|
|
Категория:
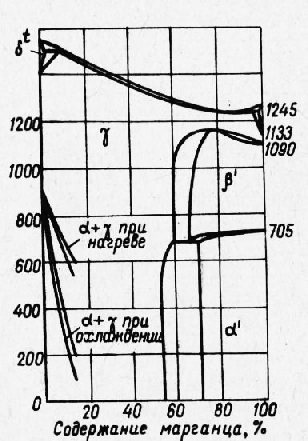
Черные металлы Добавление одного легирующего элемента к углеродистой стали делает ее трехкомпонентной, или тройной. Вследствие недостаточно высокого комплекса свойств тройные стали имеют сравнительно ограниченное применение. Здесь описаны марганцовистые, никелевые и хромистые стали. Марганцовистые стали. Диаграмма состояний Fe—Mn, принципиально сходная с диаграммой Fe—Ni, приведена на рис. 132. Из него видно, что, увеличивая содержание марганца, можно сделать двойной сплав Fe—Mn чисто аустенитным пРи комнатных температурах. Добавление углерода еще более стабилизирует аустенит, и сталь, содержащая 1,2% С, уже при 12—13% Мп становится чисто аустенитной и немагнитной, даже при замедленном охлаждении. Добавление марганца до 14% позволяет получить такую же структуру при охлаждении на воздухе уже при содержании всего лишь 0,3% С. Сталь с содержанием до 12% Мп способна упрочняться закалкой и давать 120 кГ/мм2. Сталь с 13% Мп применяется для деталей, служба которых связана с пластическими деформациями, наклепом и износом (черпаки экскаваторов, щеки камнедробильных машин, гусеницы тракторов и танков, стрелки и крестовины железнодорожных путей и т. д.). Варьируя содержание марганца, можно получить стали и мар-тенситного, и перлитного классов. Никелевые стали. Диаграмма состояний Fe—Ni в основных чертах сходна с диаграммой состояний Fe—Мп. Никелевые стали в зависимости от содержания в них Ni и С могут делиться на перлитный, мартенситный, аустенитный классы с двумя переходными. Никель, как никакой другой легирующий элемент, оказывает комплексное положительное воздействие на сталь. Он измельчает перлит и упрочняет феррит отожженной стали, не снижая ее вязкости. Мартенсит, обогащенный никелем, становится гораздо более пластичным и вязким. Аустенит, богатый никелем, мягок, вязок и пластичен.
Рис. 1. Диаграмма состояний сплавов железа с марганцем
В конструкционные стали перлитного класса вводится до 5% Ni при небольших количествах углерода. Примером являют -ся°стали марок 13Н5А и 21Н5А, содержащие в среднем соответственно 0,13 и 0,21% углерода и по 5% никеля. Эти стали, однако, дороги и применение их не оправдывается. Значительные добавки никеля сообщают сталям ряд особых физических свойств. Подбирая процентное содержание никеля, удается получить стали со строго определенными коэффициентами линейного расширения или особыми характеристиками упругих свойств. Инвар с добавлением 12% Сг или элинвар обладает высокой и постоянной упругостью, почему употребляется для изготовления пружин, камертонов и т. д.
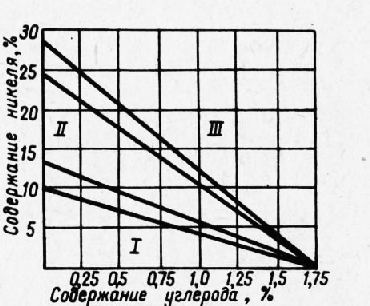
Рис. 2. Структурная диаграмма никелевых сталей.
Классы сталей: I — перлитный; II — мартенситный; III— аустенитный
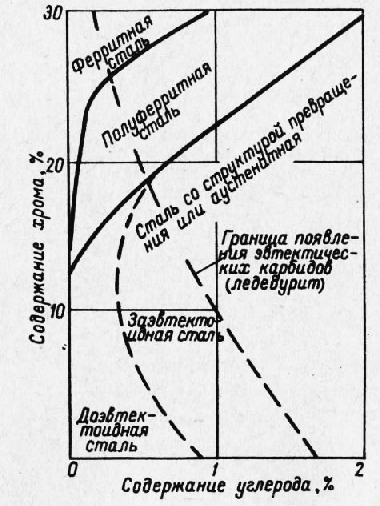
Структурная диаграмма хромистых сталей схематически представлена на рис. 2. Хром повышает критические точки, почему температура нагрева Для термической обработки у хромистых сталей должна быть несколько выше, чем у простых углеродистых. При наличии двойных карбидов температуру приходится повышать до 1000—1100°. Хром эффективно улучшает прокаливаемость. Стали, содержащие хром в достаточном количестве, способны закаливаться на мартенсит, даже при охлаждении на воздухе. Отрицательной особенностью хрома является его склонность увеличивать хрупкость при высоком отпуске, сопровождаемом последующим медленным охлаждением. В цементуемых сталях хром способствует образованию коагулированных карбидов и повышению концентрации углерода в поверхностном слое. Состав некоторых конструкционных хромистых сталей указан в таблице 16. Хромистые стали широко применяются в инструментальном деле. В зависимости от назначения инструмента они могут содержать 1,5—2,5% Сг и различное количество углерода.
Рис. 3. Структурная диаграмма хромистых сталей
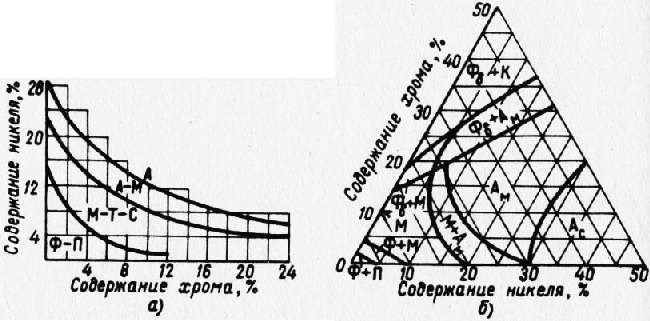
Четверные и многокомпонентные хромоникелевые стали. Наибольшее распространение в машиностроении получили четверные н более сложные хромоникелевые стали, поскольку они обладают благоприятным комплексом служебных свойств. В целях экономии никеля указанное отношение иногда уменьшают до единицы. Имеется тенденция в тех же целях даже изменить указанное соотношение на обратное. Стали с 1,5% Сг и 4,5% Ni при добавлении вольфрама или молибдена переходят в мартенситный класс. Никель понижает точку Ас3, а хром повышает ее. Совместное действие хрома и никеля оставляют точку Ас3 примерно на уровне, указываемом диаграммой Fe—Fe3C для данного содержания углерода. Это обстоятельство позволяет при назначении температур термообработки конструкционных хромоникелевых сталей пользоваться диаграммой Fe—Fe3C.
Рис. 4. Структурные диаграммы хромоникелевых сталей: а — ориентировочная (при охлаждении на воздухе). Классы сталей: фер-рито-перлитный (Ф-П); мартенсито-тростито-сорбитный (М-Т-С); аусте-нито-мартенситный (А-М); аустенитный (А); б — более точная (при резком охлаждении);Ам— метастабильный аустенит; Ас— стабильный аустенит; Ф — феррит; К — карбид; П — перлит: Фа— феррит 5; М — мартенсит
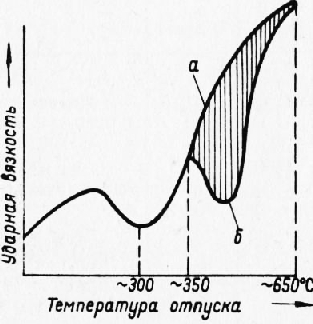
Карбиды хрома труднее растворяются и медленнее диффундируют в феррите, чем цементит. Поэтому отпуск закаленных на мартенсит хромоникелевых сталей протекает гораздо медленнее, чем в углеродистых сталях, и требует более высоких температур и увеличенных выдержек. Хром и никель очень сильно повышают устойчивость аустенита, уменьшают критическую скорость закалки и увеличивают прокаливаемость. Так, например, критическая скорость закалки стали с 0,5% С равна 400—500 град/сек, а стали с 0,5% С, 1,6% Сг и 2,65% Ni, 3 град/сек или даже 0,5 град сек, если закалка проводится с более высокой температуры. Следовательно, при закалке хромоникелевых сталей в отличие от углеродистых можно и следует применять менее интенсивные охлаждающие среды — например, масло. Обычная термообработка конструкционных хромоникелевых сталей состоит из закалки и отпуска на сорбит. При этом совместное действие хрома и никеля обеспечивает высокую прочность и твердость и достаточную пластичность и ударную вязкость. Достигаемый у четверных хромоникелевых сталей комплекс механических свойств зависит от содержания углерода. Дальнейшее увеличение прочности обычных хромоникелевых сталей без потери пластичности и ударной вязкости невозможно без введения новых компонентов. Поэтому в хромоникелевые стали были введены добавки вольфрама и молибдена и получены пятерные стали марок 18ХНВА и 18ХНМА. Помимо сказанного вольфрам и молибден предохраняют стали от хрупкости при высокотемпературном отпуске. Эти стали пригодны и для цементации с последующей термической обработкой и без цементации только с термической обработкой: закалка + низкий отпуск. Они относятся к мартенсит-ному классу. Здесь необходимо отметить разницу между свойствами мартенсита обычной среднеуглеродистой стали и мартенсита мало-Углеродистой легированной стали. Первый весьма тверд и хрупок, второй обладает средней твердостью и весьма высокой пластичностью и ударной вязкостью. Вольфрам и молибден улучшают характеристики вязкости и пластичности стали. В целях экономии дорогого никеля были разработаны стали-заменители, например 40ХНМА, достаточно полноценно заменяющие основные марки. Недостатки легированных сталей. К числу основных недостатков легированных, в частности, хромоникелевых, сталей относятся ухудшенная обрабатываемость резанием, склонность к хрупкости при отпуске и к флокенообразованию. Ухудшенная обрабатываемость резанием объясняется высокой прочностью, твердостью и вязкостью этих сталей. При обработке сталей с твердостью по Бринеллю свыше 400—415 кГ/мм3 и > 140 кПмм2 не только углеродистые инструментальные, но и специальные быстрорежущие стали оказываются недостаточно устойчивыми против отпуска, вызываемого при точении высоким нагревом режущей кромки инструмента, температура которой бывает выше 600°. В этом случае быстрорежущую сталь приходится заменять специальными твердыми сплавами, устойчивость которых простирается до температуры примерно 1000° и более. Хрупкость при отпуске проявляется в снижении ударной вязкости стали в результате отпуска при некоторых температурах и может быть двух видов. Отпускная хрупкость первого рода имеет место при температуре около 300°. Она связана, по-видимому, с устранением в процессе такого отпуска остаточного аустенита, по своей природе мягкого, вязкого и пластичного, и с превращением его в мартенсит. Эта хрупкость первого рода называется еще необратимой отпускной хрупкостью, так как не может быть устранена никакими средствами и, в частности, быстрым охлаждением после отпуска. Отпускная хрупкость второго рода возникает при медленном охлаждении после отпуска в интервале 500—650° (рис. 5) и называется еще обратимой отпускной хрупкостью. Появление ее может быть предупреждено быстрым охлаждением после отпуска.
Рис. 5. Влияние температуры отпуска на ударную вязкость легированной стали при быстром (а) и медленном (б) охлаждении после отпуска
Явление отпускной хрупкости второго рода объясняется сложными процессами превращений, протекающими в структуре закаленной стали, на отпускную хрупкость которой влияют такие элементы, как С, Mn, Si, Cr, Ni и Р. Мартенсит закаленной легированной стали представляет собой твердый раствор легирующих элементов, специальных карбидов, нитридов, фосфидов и других примесей в феррите. Нагрев при отпуске вызывает постепенное выделение внутри зерна и по границам тончайших частиц названных соединений, обусловливающих хрупкость стали. Нагрев до 500—650° и медленное охлаждение после отпуска особенно сильно способствуют выделению соединений по границам зерен, создающих в стали как бы хрупкий скелет. Быстрое охлаждение после коротки/ выдержек не оставляет достаточно времени для развития такого скелета и сталь остается вязкой. Молибден и вольфрам затрудняют диффузию в твердом растворе а, вследствие чего выдержка и длительность охлаждения при отпуске могут быть увеличены без охрупчивания стали. Поэтому стали с молибденом и вольфрамом (38ХМЮА, 18ХНВА и другие) практически невосприимчивы к хрупкости при отпуске. Волосные трещины, или флокены имеют в изломе вид серебристых пятен разного диаметра. Являясь острыми надрезами, они чрезвычайно неблагоприятно сказываются на усталостной прочности-сталей. Основной причиной возникновения флокенов считается влияние водорода, растворенного в жидкой стали и по мере остывания выделяющегося как из жидкого, так и твердого раствора. Средствами борьбы с флокенообразованием являются предохранение шихты от попадания в нее водородсодержащих веществ и медленное охлаждение слитков и поковок. Хромансиль. Пятерная хромомарганцекремниевая сталь, известная под наименованием хромансиль, широко применяется в производстве летательных аппаратов. Одной из основных марок ее является ЗОХГСА. Она содержит 0,3% С и по 1 % Сг, Мп и Si. Этой стали свойственны удовлетворительная прокаливаемость, высокая прочность и достаточная пластичность, удовлетворительная обрабатываемость давлением, удовлетворительная свариваемость, недефицитность легирующих примесей. Кроме того, применяется хромансиль с никелем марки ЗОХГСНА, обладающий более высокой прокаливаемостью и вязкостью. Хромансиль используется в состоянии после закалки с 880° и отпуска на кубический мартенсит или на сорбит. При этом механические свойства его равны соответственно: ot = 180 или Ю0 кГ/мм2-, 8 = 5 или 10%; ан = 10 кГм/см2. Термическая обработка особенно успешно применяется к сварным деталям из хромансиля. При этом происходит исправление структуры металла сварного шва и улучшение его свойств. В ряде случаев сварные узлы и некоторые детали из стали ЗОХГСА подвергаются изотермическим отжигу или закалке в соответствии с С-образной диаграммой этой стали. Виды термической обработки деталей из стали ЗОХГСА приведены в таблице 18. Изотермический отжиг перед сваркой обеспечивает снятие остаточных напряжений и уменьшение возможных короблений. Высокий отпуск после сварки перед окончательной термообработкой дает уменьшение остаточных напряжений и устранение нитридов в сварном шве, если была применена дуговая сварка. Отпуск проводится при температуре 680° с выдержкой до 1 часа и быстрым охлаждением. Закалку осуществляют при 880 ± 10° с охлаждением в масле, имеющем температуру 20—70°. Отпуск проводят при температурах 480—680° в зависимости от требуемых механических свойств.
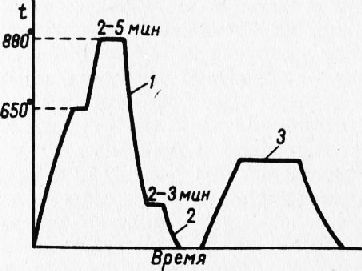
Рис. 6. Схема изотермической закалки с последующим отпуском для болтов диаметром 2—15 мм:
1 — охлаждение в соляной ванне 160—180°; 2 — охлаждение на воздухе; 3 — высокий отпуск 30—60 мин
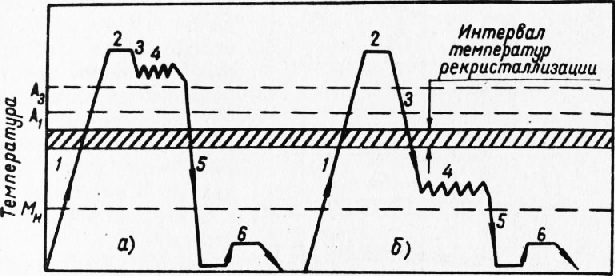
Повторная закалка допускается только одна. Такая предосторожность вызывается опасностью обезуглероживания поверхности и резкого ухудшения прочностных характеристик. Отпуск в интервале 300—480° производить не следует во избежание явления отпускной хрупкости первого рода. Изотермическая закалка деталей без сварки (болты) с нагревом в соляной ванне проводится по режиму, схематически представленному на рис. 6. Следует отметить, что изотермическая закалка хромансиля и хромансиля с никелем на высшие пределы прочности может проводиться при температурах среды 140—200°, лежащих ниже точки Мм. В этом случае структура стали, помимо игольчатого тростита, будет содержать в себе также и мартенсит. Температуру отпуска хромансиля после изотермической закалки при 140—200° выбирают такую же, как и после обычной закалки с непрерывным охлаждением в масле. Преимуществом изотермической закалки является возможность закаливать готовые изделия с минимальной опасностью поводок и короблений. Хромованадиевая сталь для пружин. Хромованадиевая сталь обладает высокой прочностью и высоким отношением предела упругости к пределу прочности и хорошо сопротивляется усталостному разрушению, что делает ее весьма пригодной для изготовления пружин разных типов. Эта сталь имеет; марку 50ХФА и содержит в среднем 0,50% С, 0,9% Сг и 0,25% V. Предел прочности ее 150 кГ/мм2 и сужение поперечного сечения 40%. Термическая обработка стали 50ХФА состоит из закалки при температуре 840—860° в масле и отпуска 370—420° в течение 5 мин в соляной ванне. Получаемая при этом твердость составляет 42—50 единиц HRC. Термомеханическая обработка сталей. До последних лет методы упрочнения металлических материалов путем пластической деформации или термической обработки были единственными. Развитие теории дислокаций позволило более глубоко понять закономерность процессов, протекающих в твердых металлах при механическом или термическом воздействии на них. При этом появилась возможность более квалифицированно управлять этими процессами и создать новый метод упрочнения стали, получивший название термомеханической обработки (ТМО). ТМО является комбинированной обработкой, совмещающей пластическую деформацию и закалку. Эта обработка может быть высоко- и низкотемпературной. Если деформацию материала проводят при температуре выше порога рекристаллизации, то обработку называют высокотемпературной (ВТМО), если ниже, то низкотемпературной (НТМО). На рис. 7 представлена принципиальная схема ТМО. На первой стадии происходит интенсивная пластическая деформация высокотемпературной фазы, а затем при быстром охлаждении деформированная и частично рекристаллизованная фаза претерпевает фазовое (аллотропическое) превращение. При пластической деформации структура материала становится мелкозернистой с большим количеством нарушений кристаллической решетки; последующее фазовое превращение такой структуры сопровождается значительным упрочнением металла. ТМО связана обязательно с перестройкой структуры сплава, а поэтому применять ее целесообразно лишь для металлических материалов с фазовыми (аллотропическими и другими) превращениями. В настоящее время ТМО применяется для сталей и сплавов на никелевой и титановой основах. Пластическая деформация материала в аустенитном состоянии проводится на 25—30%, при этом зерно аустенита измельчается, в кристаллической решетке накапливаются различные несовершенства, дефекты. Деформированный материал немедленно охлаждается в воде или масле для исключения рекристаллизации и для получения мартенситной структуры. Закаленная сталь приобретает строение мелкоигольчатого мартенсита с большой плотностью дислокаций, унаследованной от деформированного аустенитного зерна. Завершается обработка отпуском деталей при 100—200°.
Рис. 7. Схема термомеханической обработки стали:
а — ВТМО; б — НТМО; 1 — нагрев; 2 — выдержка; 3 — подстужи-вание; 4 — деформация; 5 — быстрое охлаждение (закалка); 6 — отпуск
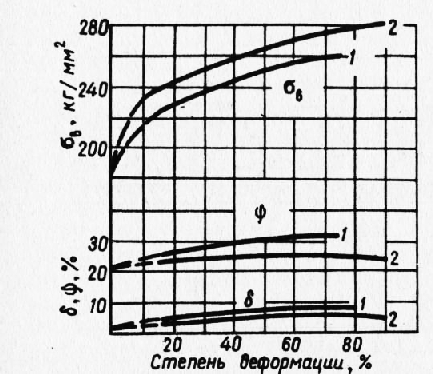
После ВТМО прочность стали повышается с одновременным возрастанием пластичности. Упрочнение легированной стали в отдельных случаях достигает 40% и выше, при этом пластичность часто возрастает в 2—3 раза. Положительно влияет ВТМО и на усталостные характеристики стали. При НТМО первоначальный нагрев стали проводится также, как и при ВТМО, т. е. до температур аустенитного состояния (рис. 7), затем заготовки быстро охлаждаются до температуры, лежащей ниже линии Ас,, но выше точки начала мартенсит-ного превращения. Выбор режима подстуживания стали делают согласно изотермическим кривым переохлажденного аустенита. При этом принимается во внимание, что при высоких температурах, когда подвижность атомов достаточно велика, пластическая деформация осуществляется значительно легче, однако продолжительность устойчивости аустенита, т. е. инкубационный период, не всегда достаточна. Например температура начала мартенситного превращения стали ЗОХГСА составляет 290°, температурный интервал существования переохлажденного аустенита 760—290° (рис. 137), а инкубационный период при различных температурах будет разный. При 650 и 400° он равен нескольким секундам, а при 550° — двум минутам. Следовательно, подстуживать сталь ЗОХГСА при НТМО целесообразно до температуры 550°. При этой температуре наибольшей устойчивости аустенита и проводится пластическая деформация. Степень обжатия заготовок в этом случае значительно выше, чем при ВТМО, и составляет 75—95%, так как подвижность атомов при температуре деформации НТМО значительно ниже, чем при температурах выше Лс3, и для создания необходимых структурных изменений требуется большая деформация. Деформированные при НТМО заготовки или детали немедленно охлаждаются в воде или масле и подвергаются низкому отпуску. Структура стали после НТМО аналогична строению ее после ВТМО, т. е. физическая сущность происходящих процессов при разных видах ТМО идентична. Вместе с тем прочность деталей в случае НТМО, как правило, выше, а пластичность несколько ниже. Это можно объяснить высокой степенью применяемой деформации, большим количеством и плотностью дефектов в материале при НТМО. Несмотря на это в настоящее время большим вниманием пользуется ВТМО, поскольку осуществлять ее значительно легче, так как не требуется создавать специальных условий для подстуживания, оборудование для прокатки, ковки, штамповки в этом случае используется менее мощное, чем при НТМО. Кроме того, методом ВТМО можно упрочнять все стали, имеющие полиморфное или фазовое превращение, независимо от устойчивости переохлажденного аустенита, тогда как при НТМО переохлажденный аустенит упрочняемой стали должен обязательно иметь продолжительный инкубационный период.
Рис. 8. Изменение механических свойств стали 37XH3A в результате ВТМО (1) и НТМО (2)
Детали, упрочненные ТМО, в процессе эксплуатации при температуре выше 200—300° разупрочняются, вследствие чего не могут применяться для работы при повышенных температурах. Реклама:Читать далее:Коррозионностойкие (нержавеющие, жаростойкие) и жаропрочные сплавыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|