|
|
Категория:
Ремонт промышленного оборудования Кузнечно-прессовые машины подразделяются на ковочно-штам-повочные молоты, ковочно-штамповочные механические и гидравлические прессы, кузнечно-прессовые ротационные машины, кузнечно-прессовые автоматы. Ковочно-штамповочные молоты изменяют форму и размеры нагретой до определенной температуры заготовки за счет энергии, накопленной падающими частями, т. е. за счет энергии удара. По типу привода они подразделяются на пневматические, работающие сжатым воздухом, паровоздушные, приводимые в действие паром или сжатым воздухом давлением 60—70 МПа (6—7 кгс/см2 ), газовые и гидравлические. Основным параметром, характеризующим молоты, является масса падающих частей. Ковочно-штамповочные прессы применяются для обработки как в холодном, так и в горячем состоянии металлов, и для прессования изделий из пластических масс. Гидравлические ковочно-штамповочные прессы могут быть простого, двойного и тройного действия с насосно-аккумуляторным и индивидуальным приводом. Механические ковочно-штамповочные прессы подразделяются на одно-(бывают и эксцентриковые), двух- и четырехкривошипные. Основным параметром прессов является наибольшее развиваемое усилие на ползуне. К кузнечно-прессовым ротационным машинам относятся штамповочные вальцы, ротационно-ковочные машины, гибочные вальковые и роликовые машины, двух- и многодисковые ножницы. Штамповочные вальцы имеют два рабочих валка, вращающихся в разные стороны. На валках укрепляются штампы в виде секторов. При пропускании через них заготовки осуществлется изменение ее формы и размеров. В ротационно-ковочной машине периодически сходящиеся бойки производят обжатие прутка или трубы. Гибочные машины предназначаются для гибки и правки листового металла профилей и труб. Рабочими частями у них являются валки или ролики, между которыми пропускается обрабатываемая заготовка а также для рубки, гибки и других работ, выполняемых свободной ковкой.
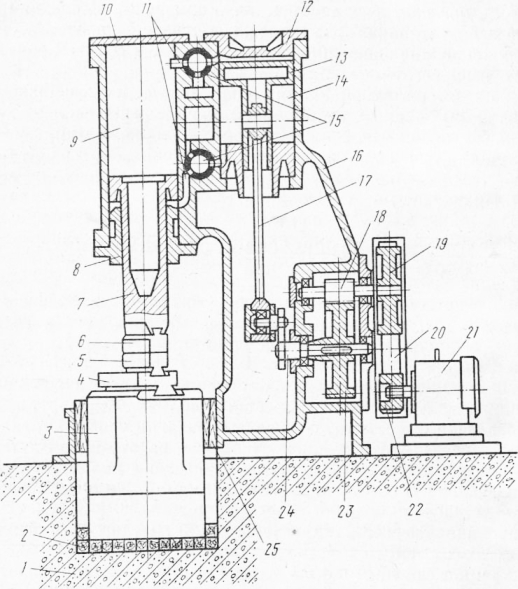
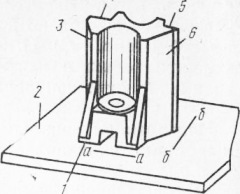
Рис. 1. Устройство пневматического двухцилиндрового одностоечного молота двойного действия Молоты такого типа изготовляют с массой падающих частей от 75 до 1000 кг. Молот представляет собой стальную станину с компрессорным и рабочим цилиндрами. При включении электродвигателя через передачу посредством шкива, ремня и маховика приходит в действие редуктор, состоящий из ведущего зубчатого колеса и ведомого с валом и кривошипом. Последний связан с шатуном и поршнем, который получает возвратно-поступательное движение и попеременно сжимает воздух в верхней и нижней полостях компрессорного цилиндра. В рабочем цилиндре помещена баба, выполненная заодно с поршнем, снабженным канавками для поршневых колец. В нижней части бабы сделан паз формы «ласточкин хвост», в котором закреплен верхний боек. На бабе выполнены две лыски, а в нижней крышке — грундбуксе сделаны пазы, в которые помещены две планки, служащие направляющими, предохраняющие бабу от вращения. Оба цилиндра и с крышками и соединены каналами, перекрываемыми двумя распределительными кранами. Эти два крана вместе со средним краном (на рисунке не показан) обеспечивают управление молотом, образуя с обратным клапаном воздухораспределительное устройство, обеспечивающее держание бабы на весу, автоматические удары по поковке, прижим поковки, единичные удары по поковке и холостой ход. Каждый раз, когда оба цилиндра сообщаются с наружной атмосферой, воздух при движении компрессорного поршня вытесняется в атмосферу и молот работает вхолостую, верхний боек тогда свободно лежит на нижнем бойке, укрепленном в шаботе. Когда верхняя полость цилиндра соединяется с верхней полостью цилиндра, а нижняя полость цилиндра с нижней полостью цилиндра, то при поступательном движении компрессорного поршня воздух нагнетается под рабочий поршень бабы. Поршень поднимается и двигает вверх связанную с ним бабу, несущую верхний боек. При возвратном движении компрессорного поршня баба падает и боек ударяет по заготовке. Для удержания бойка в крайнем верхнем положении сжатый воздух подается только под поршень цилиндра, верхняя полость этого цилиндра соединяется с атмосферой. Для нажима бойка на поковку воздух подается в верхнюю полость цилиндра, при этом положении с атмосферой соединяется нижняя полость этого цилиндра. Чтобы баба во время работы молота не ударила в крышку, в верхней полости рабочего цилиндра предусмотрено буферное пространство. Когда баба перекроет канал, соединяющий верхние полости Цилиндров, воздух в буферном устройстве сжимается. Чтобы можно было подать воздух в верхнюю полость рабочего цилиндра, имеется обратный шариковый клапан. Когда в верхней полости компрессорного цилиндра сжатие воздуха станет большим, чем в буферном пространстве, клапан открывается и воздух входит в верхнюю часть рабочего цилиндра. Эти молоты устанавливают на специально подготовленный фундамент со специальным колодцем, на дне которого укладывают деревянные брусья и устанавливают шабот с промежуточной подушкой и нижним бойком. Шабот закрепляют в специальном отверстии станины деревянными клиньями. В гидравлическом прессе сжатая рабочая жидкость (масло) подается в рабочий цилиндр. Под давлением масла перемещается плунжер, соединенный е подвижной траверсой, которая передвигается в направляющих колонн, опирающихся на станину. Возвратно-поступательное движение плунжер получает от двух насосов: поршневого высокого давления и шестеренчатого низкого давления. Оба насоса работают от одного электродвигателя. Во время работы пресса плунжер с траверсой нажимает на заготовку, установленную на столе 8. В столе и в траверсе имеются пазы для крепления штампов, в столе, кроме того, есть отверстие для выталкивания. Цилиндр устройства, выталкивающего обработанные заготовки, расположен в нижней части станины. В этом прессе по направляющим станины перемещается ползун о прикрепленной к нему верхней частью штампа; нижнюю часть штампа устанавливают на столе. Возвратно-поступательное движение ползуна происходит благодаря вращению кривошипного вала 6, с которым ползун соединен посредством шатуна. Вращение кривошипному валу сообщается от двигателя через две пары зубчатых колес, колесо одновременно служит маховиком, обеспечивающим равномерность вращения В силу этого зубчатое колесо изготовляют массивным. К механическим относятся также эксцентриковые прессы, являющиеся разновидностью кривошипных. В них кривошипный механизм заменен эксцентриковым. Основными деталями эксцентрикового механизма являются: рабочий вал, эксцентрик, эксцентриковый хомут и шатун. Назначение деталей эксцентрикового механизма аналогично деталям кривошипно-шатунного механизма с той лишь разницей, что вращение рабочего вала преобразуется в возвратно-поступательное движение ползуна эксцентриком, а не кривошипом.
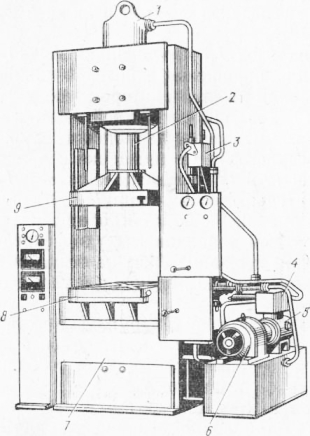
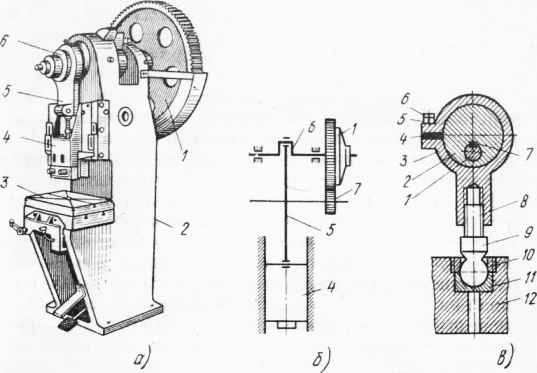
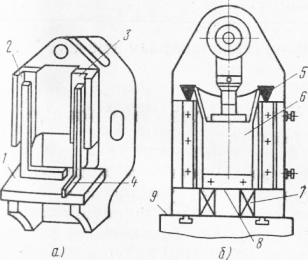
Рис. 2. Гидравлический пресс П472 На рис. 3, в дана схема эксцентрикового механизма пресса. Рабочий вал пресса соединен посредством шпонки с эксцентриком. Оси рабочего вала и эксцентрика не совпадают. Расстояние между осями называют эксцентриситетом. Эксцентриковый хомут охватывает эксцентрик; он в нижней части имеет резьбу, куда ввинчен шатун.
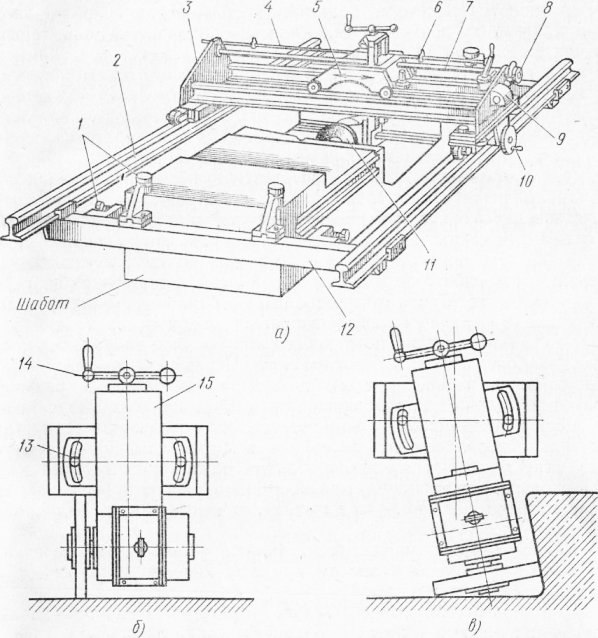
Рис. 3. Кривошипный эксцентриковый одностоечный пресс (а), схема кривошипного механизма (б), схема эксцентрикового механизма (в) Чтобы получить требуемую величину зазора в сочленении эксцентрик — эксцентриковый хомут, применяют прокладки (неподвижные компенсаторы). Необходимый зазор устанавливается затягиванием гайки и контргайки. Нижняя часть шатуна скреплена с шаровой пятой, которая опирается на подпятник. Ползун пресса соединяется с шатуном специальной гайкой. В некоторых случаях возникает необходимость изменить величину эксцентриситета (расстояние между осью вала и осью эксцентрика) Это достигается применением двойного эксцентрикового механизма, в котором на ось рабочего вала надеты и укреплены внутренний и охватывающий эксцентрики. Угловое положение охватывающего эксцентрика относительно внутреннего можно менять, благодаря чему общий эксцентриситет двойного эксцентрикового механизма меняется. Ремонт и эксплуатация кузнечно-прессового оборудования При работе оборудования ударного действия любая плохо пригнанная, недостаточно хорошо закрепленная деталь или деталь, изготовленная из материала, не предусмотренного конструктором, может оказаться причиной аварии и несчастного случая. Поэтому все работы по креплению деталей должны выполняться особенно тщательно. Шпильки, болты, гайки должны изготовляться только из металла, предусмотренного чертежом, с соответствующей термообработкой. Ремонтная служба цеха осматривает кузнечно-прессовое оборудование в течение рабочей смены. Обеденный перерыв цеха используется для осмотра агрегатов, подтяжки креплений, регулировки зазоров направляющих, подтяжки сальниковых сборочных единиц, проверки и регулировки систем управления молотами, ревизии воздушных клапанов, проверки средств обеспечения безопасности. На молотовом оборудовании имеется ряд деталей, выход из строя которых в период между ремонтами даже при нормальной эксплуатации, является вероятным. Это — штоки, поршни, поршневые кольца, штамподержате-ли, бабы, направляющие, клинья, крепежные детали. При капитальном ремонте восстанавливают все износившиеся поверхности основных деталей молота. На крупных машиностроительных заводах изношенные плоскости и основные детали молота обрабатывают на станках и с помощью специально изготовленных приспособлений. На предприятиях, не имеющих соответствующего оборудования, эту работу приходится выполнять вручную — рубкой пневматическим инструментом, подвесными обдирочными шлифовальными станками, ручными шлифовальными машинами и т. д. Механик кузнечного цеха должен вести записи в журнале о состоянии (наклоне) шабота каждого молота. Перед ремонтом сверяют данные о наклоне шабота с предыдущими данными и принимают решение — выполнять ремонт с выравниванием шабота или без выравнивания. Если наклон шабота увеличивается, его исправляют. Допустимый наклон в продольном направлении — не более мм, в поперечном — не более мм на 1000 мм длины. Наклон можно допустить без исправления, если даже величина его в два раза превышает приведенные выше величины, но при дальнейшей эксплуатации молота эта величина наклона не возрастет. Наклон шабота может быть вызван разрушением деревянных подшаботных брусьев, износом или разрушением плоскости фундамента, оседанием грунта. При прогрессирующем наклоне шабота допускается наплавка плоскостей шабота с целью получения горизонтальности этих плоскостей, при этом направленный слой должен быть не более мм. У шаботов изнашиваются главным образом поверхности, сопрягающиеся с нижним бойком. У небольших молотов шаботы восстанавливают строганием или шлифованием на станках. У средних и тяжелых молотов шаботы настолько громоздки и тяжелы, что их приходится ремонтировать на месте. В таких случаях часто применяют ручную пневматическую роторную машину вертикального типа марки ТШ-1. Ее корпус отлит из алюминиевого сплава, в нем смонтирован ротор с лопатками. Ротор и вместе с ним шлифовальный круг приводятся во вращение струей сжатого воздуха, бьющей в лопатки. Пуск и остановка машинки производятся поворотом одной из двух рукояток, которыми она снабжена. Плоскостность и прямолинейность обрабатываемых машинкой поверхностей проверяют по контрольной линейке на краску или щупом. При ремонте крупных шаботов на месте применяют специальные механизированные приспособления, одно из которых показано на рис. 4, а. В конструкцию этого приспособления входит тележка с кареткой, несущей электродвигатель со шлифовальным кругом. Тележку, которая опирается на раму из рельсов и двух балок, можно перемещать вручную в продольном направлении, действуя маховиком.
Рис. 4. Шлифование шаботов молотов при помощи механизированного приспособления: Каретка может перемещаться и в поперечном направлении — от электродвигателя через конические диски и винт, сопряженный с гайкой, находящейся в каретке. Величина поперечного перемещения ограничивается упорами на переключающей тяге. Тяга автоматически переключает направление движения каретки при ее встрече то с одним, то с другим упором. Приспособление выверяют и закрепляют на ремонтируемом шаботе винтами. Шлифование выполняют периферией шлифовального круга. Положение круга при шлифовании горизонтальных поверхностей шабота показано на рис. 4, б, а вертикальных поверхностей с уклоном 5—7° — на рис. 4, в. Для обработки вертикальных плоскостей шабота поворачивают электродвигатель со шлифовальным кругом на 90°, затем устанавливают суппорт с электродвигателем и кругом на соответствующий угол, после чего закрепляют суппорт болтами. Перемещение круга по высоте производится рукояткой, связанной с винтовой передачей. При ремонте молота периодически приходится также исправлять фундамент. При ремонте фундамента заменяют подшаботные деревянные подушки, в некоторых случаях приходится также выравнивать лицевую часть фундамента. При капитальном ремонте фундамента после разборки молота приступают к подъему шабота. Для этого его освобождают от земли и извлекают брусья, фиксирующие положение шабота относительно котлована. Составной шабот поднимают по отдельным частям винтовыми или реечными домкратами, к которым крепится траверса. По мере подъема под шабот подкладывают деревянные брусья (шпалы), из которых постепенно складывают клеть. Клеть выполняет роль опоры шабота по окончании подъема и обеспечивает безопасность при обрыве троса. Деревянную подушку извлекают из котлована и осматривают лицевую часть фундамента, которая должна быть ровной и горизонтальной. Горизонтальность фундамента проверяют линейкой с уровнем, прямолинейность — линейкой и щупом. Допускается отклонение от горизонтальности по фронту молота 1—1,5 мм на 1000 мм длины, а в поперечном направлении — 1,5—2,0 мм на 100 мм длины. Могут быть допущены отдельные впадины площадью не более см2 и глубиной до мм, но не более двух таких впадин на м2. Ремонт основных сборочных единиц кривошипных прессов Ремонт ползунов. Направляющие ползунов в прессах подвергаются значительному износу. При ремонте восстанавливают прямолинейность поверхностей и их взаимопараллельность с точностью 0,03 мм. Эти поверхности должны быть перпендикулярны поверхности по линиям аа и бб. Допускается отклонение до 0,03 мм. Ремонт направляющих часто начинают с шабрения направляющих по контрольной линейке. При таком способе трудно достичь взаимной параллельности направляющих и их перпендикулярности плоскости. Кроме того, для контроля указанных координат необходимо специальное приспособление. Наиболее рациональным надо считать порядок ремонта, при котором вначале проверяют и шабрят незначительно изношенную плоскость, которую затем принимают за базу. После ее восстановления ползун устанавливают этой поверхностью на контрольную плиту и при помощи контрольного угольника (на рисунке не показан) или приспособления проверяют отклонение от перпендикулярности каждой из поверхностей относительно поверхности контрольной плиты. Ремонт направляющих осуществляют шабрением или более рационально — скоростным фрезерованием. Для этого ползун располагают плоскостью на параллельные бруски, предварительно уложенные на столе фрезерного или расточного станка, и после закрепления обрабатывают торцовой фрезой каждую из поверхностей поочередно. Направляющие считают отремонтированными, когда точность координат ползуна соответствует техническим условиям, указанным выше. Ремонт станины. У станин прессов наибольшему износу подвергаются направляющие поверхности. На этих поверхностях часто наблюдаются и задиры. При ремонте восстанавливают прямолинейность и перпендикулярность направляющих поверхностей поверхности стола. Ремонт направляющих станины осуществляют различными способами: шабрением, фрезерованием и установкой компенсационных наделок из стали, текстолита, латуни и акрилопластов. Способ ремонта выбирается в зависимости от габаритов пресса и величины износов. Станины крупных прессов целесообразно ремонтировать на месте. За базу для ремонта рационально принимать поверхность стола, потому что эта поверхность почти не изнашивается. Ремонт станины начинают с проверки по поверочной плите плоскостности поверхности и при необходимости ее шабрят, добиваясь 6—8 пятен на площади 25 X 25 мм. Затем шабрят направляющие станины по отремонтированным направляющим ползуна или по плите, что зависит от формы поверхностей. У крупных прессов для закрашивания направляющих ползуном или поверочной плитой пользуются переносным подъемным устройством, которое прикрепляют к станине, используя отверстия для кривошипного вала. В процессе ремонта периодически проверяют перпендикулярность восстанавливаемых поверхностей базовой поверхности. Проверку осуществляют контрольным угольником или приспособлением. Отклонение от плоскостности поверхности допускается только по вогнутости 0,1 на 1000 мм, отклонение от перпендикулярности направляющих и поверхности — до 0,08 мм на 500 мм.
Рис. 5. Схема к ремонту поверхностей ползуна пресса
Рис. 6. Ремонт направляющих станин прессов: Наиболее рационально восстанавливать поверхности направляющих станин акрилопластами. Для этого выполняют следующие работы: Реклама:Читать далее:Подъемно-транспортное оборудование и основные правила ремонтаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|