 Ленточнопильные и лобзиковые станки
Ленточнопильные и лобзиковые станки
Категория:
Технология деревообрабатывающего производства
Ленточнопильные и лобзиковые станки
Ленточнопильные станки применяются как для криволинейной, так и для прямолинейной распиловки и, в частности, для ребровой распиловки толстых досок на тонкие. В последнем случае получается значительная экономия древесины за счет снижения потерь на опилки по сравнению с лесопильными рамами и круг-лопильными станками, что видно из сравнения следующих данных:
— пропил у ленточнопильных станков столярного типа 1,4—1,5 мм пропил у ленточнопильных станков делительного типа 1,7—2,1 мм пропил у круглопильных станков с плоским диском 3—4,5 мм пропил у лесопильных рам 2—3,5 мм
Ленточнопильный станок ЛС80-3 предназначен как для криволинейной, так и прямолинейной распиловки.
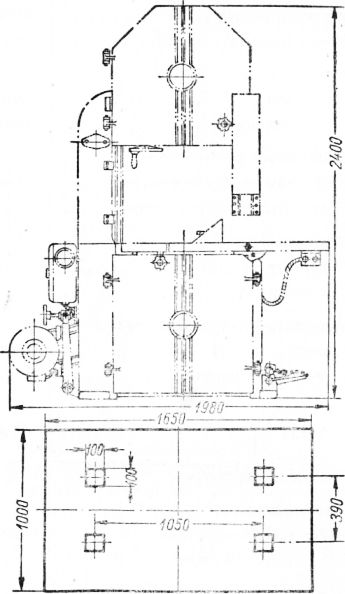
Рис. 1. Монтажная схема ленточнопильного станка ЛС80-3.
Технические условия по нормам точности, которым должен удовлетворять ленточнопильный станок типа ЛС80-3 (по Манжосу):
1. Рабочая поверхность стола должна быть плоской. Проверяется линейкой и щупом. Допуск 0,5 мм на длине 1000 мм. Пгт рабочая поверхность направляющей линейки должна быть плоской. Проверяется линейкой и щупом. Допуск 0,2 мм.
3. Пильное полотно должно быть перпендикулярно рабочей поверхности стола. Проверяется угольником и щупом. Допуск 0,2 мм на длине 100 мм.
4. Рабочая поверхность направляющей линейки должна быть перпендикулярна рабочей поверхности стола. Проверяется угольником и щупом. Допуск 0,2 мм на длине 110 мм,
5. Поверхность обода пильных шкивов не должна иметь радиального биения. Проверяется индикатором. Допуск 0,1 мм.
6. Боковые поверхности обода пильных шкивов не должны иметь торцевого биения. Проверяется индикатором. Допуск 0,6 мм.
Смазка. Шарикоподшипники смазываются солидолом УС-2 1 раз в 3 месяца, винты и направляющие индустриальным маслом 45 1 раз в месяц.
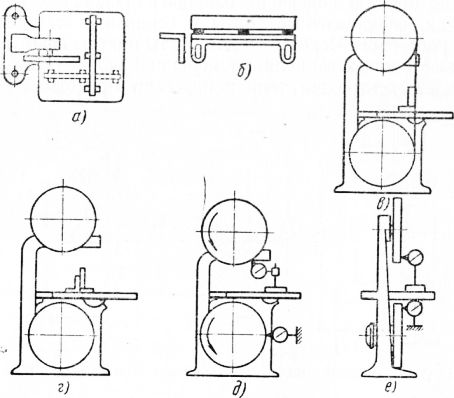
Рис. 2. Схемы проверки ленточнопильного станка типа ЛС80-3.
Электрооборудование и наиболее изнашивающиеся покупные детали станка ЛС80-3:
а) электродвигатель АО 51 или Т51/4/, 4, 5 кет, 1500 об/мин ; магнитный пускатель МПК-1-110 ; пакетный выключатель ВП-25. Предохранитель трубчатый 60а ПР60 (3 шт.); реле тепловое РТ-1 с нагревательными элементами № 39 ; клеммники наборные : на 25а, 6 клемм КН-2506 (1 шт.) и на 10а, 4 клеммы КН-1004 (1 шт.); кнопочная станция КС2-22 (1 шт.); плавкие вставки 60а, 220 в или 25а, 380 в (3 шт.); нагревательные элементы № 62 (220 в) или № 51 (380 в) — 1 комплект; конечный выключатель ВК-110 (1 шт.);
б) роликоподшипники для пильных шкивов № 2309 (2 шт.) и № 308 (2 шт.) и шарикоподшипники для опорных роликов № 201 (4 шт.);
в) клиновые ремни типа Б длиной 2500 мм (2 шт.);
г) ленточная пила шириной 30—50 мм, толщиной 0,8—1,2 мм, Длиной 5550 мм. Развод зубьев на одну сторону ленточной пилы принимается при распиловке хвойных пород 0,25—0,30 мм, для твердых пород 0,20—0,25 мм;
д) запасные части:
1) ролики опорные детали 4-14 из стали УЮА, термически обработанные на твердость Rc = 50 -ь 55 (2 шт.) и 2) коксы дет. 4-29 из текстолита (8 шт.), изображенные на рис. 3.
Делительный ленточнопильный станок ЛД140 предназначен для массовой распиловки (деления) толстых досок на тонкие.
Монтаж ленточнопильного делительного станка осуществляется на бетонном или кирпичном фундаменте. После выверки станины на стальных клиньях согласно уровню, положенному на направляющие для кареток подающих вальцов в продольном и поперечном направлениях, фундаментные болты и основание станины заливают цементным раствором. Через 3—4 дня болты подтягивают и устанавливают пильные шкивы, закрепляют коренной вал и рычаг с грузами, устанавливают электродвигатели и надевают приводные ремни.
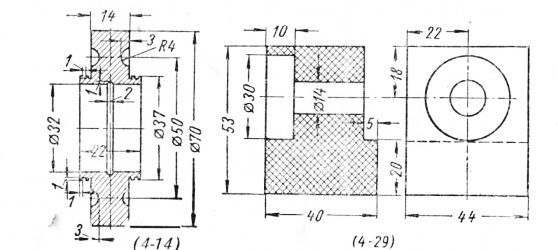
Рис. 3. Запасные части ленточнопильного станка ЛC80-3.
Технические условия по нормам точности, которым должен соответствовать станок типа ЛД-140 после монтажа или ремонта :
1. Пильные шкивы не должны иметь радиального биения. Проверяется индикатором. Допуск 0,3 мм.
2. Образующие правой и левой группы вальцов должны быть параллельны. Проверяется концевыми мерами. Допуск 0,3 мм на длине 300 мм.
3. Полотно ленты должно быть параллельно образующим правых вальцов. Проверяется линейкой и щупом. Допуск 0,3 мм на длине 500 мм. После отладки станок должен давать доски одинаковой толщины :
При ширине доски от 40 до 100 мм допуск 0,2 мм „ „ 105 до 200 „ „ 0,3 „ „ „ св. 210 „ „ 0,4 „
Электрооборудование и наиболее изнашивающиеся детали станка ЛД-140:
а) электродвигатель с фазовым ротором МТ-63-10, 33 кет, 580 об/мин, пусковой реостат РМ-1531 с блок-контактом (1 шт.); выключатель-автомат с рычажным приводом А2010 (1 шт.); кнопка «Стоп» КУ-1 (1 шт.), кнопка «Стоп» КС-1-21 (1 шт.); клеммник наборный КН-1006 (1 шт.);
б) шарикоподшипники для нижнего шкива № 7318 (2 шт.) и для верхнего № 7614 (2 шт.); для коренного вала № 11312 (2 шт.); для вала фрикциона № 1508 (2 шт.); для шкива фрикциона № 213 (2 шт.); для винта подъема № 8306 (1 шт.) и для натяжного ролика № 207 (2 шт.);
в) ремни клиновые «Г», 50С0 мм (5 шт.), приводные прорезиненные шириной 60 мм, длиной 2450 мм (1 шт.) и шириной 60 мм, длиной 26С0 мм (1 шт.);
г) цепь втулочно-роликовая / = 5/8”, d =10,5 мм, 112 звеньев; Д) пила ленточная делительная шириной 125 или 150 мм, толщиной 1,2 мм, длиной 8300 мм. Развод зубьев пил на одну сторону при распиловке хвойньь. пород U,40—0,50 мм, при влажности свыше 25% летом 0,50—0,60 мм, твердых пород при влажности до 25% 0,40—0,45 мм, а при влажности свыше 25% 0,45—0,55 мм ;
е) запасные части : кольцо фрикциона дет. 4-40 (текстолит), гайка трапецеидальная дет. 6-18- (бронза ОЦО-1), винты трапецеидальные дет_ 6-34, 7-33 (сталь 45), вкладыш дет. 9-15 и 9-16, сухари дет. 10-8 и 10-9 (бук) и брус дет. 11-9 (береза).
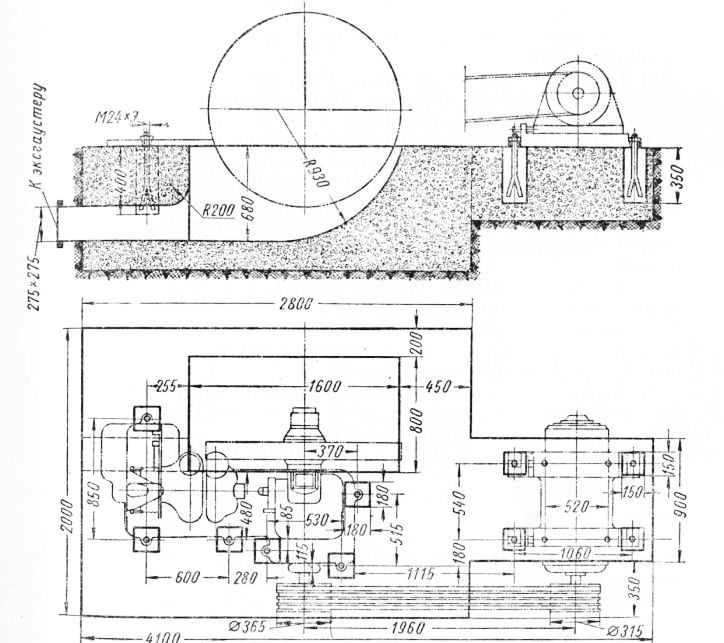
Рис. 4. Фундамент ленточнопильного станка ЛД140.
Наладка ленточнопильного делительного станка:
1. Принимают из пилоточки пилу, которая должна быть тщательно заточена, провальцована и спаяна. Пилу надевают на шкивы и дают ей натяжение, поднимая верхний пильный шкив до момента начала подъема грузов.
2. Согласно высоте пропила устанавливают опорные ролики и зажимные коксы.
3. Производят правку (фуговку) зубьев пилы на ходу при помощи абразивных брусочков заточного приспособления, смонтированного на станке у восходящей ветви пилы.
4. Настраивают вальцевой механизм подачи на размер заготовки и толщину отпила, устанавливают величину подачи.
5. Проверяют станок вхолостую и делают пробную распиловку.
Техника безопасности на ленточнопильных станках:
1. Ленточнопильные станки столярного типа должны быть оборудованы тормозными устройствами для быстрой остановки пильных шкивов.
2. У ленточнопильных станков делительного типа валики механизма подачи должны быть ограждены металлическими щитками.
3. Пильные шкивы и пильная лента должны быть ограждены кожухами. Ограждение должно исключить возможность ранения рабочего при’разрыве работающей ленты.
4. Верхние направляющие ролики пильной ленты устанавливают так, чтобы при регулировании их по высоте реза оставалась открытой только режущая часть пильной ленты.
5. Ленточнопильный станок (делительный) должен быть оборудован автоматической очисткой нижнего пильного шкива от опилок путем установки щетки, расположенной вдоль восходящей части пильной ленты.
6. Каждый ленточнопильный станок столярного типа должен иметь роликовый предохранитель против спадения ленты в сторону подачи распиливаемого материала.
Лобзиковые (ажурные) станки используются для выпиливания по внутреннему замкнутому контуру с кривыми малых радиусов.
На рис. 5 показан лобзиковый станок АЖС-3, обеспечивающий наибольшую высоту пропила 60.мм.
Технические условия на нормы точности, которым должен удовлетворять лобзиковый станок после монтажа и ремонта :
1. Рабочая поверхность стола должна быть плоской (допускается только вогнутость). Допуск 0,2 мм на длине 1000 мм.
2. Плоскость натянутой пилки и ось сверла должны быть перпендикулярны плоскости стола в его горизонтальном положении. Допуск 0,1 мм на длине 100 мм.
3. Оси верхнего и нижнего ползунков должны совпадать. Допуск 0,05 мм.
Смазка. Подшипники головки смазываются солидолом 1 раз в 3 месяца, ползуны 1 раз в смену, а подшипники вентилятора и шатуна 1 раз в месяц.
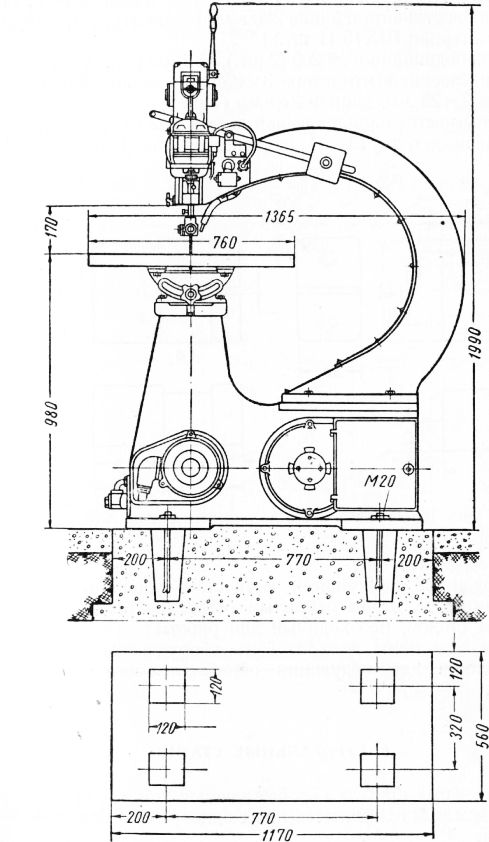
Рис. 5. Монтажная схема лобзикового (ажурного) станка АЖС-3.
Оборудование и наиболее изнашивающиеся детали станка АЖС-3:
а) электродвигатель пилы Т41/6, 1 кет, 950 об/мин (1 шт.); электродвигатель вентилятора ФТО, 0,25/2, 0,24 кет, 2800 об/мин ;
б) электроаппаратура : предохранители трубчатые ПР1-М (3 шт.), выключатель пакетный ВП-10 на 10а (1 шт.); магнитные пускатели МПКО-1Ю (2 шт.); конечные выключатели ВК-110 (2 шт.); клемм-ник наборный НК-1003 на 10а (1 шт.); реле силовое РТ-1 (1 шт.);
в) пилка пластинчатая, длина 280 мм, толщина 0,8—1,2 мм, ширина 5—10 мм, материал ШХ15 (1 шт.);
г) шарикоподшипники № 205’(2 шт.), № 1203 (2 шт.), № 206 (2 шт.);
д) ремни плоские вентилятора 3×25 мм, длиной 1380 мм (1 шт.) и для головки 3×25 мм, длиной 270 мм (1 шт.);
е) запасныечасти: направляющая деталь 262 из текстолита (1 шт.); направляющая деталь 13—31 из березы (1 шт.), изображенные на рис. 6.
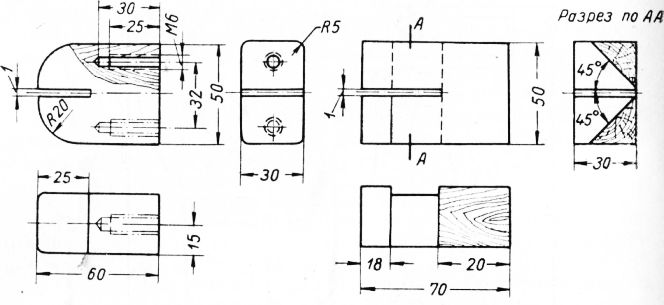
Рис. 6. Запасные части лобзикового станка АЖС-3.
Техника безопасности:
а) привод и все движущиеся части станка должны быть закрыты ограждениями так, чтобы открытым оставался лишь участок пилы над рабочим столом, необходимый для работы;
б) лобзиковые пилы должны быть оборудованы пневматическим приспособлением для обдувания обрабатываемого материала при распиловке.
Реклама:
Читать далее:
Строгальные станки деревообрабатывающих предприятий
Статьи по теме: