|
|
Категория:
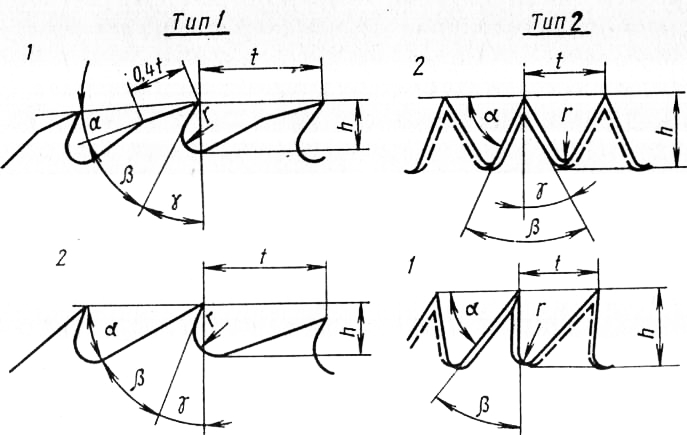
Деревообрабатывающие станки Круглые пилы применяют в основном для обрезки пиломатериалов по ширине и длине. В зависимости от направления раскроя древесины относительно ее волокон используют круглые пилы для продольной или поперечной распиловки. Исходя из назначения, применяют пилы с различными угловыми и линейными параметрами, с различным профилем зубьев и диска в его поперечном сечении. По форме диска в поперечном сечении различают пилы плоские, с поднутрением и конические. Плоские круглые пилы — основные в лесопилении. Это объясняется простотой их изготовления и достаточно высоким качеством пиления при правильной подготовке к работе. Пилы с поднутрением боковой поверхности диска от периферии к центральной части называют строгальными. Эта форма пилы в поперечном сечении обеспечивает ее нормальную работу без трения о боковые поверхности пропила, в результате чего отпадает необходимость в разводе зубьев. Согласно ГОСТ 18479—73*, строгальные круглые пилы для продольной и поперечной распиловки выпускают с одним (диаметром 160 … 400 мм) и двойным поднутрением (диаметром 360…400 мм). Пилы второго типа более устойчивы в работе. Конические пилы используют при ребровой распиловке пиломатериалов на тонкие дощечки (толщиной до 12… 14 мм) для уменьшения отходов древесины в опилки. Толщина диска у этих пил с целью повышения жесткости увеличена по радиусу от периферии к центральной части. Для станков с левым и правым расположением органов управления изготовляют левоконические и правоконические односторонние пилы. Одноконические пилы применяют для несимметричного раскроя. По конструкции режущих элементов круглые пилы могут быть цельными, со вставными зубьями и оснащенными пластинками твердого сплава. У цельных пил зубчатый венец и несущий его диск изготовлены из одного стального листа. Во время насечки и заточки зубьев режущую часть формируют из тела пилы. Пилы со вставными зубьями позволяют повышать стойкость режущих элементов путем изготовления их из быстрорежущих сталей или твердых сплавов. Круглые пилы со вставными зубьями диаметром 1250… 1500 мм с шириной режущей части 5,5… 6,5 мм применяют в основном для продольной распиловки бревен на шпалорезных станках. Круглые пилы, оснащенные пластинками из твердого сплава, изготовляют диаметром 160…450 мм по ГОСТ 9769—79*. Материал диска — сталь 9ХФ и 50ХФА, а пластинок — сплав карбидов вольфрама с кобальтом ВК15 и ВК6. Твердосплавные пластинки напаивают серебряным или латунным припоем на передние грани зубьев пилы и обрабатывают (затачивают) по передней, задней и боковым граням алмазными шлифовальными кругами на специализированных или универсальных заточных станках. Основной тип круглых пил — это цельные плоские пилы по ГОСТ 980—80*, выпускаемые диаметром 125… 1500 мм и толщиной 1… 5,5 мм. Выпускают пилы для продольной (тип 1 исполнение 1 и 2) и поперечной (тип 2 исполнение 1 и 2) распиловки древесины. Передний угол у зубьев пил типа 1 исполнения принят равным 35 и 20°, а у пил типа 2 исполнения 1 и 2 — соответственно 0 и —25°. Угол заточки у зубьев пил первых трех профилей равен 40°, а у четвертого — 50°. Радиус впадины для зубьев пил всех профилей г принят равным (0,15… 0,20)/.
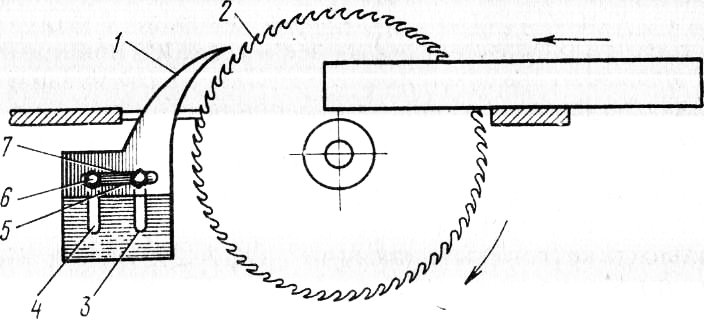
Рис. 1. Профили зубьев круглых пил: Для продольной распиловки чаще применяют пилы типа 1 исполнения 1. Зубья этих пил обладают повышенной жесткостью в боковом направлении. Выбор профиля зуба для поперечной распиловки зависит от конструкции станка. В педальных торцовочных станках, концеравнителях и многопильных агрегатах с нижним расположением пильного вала применяют пилы типа 2 исполнения 1, а в маятниковых, суппортных, шарнирных, а также в многопильных торцовочных станках с верхним расположением пильного вала — пилы типа 2 исполнения 2. Подготовка круглой пилы к работе включает в себя очистку, правку, проковку (или вальцевание), развод (плющение), заточку, обрезку и насечку зубьев (в случае ремонта). Антикоррозионное покрытие и засмол удаляют керосином. Пилы правят для устранения местных дефектов на диске. Местные дефекты типа тугие и слабые места устраняют нанесением более сильных ударов проковочным молотком с круглым бойком по отмеченным мелом тугим местам. Ослабленные зоны не проковывают. Дефекты типа изгиб, выпучина (впадина) и крыловатость исправляют на плоской наковальне, подкладывая под пилу кусок картона, или на торце из древесины твердой породы. Изгиб и крыловатость выправляют правильными молотками с прямыми и косыми продольными бойками. Если крыловатость возникла из-за ослабления зубчатого венца пилы, то для исправления этого дефекта среднюю часть пилы проковывают сильнее, чем обычно. Для выявления дефектов поверхности пилу ставят вертикально (обнаружение вы-пучины, изгиба, крыловатости) или кладут горизонтально на три точки опоры, расположенные равномерно по периферии диска (обнаружение тугих и слабых мест). Неплоскостность по хордам и радиусам проверяют короткими (длиной 120…160 мм), а по диаметру — длинными контрольными линейками, длина которых на 10 мм меньше диаметра окружности впадин зубьев пилы. Пилу проверяют с двух сторон. Круглые пилы диаметром 250. ..1500 мм проковывают или вальцуют. Основное назначение проковки или вальцевания — повысить жесткость, компенсировав одновременно напряжения, возникающие при работе пилы в ее периферийной части. Напряжения сжатия зубчатого венца со стороны внутренней части диска появляются в результате повышенного нагрева и теплового расширения периферийной части пилы во время ее работы. Вследствие расширения металла в средней части плоскости пилы при ее проковке или вальцевании в периферийной части создаются предварительные растягивающие напряжения, которые компенсируют напряжения сжатия, возникающие в результате нагрева венца пилы. При оценке динамической жесткости диска пилы учитывают влияние центробежных сил. При правильном ослаблении средней части наружная часть пилы во время ее вращения под влиянием центробежных сил свободно вытягивается по радиусам, что повышает динамическую жесткость пилы. Проковывают среднюю часть диска, отстоящую на 25.. .60 мм от впадин зубьев и на 25.. .50 мм от края отверстия. Центральную часть пилы в зоне зажимных фланцев не проковывают. При проковке удары наносят проковочными молотками с круглыми бойками равномерно по радиусам пилы от периферии к центру центральной частью бойка. Сила удара зависит от толщины и твердости пилы. Пила должна лежать на наковальне, которую для этого делают выпуклой (/?’=350 мм). Проковку производят с двух сторон. С обратной стороны желательно наносить удары в тех же точках диска пилы. Точку нанесения ударов с обратной стороны определяют с помощью отпечатков. Если ослабление средней части недостаточно, проковку повторяют, причем удары наносят в промежутках между следами от ударов при первичной проковке. В случае чрезмерного ослабления середины диска проковывают внешнюю зону под зубчатым венцом пилы. Степень проковки определяют по просвету между длинной линейкой и пилой, положенной горизонтально на три точечные опоры, отстоящие от окружности впадин на расстоянии 3.. .5 мм. Рабочую кромку длинной контрольной линейки прикладывают не менее чем по двум взаимно перпендикулярным диаметрам с вогнутой стороны пилы. Вогнутость для скоростей резания 40.. .60 м/с, измеренная с обеих сторон на расстоянии 10… 15 мм от края отверстия, приведена в ГОСТ 980—80 *. Даже для опытного пилоточа ручная проковка круглых пил остается трудоемкой операцией. Поэтому при отсутствии навыков проковки для создания в пильном диске внутренних напряжений применяют вальцевание. Круглые пилы рекомендуется вальцевать по одной окружности, отстоящей от центра на расстоянии 0,8 R” (где R” — радиус окружности впадин). Для этой цели можно использовать вальцовочный станок ПВ35 или Г1В20 с приставкой конструкции ЦНИИМОДа. Приставка состоит из суппорта с центром под отверстие пилы, двух круглых направляющих и ходового винта с маховичком привода. Для уменьшения трения боковой поверхности диска о древесину круглые пилы разводят. Развод зубьев пил на обе стороны должен быть одинаковым, за исключением случаев уширения зубчатого венца односторонних конических пил, у которых развод с конической стороны принимают на 0,1 мм больше. Точность развода зубьев пил на сторону должна быть не ниже ±0;05 мм. Снижение точности развода связано в основном с различием в твердости отдельных зубьев. При отгибе на одну и ту же величину более мягкие зубья пружинят в обратную сторону меньше, чем твердые, в результате они получают больший развод. При разводе вручную для предотвращения изгиба диска и вытягивания режущей кромки пилу зажимают в разводных тисках, состоящих из двух деревянных зажимных щек, между которыми устанавливают пилу. В щеках сделан ряд отверстий под пилы различного диаметра. Зажимный винт проходит через центральную втулку, на которую устанавливают пилу. Тиски для развода крепят вертикально с правой стороны стола-верстака. Прорези в щелевой разводке должны быть шире толщины разводимой пилы, но не более чем на 0,5 мм. Для повышения точности и устойчивости развода против усадки высоту отгибаемой части зуба выбирают минимально допускаемой, равной приблизительно тройной толщине полотна пилы. Развод контролируют индикаторным разводомером. Если к чистоте пиления предъявляют повышенные требования, то предварительно разведенную с точностью не ниже ±0,05 мм пилу подвергают боковому динамическому фугованию непосредственно на круглопильном станке шлифовальными брусками. Их устанавливают на прифуговочном приспособлении в виде вилки. Положение брусков относительно пилы регулируют винтами. При фуговании пилу устанавливают обратной стороной или меняют направление ее вращения, что повышает безопасность работы. Необходимо избегать чрезмерного фугования зубьев, так как это увеличивает трение и нагрев пилы при ее работе. Сфуговывают лишь отдельные, наиболее выступающие зубья. Высота сошлифованной площадки не должны быть больше 0,3 мм. Зубья для продольной распиловки древесины целесообразно плющить. При подготовке круглых пил используют полуавтомат ПХФ-3 или ручные плющилки и формовки. Для установки круглых пил и крепления ручной плющилки и формовки удобно пользоваться приспособлением, состоящим из основания, двух осей и рычага. Рычаг крепят на корпусе плющилки вместо упорной планки. Основное условие качественного плющения — прилегание задней грани зубьев пилы к наковальне. Вершина зуба должна лежать на расстоянии 0,4.. .0,7 мм ниже верхнего скоса наковальни. После плющения и формования круглые пилы затачивают. Сломанные зубья круглых пил обрезают и насекают новые на универсальных пилоштампах ПШ6, ПШП2, оснащенных делительными механизмами. Для обрезки и насечки зубьев круглых пил на стенке устанавливают приспособление с центровой втулкой по диаметру отверстия пилы и делительный и фиксирующий диски, число зубьев которых равно (или кратно) числу зубьев пилы. Затем устанавливают штамп соответствующего профиля. Пуансон слегка прикрепляют винтом. Под пуансон подводят матрицу. Вращением маховика вручную определяют положение матрицы, после чего матрицу и пуансон фиксируют прижимными винтами. На конус пилодержателя устанавливают пилу. Маховичком и рукояткой горизонтального и вертикального перемещения пилодержателя пилу подводят в рабочую зону. При обрезке пилу вращают вручную, а переключатель вида работ устанавливают на непрерывный цикл. Для насечки зубьев пилу зажимают на конусе гайкой и вводят в рабочую зону пилоштампа. Переключатель включается на одиночный цикл работы. Чтобы насечь последующий зуб, диск поворачивают ручкой, расположенной на конце оси пилодержателя. Пило-штамп включают в работу, нажимая на педаль. Если в комплекте станка нет делительных дисков с требуемым числом зубьев или насечку зубьев выполняют на пилоштампах без делительных головок, то в качестве шаблона пользуются пилой-шаблоном необходимого диаметра с требуемым числом зубьев. Для этого диск и пилу-шаблон зажимают на цилиндрической втулке пилодержателя (коническая втулка в данном случае неприемлема), шаблон располагают сверху. Далее выштамповывают металл диска между зубьями пилы-шаблона. Во время работы пила-шаблон выполняет одновременно функцию верхнего прижима, что предохраняет зубья от возможного отгиба при обратном ходе пуансона. При настройке пилоштампа следят за тем, чтобы пила находилась строго в плоскости штамповки (резания). Смещения вызывают деформацию полотна пилы. Насечка зубьев пил по пиле-шаблону весьма проста. Таким способом ремонтируют пилы на ручных пилоштампах. Однако при работе по данному методу на штампах с механическим приводом требуется повышенное внимание со стороны пилоправа-пилостава. В противном случае могут срезаться зубья пилы-шаблона. Копирование возможной шаговой ошибки — второй недостаток насечки пил по пиле-шаблону. Применяют также метод насечки зубьев по разметке. Точность этого метода зависит от точности разметки диска. Данный метод весьма трудоемок и его применяют при отсутствии на станке требуемых делительных устройств или необходимых пил-шаблонов. В кругопильных станках пилу устанавливают непосредственно на шейку шпинделя. Зазор между шпинделем и пилой не должен превышать 0,1 мм. В осевом направлении пилы базируют на зажимных шайбах, диаметр которых выбирают возможно большим. Это повышает жесткость зубчатого венца пилы и увеличивает момент трения, препятствующий проворачиванию пилы на шпинделе во время работы. Периферия диска на несколько сотых миллиметра тоньше центральной части. Кроме того, на поверхности пилы могут быть малые выпучины, впадины и прочие дефекты. Для улучшения условий базирования на внутренней части коренной (задней) и съемной (передней) шайб делают проточки. Ширину базирующего пояска выбирают равной 15. ..20 мм. Для зажима конических пил наружный Диаметр шайб не должен превышать диаметра плоской части диска. Базирующие пояски зажимных шайб должны быть строго перпендикулярны оси шпинделя. При значительной неперпендикулярности повышается шероховатость распиловки, увеличивается вибрация станка и ширина пропила. Торцовое биение коренной шайбы на среднем радиусе базирующего пояска не должно превышать 0,03 мм. Устраняют торцовое биение путем шлифования коренной шайбы непосредственно на круглопильном станке. Чтобы зажимная гайка не отвинчивалась во время работы, направление ее резьбы выбирают обратным направлению вращения пилы. Для гашения вибрации и предотвращения зарезания пилы на круглопильных станках иногда применяют направляющие, называемые штифтами (коксами). Их изготовляют из твердой древесины, древеснослоистого пластика или текстолита. Штифты вставляют в планки металлических кронштейнов. С конструктивной точки зрения удобнее всего применять штифты на станках с нижним расположением пильного вала. Штифты устанавливают с двух сторон пильного диска, по возможности ближе к нижней поверхности стола и зоне, непосредственно примыкающей к зубчатому венцу пилы. Между торцами штифтов и диском оставляют зазор 0,2.. .0,3 мм. Для выравнивания температуры средней части диска по отношению к зубчатому венцу, а также создания дополнительного натяжения зубчатой кромки применяют сальники (плетенки) из пакли, пеньки или кожи, пропитанной маслом. Устанавливают сальники на расстоянии 40…50 мм от края зажимной шайбы и 50.. .60 мм от окружности впадин зубьев пилы. Прижимая сальник в требуемом месте пилы, можно в определенных пределах регулировать напряженное состояние пильного диска. Чтобы предупредить зажим пилы в пропиле и обратный выброс заготовки, на круглопильных станках для продольной распиловки устанавливают расклинивающие ножи. Их располагают непосредственно за пилой на расстоянии не более 10-15 мм от вершин зубьев. Толщина ножа должна быть на 0,2 … 0,3 мм больше ширины пропила. Крепят расклинивающий нож на кронштейне с помощью двух винтов. Для настройки на пилы различного диаметра в ноже и в кронштейне выполнены горизонтальные и вертикальные пазы.
Рис. 2. Установка расклинивающего ножа на круглопильных станках: При работе коническими пилами толщина задней кромки ножа должна быть на 3…4 мм больше центральной (плоской) части пилы. Для двусторонних конических пил расклинивающий нож устанавливают симметрично, для односторонних —несимметрично. Угол, составленный плоской стороной ножа и плоской стороной пильного тиска, должен равняться одной четвертой части угла клина. На станках с автоматической подачей для предотвращения обратного выброса заготовок применяют когтевую защиту, заклинивающую заготовку во время ее обратного смещения. При смене круглых пил станок должен быть полностью обесточен. Не следует открывать ограждения до полной остановки пильного вала. Чтобы не допустить травмирования рук о режущие кромки инструмента, пилы снимают и устанавливают только в рукавицах. Пилу надежно закрепляют на шпинделе станка. Зев съемного ключа должен соответствовать нормальному размеру гайки. На гранях крепежной гайки не должно быть замятии. Ограждение пильного инструмента оснащают электроблокировкой. При работе на станке рабочий находится сбоку от подаваемой заготовки. Реклама:Читать далее:Общие правила техники безопасности при работе в пилоправной мастерскойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|