|
|
Категория:
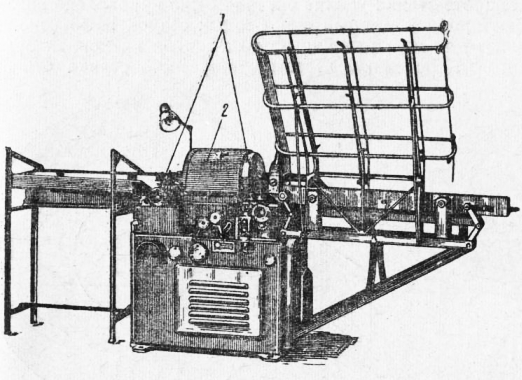
Столярные работы Далее: Шипорезные станки Круглолалочные станки применяются при изготовлении цилиндрических деревянных изделий. Круглопалочный станок КПА90 состоит из станины, режущей головки, передних и задних подающих роликов и механизма подачи. Обрабатываемая квадратная рейка проходит через пустотелый шпиндель ножевой головки, оснащенной тремя ножедержателями. Привод рабочего шпинделя клиноременный, от индивидуального электродвигателя, расположенного внутри станины. Подача рейки осуществляется с помощью двух рифленых горизонтально расположенных приводных роликов, в которые заготовка подается вручную. Диаметр изготовляемых на станке палок 50—90 мм, наибольшая длина 750 мм, скорость подачи 5—20 м/мин, число оборотов шпинделя в минуту 2500, число ножей 3, мощность электродвигателя 13 кет, вес станка 1500 кг. Станок КПА90 обеспечивает повышение производительности в 4—5 раз по сравнению со станками, изготовляющими цилиндрические изделия методом точения. Фаеонно-круглопалочный станок КПФ с механической подачей предназначен для производства круглых палок с плавно изменяемым по длине сечением (диаметром). Станок может быть использован при изготовлении ножек гнутого стула, цилиндрических палок для мебели, спортивного инвентаря и других изделий деревообрабатывающей промышленности.
Рис. 1. Круглоналочный станок КПА90; Станок имеет магазинную загрузку заготовок, обеспечивающую 2—5-минутную непрерывную работу без вмешательства рабочих. Подача заготовок, их округление и фасонирование производится автоматически. Заготовки в станок поступают из магазинного питателя. Кроме того, станок имеет разгрузочное устройство, снабженное счетчиком. Диаметр скругляемой палки 15—60 мм, ее наименьшая длина 460 мм, скорость подачи 6, 10, 14, 23 м/мин, вес станка 850 кг. На станках с ручной подачей необходимо применять приспособление, задерживающее вращение палки при выходе из ножевой головки. Ножевая головка круглопалочного станка должна быть плотно закреплена на рабочем валу, на резьбе с направлением, обратным направлению вращения головки, или стопорными болтами, головки которых утоплены заподлицо с поверхностью ножевой головки.
Рис. 2. Фасонно-круглопалочный станок КПФ: Гладкие выходные ролики должны надежно зажимать обрабатываемую деталь. Для пропуска заготовок разных размеров передняя часть ограждения ножевой головки делается раздвижной: отверстие в передней части ограждения не должно быть больше, чем это требуется для пропуска обрабатываемой детали. Реклама:Читать далее:Шипорезные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|