, что обеспечивает быстрый захват букв во время составления текста. Естественно, что для рационального использования кассы гравер должен аккуратно ей пользоваться, т. е. после окончания работы буквы, цифры и знаки необходимо раскладывать по своим ячейкам. Только выполняя это условие, можно достигнуть значительной продуктивности в наборе текстов. Настройка пантографа для гравирования с копира. После освоения различных конструкций фрезерно-копи-ровальных и гравировальных станков с пантографом, их деталей и узлов; ознакомления с видами моделей, копиров, наборных шаблонов, расчетом и разметкой копиров, изготовлением копиров и наборных шаблонов можно приступать к настройке пантографа. Прежде всего следует выяснить целесообразность применения копира. Решающее значение в данном случае имеет число подлежащих гравированию деталей. В мелкосерийном производстве исходят также из трудоемкости их гравирования. Например, для сложных с точки зрения граверной работы деталей, которых требуется не менее 3—5 шт., применение копира будет рациональным. Для детали с особо сложной гравировкой, требующейся в единственном экземпляре, изготовление копира не имеет смысла, так как за время, затраченное на изготовление копира, можно отгравировать требующуюся деталь. В опытном производстве, где граверные работы весьма различны и в течение рабочего дня может понадобиться несколько раз перестроить пантограф, целесообразно применение буквенных, цифровых и других наборных шаблонов, имеющихся при станке. Нужно, например, отгравировать 50 деталей; для них изготовляется копир, исходя из наиболее выгодного масштаба гравирования. Так, если копир изготовлен в масштабе 1:2, то и плечи пантографа настраивают в таком же масштабе. Настроив пантограф в нужном масштабе путем сопряжения рисок на пол-зушках с рисками, обозначенными цифрой 2 на трех звеньях копира, их закрепляют. Затем готовый копир устанавливают на копирном столе пантографа с таким расчетом, чтобы ощупывающий палец при движении охватил всю рабочую площадь копира, т. е. все места, отгравированные на нем, и закрепляют его в этом положении. Копир должен быть смазан машинным маслом, а рабочий конец ощупывающего пальца — иметь глянцевую заправку для лучшего скольжения по гравированным знакам копира. На рабочем столе пантографа устанавливают первую деталь, размеченную в соответствии с заданными размерами на чертеже, рисунок которой сопрягается с соответствующими положениями резца-фрезы на детали и ощупывающего пальца на копире. После выверки параллельности детали относительно копира и закрепления ее при помощи прижимных планок копирный и рабочий столы зажимаются стопорными винтами в горизонтальном положении. Затем с двух сторон детали, принятых за базу, устанавливают и закрепляют специальные упоры, обеспечивающие одно и то же положение всех последующих деталей. Вертикальным перемещением рабочего стола пантографа устанавливают расстояние между ощупывающим пальцем и копиром с тем, чтобы рабочий конец пальца мог опускаться ниже рабочей поверхности копира на 2—3 мм. Делается это для плотного соприкосновения рабочего конца пальца с поверхностью копира, тем самым исключается возможность выскакивания его из букв копира. Копирный стол зажимается стопорным винтом в вертикальном положении. В зависимости от ширины и глубины риски на гравируемой детали в каждом конкретном случае соответствующим образом заправляется резец-фреза. Заправкой резца-фрезы и закреплением его в цанге шпинделя с одновременным определением глубины гравирования заканчивается настройка пантографа. После этого можно приступать непосредственно к гравированию деталей, установленных на его рабочем столе. Настройка пантографа для гравирования с наборных шаблонов. Гравирование с применением буквенных и цифровых наборных шаблонов и настройка пантографа несколько отличаются от настройки и гравирования с копиров. Настройка пантографа для гравирования с наборных шаблонов ведется медленнее. Это объясняется тем, что составление текста, т. е. набор нужных букв и цифр из наборных шаблонов и закрепление их в определенном порядке в пазах копирного стола, требует дополнительной затраты рабочего времени. Однако не следует забывать, что на изготовление копира также тратится рабочее время. Как копиры, так и наборные шаблоны нужно эффективно и рационально использовать. Если деталь может быть отгравирована по наборным шаблонам с одной установки пантографа, то при больших партиях деталей достигается значительная производительность труда. В случае применения наборных шаблонов для гравирования одной-двух деталей (что нередко бывает в опытном производстве) копирный и рабочий столы не закрепляют. Если же по наборным буквенным и цифровым шаблонам надо гравировать многочисленные партии каких-либо деталей, то копирный и рабочий столы рекомендуется заблокировать (закрепить в определенном положении) уже известным нам способом. Прежде чем приступить к настройке пантографа для гравирования по наборным шаблонам, следует определить масштаб гравирования для каждой детали в отдельности. Наиболее рациональными являются масштабы 1:2 или 1:1,5, так как при таких масштабах копирования значительно возрастает площадь охвата заготовки резцом-фрезой с одной установки. Настроив пантограф в масштабе 1:2, тщательно размечают первую деталь, устанавливают и закрепляют ее на рабочем столе пантографа, предварительно обеспечив фиксирующие упоры. На копирном столе укладывают и закрепляют требующийся текст и путем продольных и поперечных перемещений рабочего и копирного столов производят грубую установку. После тщательной заправки резец-фразу закрепляют в цанге шпинделя. Затем производят точную установку: путем сопряжения резца-фрезы с определенными точками предварительно размеченного текста на детали проверяют точность совпадения положений ощупывающего пальца с аналогичными точками в тексте наборных шаблонов. Так заканчивается настройка станка-пантографа для работы с наборными шаблонами, и после этого можно приступать к гравированию. Различные варианты настроек пантографа с применением наборных буквенных, цифровых и других шаблонов обычно осваиваются в повседневной практике. Реклама:Читать далее:Универсальная оснастка для копирного столаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|