|
|
Категория:
Проектирования технологических процессов Далее: Бесцентровое шлифование Выбор метода обработки и станка здесь еще более прост, и, поскольку требуется в силу тех или иных причин шлифовка в центрах, выбор будет сводиться к подбору станка по размеру, ширине круга и мощности, т. е. к выбору той или иной модели круглошлифовального станка. В отдельных случаях, конечно, могут играть роль и вопросы гидравлической подачи, пневматических патронов, характера привода станка и др. Круглошлифовальный Станок в своем обычном виде, как станок широкого пользования, является типичным станком серийного производства, уступая в массовом производстве свое место круглошлифовальным станкам высокой производительности, бесцентровым и специализированным станкам. Существует весьма большое количество моделей круглошлифовальных станков, выпускаемых рядом станкостроительных заводов за границей. В СССР мы также имеем уже в настоящее время несколько своих моделей этих станков. Среди различных особенностей станков этой довольно обширной категории надо отметить круглошлифовальные станки повышенной производительности.
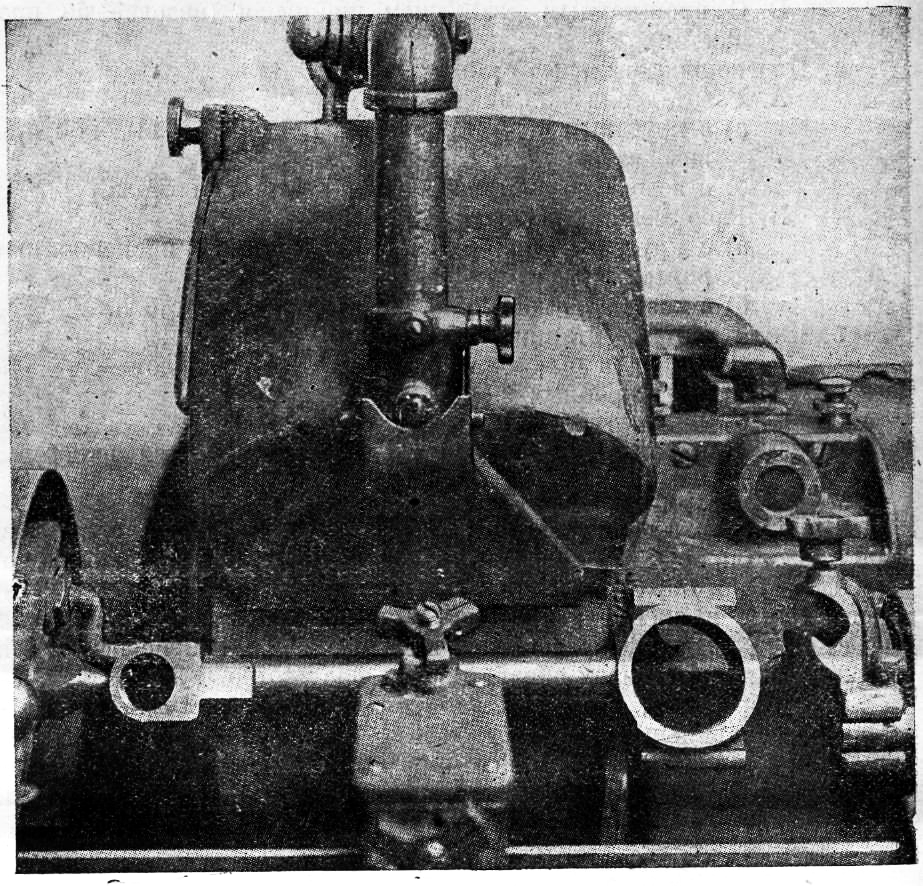
Рис. 1. Шлифовка стержня шатуна. Американская практика выработала ряд таких станков, работающих широким кругом и с большой продольной подачей. В этом случае, естественно, мощность станка и его стабильность должны быть соответственно увеличены по сравнению с обычным круглошлифовальным станком. При массовом производстве, однако, для шлифовки в центрах чаще применяются круглошляфовалъные станки высокой производительности, с шириной круга, равной длине шлифуемой поверхности. Эти станки не имеют уже продольной подачи и работают лишь с поперечной подачей — круга на изделие. Это, естественно, не относится к деталям с особенно большой длиной шлифуемой поверхности.
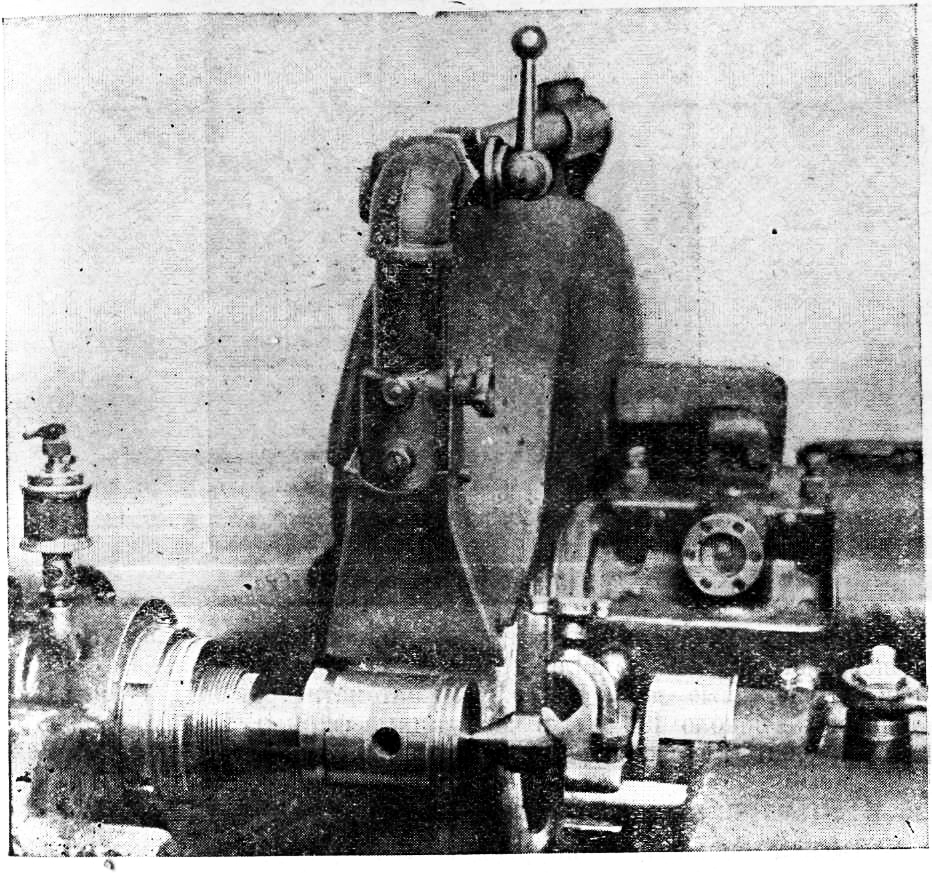
Рис. 2. Шлифовка поршня. На рис. 2 показан более типичный пример шлифовки на таком же станке чугунного поршня. Фирма указывает следующие данные по предварительной и чистовой шлифовке. Предварительная: припуск 0,014 — 0,25”, число оборотов изделия 400 и круга 1200 в минуту при диаметре круга — 20”. Производительность—120 шт. в час. На рис. 3 дан пример одновременной шлифовки двух различных диаметров на станке высокой производительности фирмы Нортон.
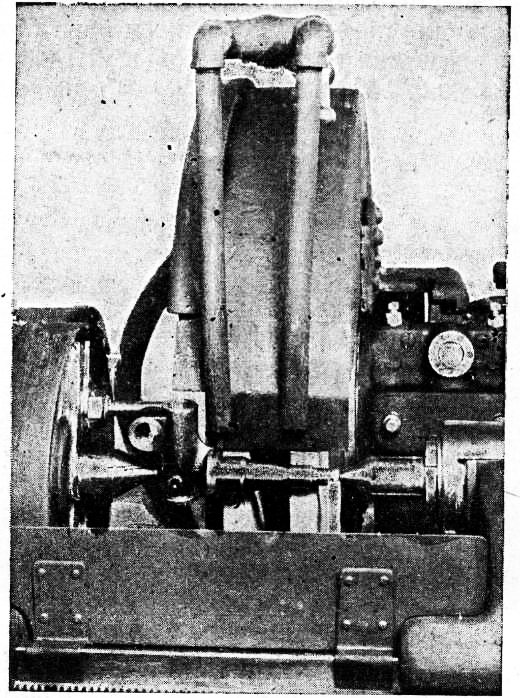
Рис. 3. Шлифовка переднего кулака. Два круга, соответственных диаметров, одновременно шлифуют одной поперечной подачей две цилиндрические поверхности кулака передней оси. Поперечные движения круга автоматизированы. Производительность— около 180 шт. в час (данные фирмы). Припуск 0,025”; допуск 0,001”; число оборотов изделия 120 в минуту. Реклама:Читать далее:Бесцентровое шлифованиеСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|