|
|
Категория:
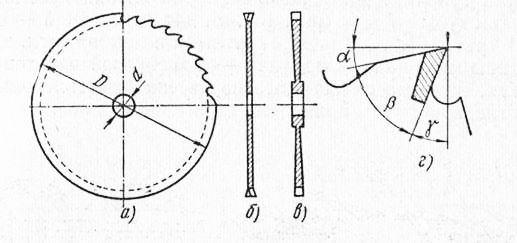
Деревообрабатывающие станки На круглопильных станках применяют круглые пилы диаметром до 800 мм и толщиной до 2,5 мм. На форматных станках кроме пил устанавливают фрезы. В зависимости от профиля круглые пилы разделяют на плоские (рис. 1, а, б), у которых толщина диска одинакова по всему сечению, и на пилы «с поднутрением», т. е. с утолщенной периферийной частью диска (рис. 1, в). Пилы с поднутрением называют строгальными. Применяют также пилы, на кончики зубьев которых напаяны пластинки из твердого сплава (рис. 1, г). Пилы с пластинками из твердого сплава широко применяют в деревообрабатывающей промышленности для обработки заготовок мебели, раскроя и опиловки плит, фанеры, облицованных щитов, для распиловки цельной и клееной древесины. Стойкость зубьев таких пил в 30 — 40 раз выше стойкости зубьев пил из легированных сталей. Диаметр пил от переточки уменьшается незначительно. Ширина пропила при пилении инструментом с пластинками из твердого сплава несколько превышает ширину пропила, полученную при пилении обычными пилами, но это (особенно при раскрое листовых материалов) не имеет большого значения, кроме того, соответствующая подготовка пил с пластинками из твердого сплава (шлифование боковых граней пластинок после их припаивания) позволяет получить поверхность пропила высокого качества, что компенсирует потери древесины на опилки.
Рис. 1. Круглые пилы:
а — общий вид, б — профиль плоской пилы, в — профиль строгальной пилы, г — зуб пилы с пластинкой из твердого сплава
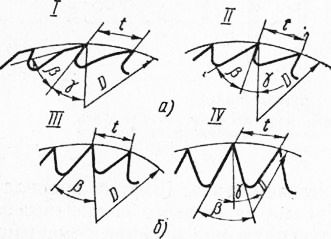
Внешним диаметром D круглых пил называют диаметр окружности, проведенной по вершинам зубьев. Каждая круглая пила имеет внутреннее отверстие для установки ее на пильном валу. Диаметр этого отверстия является внутренним диаметром d пильного диска, он должен соответствовать диаметру пильного вала. Между пильным валом и отверстием допускается зазор не более 0,1 — 0,2 мм. Станочник выбирает пилу в зависимости от обрабатываемого материала. Например, при раскрое древесностружечных и древесноволокнистых плит применяют пилы с пластинками из твердого сплава или с мелкими зубьями. Для продольной распиловки используют пилы с профилем зубьев I w II (рис. 2, а), для поперечной — с профилем III и IV (рис. 2, б). Диаметр круглых пил выбирают в зависимости от толщины материала, а профиль — от требуемой шероховатости пропила. Так, если поверхность предназначена для склеивания (например, на гладкую фугу), применяют строгальные пилы.
Рис. 2. Профили зубьев пил
а — для продольной распиловки, б — для перечной распиловки
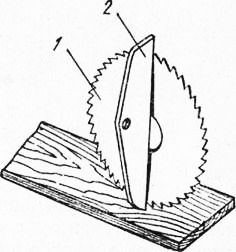
Рис. 3. Проверка проковки круглых пил:
1 — пила, 2 — линейка
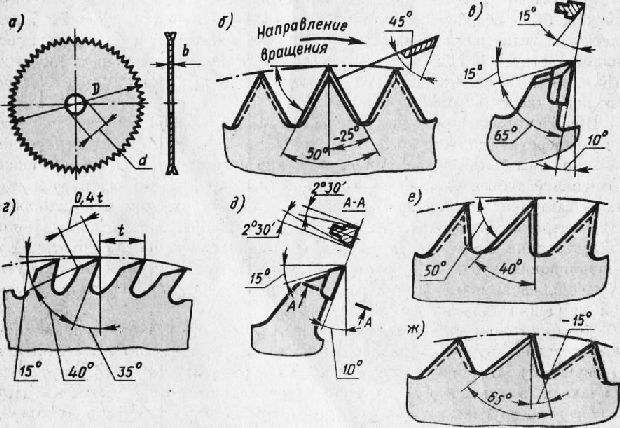
Следует пользоваться пилами наименьшего диаметра для данных условий распиловки, так как это позволяет снизить расход мощности, уменьшить ширину пропила и развод зубьев. Пилы малых диаметров устойчивее в работе, дают лучшее качество поверхности пропила, зубья их легче затачивать, облегчается и правка пил. Требования, которым должны удовлетворять круглые пилы, следующие: 1. Полотно пилы должно быть проковано, т. е. его центральная часть несколько ослаблена путем ударов молотком с обеих сторон писка, уложенного на наковальню. Проковывать нужно плоские пилы, имеющие диаметр 250 мм и больше. Правильность проковки определяют поверочной линейкой, укладывая ее на диск по направлению радиусов (рис. 3). Между линейкой и пильным диском в центральной его части должен быть просвет, одинаковый при любом положении линейки. В случае плохой проковки при одном положении линейки между ней и диском получается просвет, при другом просвет отсутствует или появляется выпуклость. Величина просвета характеризует вогнутость пилы и зависит от ее диаметра и толщины. Необходимость проковки пил объясняется условиями их работы. В процессе пиления зубья пил, соприкасаясь с древесиной, нагреваются и,если середина пилы не ослаблена проковкой, пильный диск искривляется. Если искривление значительное (переходит границы упругих деформаций), то форма диска не восстанавливается даже при его охлаждении. При правильной проковке венец дисковой пилы, нагреваясь, несколько увеличивает свои размеры за счет ослабленной середины. Такая пила устойчива в работе. 2. Зубья плоской пилы необходимо разводить, т. е. их кончики должны быть поочередно отогнуты: одного зуба в правую сторону, соседнего — в левую. Величина развода на одну сторону составляет 0,3 — 0,5 мм. Меньший развод имеют пилы, предназначенные для продольной распиловки сухой древесины и древесины твердых лиственных пород, больший — пилы для распиловки свежеспиленной древесины хвойных и мягких лиственных пород. Развод зубьев можно заменить их плющением. При плющении ширина зубьев, которым придается форма лопаточки, увеличивается. Плющеные зубья более устойчивы и меньше затупляются, чем разведенные; расход энергии при их применении сокращается на 12- 15%. 3. Зубья пил должны быть остро заточены. Крупные заусенцы и завороты кончиков не допускаются. Зубья пилы для поперечной распиловки должны иметь косую заточку под углом 40° для мягких пород древесины, 60° — для твердых, а их вершины должны отстоять одна от другой и от центра диска на одинаковом расстоянии. 4. Пилы, имеющие хотя бы один сломанный зуб или трещины на периферийной части диска, считаются бракованными, устанавливать их на. станке запрещается. Прежде чем установить пильный диск, тряпкой или концами тщательно очищают шайбы и шейку вала и проверяют опорные поверхности шайб. При обнаружении даже незначительных выступов на опорной поверхности шайбы заменяют. Если диаметр внутреннего отверстия пилы превышает диаметр пильного вала больше чем на 0,1 — 0,2 мм, для точной установки пил следует применять вставные втулки. На валу пилу закрепляют с помощью шайб’и гайки. — Пилы круглые плоские для поперечного пиления с разводом зубьев (рис. 1, а, б) используют для предварительного торцевания детали, так как высокое качество распиловки здесь не требуется. Для закрепления на шпинделе пила имеет посадочное отверстие, диаметр d которого зависит от диаметра диска D и толщины пилы Ь. Число зубьев пилы должно быть 48, 60 или 72. Профиль зубьев для поперечного пиления показан на рис. 1, б. Зубья должны иметь боковую косую заточку по передней и задней граням, а также отрицательный передний контурный угол, равный минус 25°.
Рис. 4. Пилы круглые:
а — общий вид, б, в - для поперечной распиловки
При этом угол заострения боковых режущих кромок зуба, измеренный в нормальном сечении к кромкам, должен быть 45° при распиловке хвойных пород древесины и 55° при распиловке твердой древесины. Пилы круглые с пластинами из твердого сплава применяют для поперечной обработки. Зубья пил делают с наклонной задней поверхностью, как показано на рис. 4, е. В зависимости от наклона, если смотреть на зуб спереди, различают пилы, левые, правые или с симметричным чередующимся наклоном. Пилы для продольного пиления цельные стальные показаны на рис. 4, г. а с пластинами из твердого сплава — на рис. 4, д. Пилы круглые для смешанного пиления должны иметь зубья, передний контурный угол которых равен 0° (рис. 4, е). Если требуется высокое качество пиления, используют строгальные пилы с отрицательным передним углом (рис. 4, ж), а также твердосплавные пилы с чередующимся симметричным наклоном задней поверхности зубьев. Подготовка к работе круглых плоских пил включает правку, заточку и развод зубьев. Пилы после подготовки к работе должны удовлетворять следующим требованиям. Количество зубьев и их профиль должны соответствовать виду распиловки. Диск пилы должен иметь плоскую форму. Отклонение от плоскостности (коробление, выпучины и др.) на каждой стороне диска диаметром до 450 мм должно быть не более 0,1 мм. Плоскостность пилы проверяют поверочной линейкой или на специальном приспособлении. Требуемые угловые параметры зубьев и острота режущих кромок должны быть обеспечены заточкой. Заточенные зубья не должны иметь блеска на углах, образованных пересечением рабочих граней резца. Блеск свидетельствует о том, что при заточке с зуба сошлифован недостаточный слой металла. Разница по величине передних углов и углов заострения допускается не более ±2°. Шероховатость торцовых поверхностей пил и поверхностей посадочного отверстия должна быть мкм. Режущие зубья заточенной пилы должны быть без заусенцев, надломов и заворотов. Заусенцы с боковых граней зубьев удаляют мелкозернистым шлифовальным бруском. Качество заточки пил проверяют универсальным угломером или шаблоном для контроля угловых элементов зубьев. Вершины зубьев должны располагаться на одной окружности с отклонением не более 0,15 мм. Для, выравнивания зубчатого венца по высоте и ширине зубья пил фугуют, т.е. сошлифовывают материал с кончиков наиболее выступающих зубьев при вращении пилы на рабочей частоте. После заточки зубья стальных пил разводят. При этом отгибают кончики соседних зубьев в разные стороны на 1/3 их высоты (отсчитывая от вершины). Величину отгиба каждого зуба (развод на сторону) устанавливают в зависимости от режима резания и пород древесины. Для поперечного пиления пилами диаметром 500 мм развод на сторону должен быть 0,3 мм для сухой древесины и 0,4 мм для древесины влажностью свыше 30%. Точность развода зубьев контролируют индикаторным раз-водомером или шаблоном. Допускаемое отклонение ±0,05 мм. Подготовка к работе круглых пил с пластинами из твердого сплава заключается в припайке пластин, заточке и доводке зубьев. Кроме того, они должны быть отбалансированы. Неуравновешенность дисков вследствие неравномерной их толщины может вызвать потерю устойчивости пильного диска во время работы, сильное биение шпинделя и неудовлетворительное качество распиловки. Прочность припайки проверяют, испытывая пилы вращением при окружной скорости зубьев не менее 100 м/с. Заточку и доводку пил, оснащенных пластинами из твердого сплава, выполняют на полуавтоматах повышенной точности и жесткости. Предварительно заточку производят абразивными (карборундовыми), а чистовую заточку и доводку — алмазными кругами. Статическую балансировку пил осуществляют на специальном приспособлении. Неуравновешенность диска характеризуется остаточным дисбалансом, который равен произведению неуравновешенной массы на величину ее смещения относительно оси вращения (эксцентриситет). Величина остаточного дисбаланса зависит от диаметра диска пилы. — Виды и размеры пил. Форма зубьев круглых пил зависит от направления резания и твердости распиливаемой древесины. Для продольного пиления применяют зубья косоугольные с прямой, ломаной (волчий зуб) и выпуклой спинкой; для поперечного пиления — равнобедренные (симметричные), несимметричные и прямоугольные. Зубья с ломаной и выпуклой спинкой устойчивее, чем с прямой, поэтому пилы с такими зубьями применяют для пиления древесины твердых пород. Древесину хвойных и мягких лиственных пород можно пилить пилами, имеющими зубья с прямой спинкой. На рис. 31 показан способ определения углов зуба круглой пилы.
Рис. 5. Профили зубьев круглых пил:
а — для продольного пиления; б — для поперечного пиления
При разводе вершины зубьев отгибают на 0,3-е-0,5 их высоты. Излом спинки у волчьего зуба делают от вершины на расстоянии, равном 0,4 величины шага. Заточка зубьев у пил для продольного пиления — прямая сплошная, у пил для поперечного пиления — косая через зуб под углом 65 — 80° к плоскости пилы. Особым видом круглых пил являются строгальные пилы. Их применяют для получения чистого распила, не требующего строгания. Толщина строгальной круглой пилы от зубчатого венца к центру на протяжении 2/3 радиуса постепенно уменьшается под углом 8 — 15°. Поэтому зубья пилы не разводят; режущими кромками у зубьев являются передняя короткая и боковые. Зубья у строгальных пил групповые, или, как говорят, насечены «гребешками». В каждой группе (гребешке) имеется крупный «рабочий» зуб с углом заострения в 45°. Этот зуб и производит резание древесины. За рабочим зубом расположено от 3 до 10 мелких зубьев с углом заострения в 40°. Форма зубьев у строгальных пил для продольного и поперечного пиления различная.
Рис. 6. Определение углов зуба круглой пилы
Промышленностью выпускаются строгальные пилы диаметром от 100 до 650 мм, толщиной у зубчатого венца от 1,7 до 3,8 мм. Строгальные пилы за последние годы получают все большее и большее применение.
Рис. 7. Строгальные пилы
Установка и крепление круглых пил. Круглую пилу крепят на рабочем валу при помощи двух зажимных шайб (фланцев), из которых одна обычно вытачивается вместе с валом; ее зажимная плоскость строго перпендикулярна валу. Вторую шайбу затягивают гайкой в сторону, противоположную вращению пилы, для предотвращения ее отвертывания в процессе работы. Шайбы не должны выступать над плоскостью рабочего стола. Гайка должна быть затянута крепко до отказа. Установленная в станок пила при легком постукивании по ней должна издавать звонкий, чистый звук. Высота пропила при работе круглой пилой примерно равна 1/3 диаметра пилы. При выборе пилы в зависимости от толщины предназначенного к распиливанию материала можно руководствоваться следующими соотношениями (размеры в мм): толшина материала: 60 80 100 120 140 160 200 220 240 260 диаметр пилы: 200 250 300 350 400 450 500 600 650 700 Такие соотношения толщины распиливаемого материала и диаметра пилы правильны при прямолинейном надвигании материала на пилу или пилы на материал. Если же надвигание пилы на материал происходит по дуге, как, например, в маятниковой пиле, диаметр пилы должен быть больше. Требования, предъявляемые к круглым пилам, и уход за ними. Пильный диск должен быть хорошо отшлифован, не иметь трещин, выпучин и ожогов. Зубья должны быть остро отточены и равномерно разведены; на них не допускаются заусенцы, зажоги. Зубья станочных пил для продольного раскроя нередко вместо развода расклепывают или расплющивают, т. е. уширяют их концы (вершины) ударами или давлением. Для этого применяют специальные расклепники и плющилки. Расклепку и плющение зубьев в большинстве случаев делают у больших круглых и широких ленточных пил. При работе хорошо отшлифованным диском уменьшается трение между диском и опилками, попадающими в пропил, поэтому диск меньше нагревается. В случае сильного нагрева диск может покоробиться. На нем образуются выпучины, которые будут быстро нагреваться, в результате чего происходит местный отпуск стали, возникают так называемые ожоги. Такие ожоги можно определить по их более темному цвету, наложением на пилу линейки или же на ощупь. Пила с ожогами для работы не пригодна, ее нужно выправить проковкой. Проковка круглой пилы производится с обеих сторон на наковальне слесарным молотком-ручником. Проковывают части диска, окружающие ожог (выпучину), а не самый ожог. Проковку начинают с участков, наиболее отдаленных от ожога, постепенно приближаясь к нему и постепенно уменьшая силу ударов. Выправленный диск должен быть совершенно ровным. У круглой пилы часто наблюдается растяжение по зубчатому венцу, вызывающее ослабление растянутых участков. Такая пила не дает прямого пропила, она, как говорят, «зарезает». Растяжение устраняется рихтовкой, т. е. проковкой пилы в средней кольцевой части по направлению от шайб к зубчатому венцу. Этим достигается некоторое удлинение средней кольцевой части пилы. Рихтовку время от времени повторяют. Делают рихтовку на строганой чугунной плите ручником, подбираемым по весу из расчета 1 кг на 300 им диаметра пилы. Если пила имеет только одну небольшую трещинку, то в случаях, когда заменить ее вполне исправной пилой невозможно, в конце трещины просверливают небольшое отверстие; этим предупреждают увеличение трещины в длину — такой пилой можно продолжать работу. Однако подобная мера всегда является вынужденной, временной, прибегать к ней постоянно нельзя. Круглопильные станки промышленность выпускает с выбалан-сированными вращающимися частями. Выбалансированы и пилы. Однако в дальнейшем выбалансированность может нарушаться вследствие стачивания пил, по причине замены некоторых деталей станка (рабочего вала, шайб, гаек). Выбалансированность пил проверяют на параллельных горизонтальных балансировочных ножах. Уложенный на ножи рабочий вал с насаженным на него пильным диском повертывают рукой вокруг оси вращения, останавливая его в различных положениях по окружности. Если вал с диском при всех таких остановках остается неподвижным в приданном ему положении, то его считают выбалансированным. Если же вал делает еще какое-то дополнительное вращательное движение, то это говорит о его недостаточной выбалансированности. Реклама:Читать далее:Станки для продольной распиловкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|