|
|
Категория:
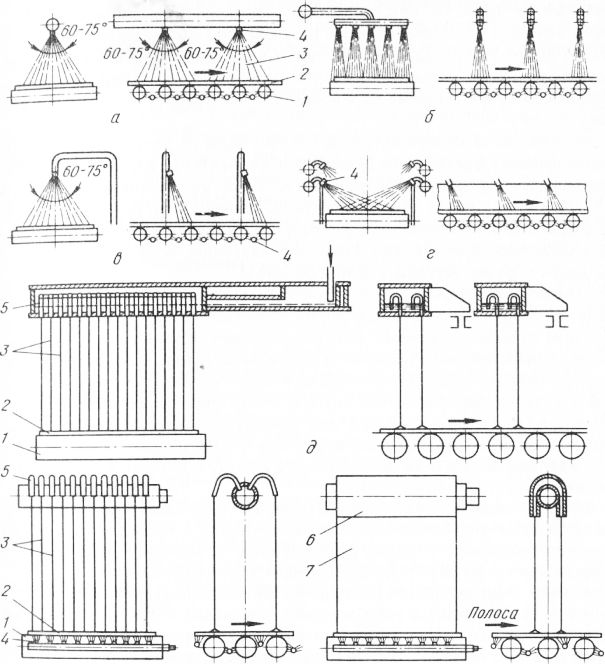
Эксплуатация транспортного оборудования цехов Горячекатаные широкие: полосы подвегают регулируемому и ускоренному охлаждению на отводящем рольганге в потоке непрерывных и полунепрерывных широкополосных станов. Целесообразность широкого применения такого способа охлаждения непосредственно за чистовой группой рабочих клетей прокатных станов обусловлена улучшением качества прокатной продукции, т.е. предотвращением самоотжига металла в рулонах и роста ферритных зерен. Кроме того, при ускоренном охлаждении металла до температуры минимальной устойчивости аустенита (500—600 °С) и его распада, зависящем от химического состава стали, обеспечивается получение требуемых и равномерных механических свойств металла при смотке. Вместе с тем ускоренное охлаждение горячекатаных полос после выхода их из последней рабочей клети стана способствует и повышению механических свойств прокатываемого металла, т.е. полосы повышенной прочности. Физическая сущность процесса ускоренного охлаждения полос на отводящем рольганге заключается как в передаче тепла от поверхностей металла воде за счет большого перепада их температур, так и в излучении, свободной конвекции и передаче тепла рольгангу. Этот процесс теплопередачи во времени при подаче воды на полосу характеризуется коэффициентом теплоотдачи. В первый момент соприкосновения воды с горячим металлом из-за большой разности их температур происходит быстрая теплоотдача и коэффициент теплоотдачи имеет высокое значение. Однако на поверхности полосы сразу же образуется пар, который начинает действовать как изолирующий слой, замедляя процесс теплоотдачи. Некоторое время коэффициент теплоотдачи имеет минимальное значение, характеризуя период замедленной теплоотдачи. Постепенно, с охлаждением металла, паровой слой теряет свою устойчивость, и между поверхностью полосы и подаваемой новой порцией воды возникает непосредственный контакт, приводящий снова к высокой теплоотдаче. Со временем температура металла становится все более низкой, поэтому теплоотдача даже в моменты контактов воды с полосой уменьшается. Следовательно, скорость охлаждения полосы зависит от того, насколько быстро разрушается паровой слой на поверхности охлаждаемого металла. Способы охлаждения полос можно подразделить на следующие типы: верхние — со струевой подачей воды низкого (до 0,4 МПа) или высокого (до 1,7 МПа) давления и с ламинарной подачей воды низкого (до 0,3 МПа) или высокого (до 10 МПа) давления. В верхних системах охлаждения со струевым способом подачи воды в качестве рабочих органов чаще всего используют душирующие устройства, выполненные в виде труб с отверстиями или соплами (коллекторов), воду к которым подводят от магистрального трубопровода. Коллекторы располагают сверху на высоте 750—1500 мм над уровнем Роликов рольганга. Они могут быть приложены по оси отводящего рольганга, перпендикулярно ему или сбоку роликов. Верхние системы охлаждения с ламинарным способом подачи воды снабжены открытыми или закрытыми камерами (баками) с сифонами, через которые вода ламинарными струями подается на движущуюся полосу с высоты 1200—2220 мм и более. Камеры высотой 300-400 мм располагают поперек рольганга и крепят шарнирно с одной стороны к опорам, обеспечивая в случае необходимости их поворот вверх или в сторону.
Рис. 1. Схема способов ускоренного охлаждения полос на полосовых станах горячей прокатки: У нижних систем со струевой подачей воды на полосу обычно в качестве рабочих органов предусмотрены коллекторы, расположенные через шаг между роликами рольганга, ниже их верхнего уровня на 200—300 мм и менее. В коллекторе выполнены круглые или прямоугольные отверстия. Иногда в коллекторах устанавливают распыливаю-щие форсунки низкого или высокого давления. Вода к коллекторам подводится от магистрального трубопровода. Нижним струевым системам, в которых, как правило, вода подается на полосу под небольшим давлением, присущи те же недостатки, что и верхним струевым системам низкого давления. Кроме того, вследствие менее продолжительного контакта охлаждающей воды с полосой эти системы по эффективности использования воды уступают системам с верхней подачей воды на полосу и поэтому снизу подается значительно меньше воды, чем сверху. Однако для равномерного охлаждения полосы сверху и снизу и во избежание коробления полосы целесообразнее организовать подачу воды на полосу сверху и снизу примерно в одинаковых количествах. В виде отдельной системы выполняется охлаждение роликов рольганга. В этом случае коллекторы расположены в промежутках между роликами рольганга и имеют два отверстия, из которых вода одновременно подается на обе стороны, охлаждая два соседних ролика. Таким образом, линии охлаждения на отводящем рольганге полосовых станов включают в себя верхнюю и нижнюю системы охлаждения роликов рольганга. При этом вода линии охлаждения подается и отводится обычно с помощью системы оборотного цикла воды. В ряде случаев для регулирования процесса охлаждения полосы используют математические модели. Системы автоматического управления процессом охлаждения должны осуществлять охлаждение полос, движущихся по рольгангу с переменной скоростью по заданной зависимости абсолютного падения температуры полосы с соответствующим увеличением расхода воды по мере ускорения движения полосы от заправочной к максимальной рабочей скорости прокатки. При этом, как уже отмечалось, должны быть учтены допустимые температурные перепады по длине и толщине полосы. Вычислительная машина, регулирующая температуру смотки, должна прогнозировать необходимый расход воды и управлять душирующими органами установки охлаждения с некоторым опережением. На большинстве современных широкополосных станов устраивают аналогичные системы, однако возникают определенные трудности в получении необходимой информации о ходе процесса охлаждения полос вследствие запаздываний в контуре регулирования системы управления и низкого быстродействия клапанов душирующих органов. Рассмотренная система автоматического регулирования обеспечивает поддержание заданной температуры полосы при смотке в рулон с точностью +10 °С на 95% длины полосы при толщине до 7 мм, в то время как при системе с ручным управлением даже при меньшей скорости прокатки такая точность поддержания температуры полосы при смотке достигалась только на 10% длины всей полосы. Следует отметить, что разработанная ВНИИметмашем для непрерывного широкополосного стана 1700 горячей прокатки система охлаждения полос с использованием принципа безынерционной подачи воды ламинарным потоком на полосу сверху также может быть включена в систему автоматического регулирования температуры полосы при смотке ее в рулон. Таким образом, полосовые станы должны быть оборудованы линиями ускоренного охлаждения полос с верхней и нижней системами. Конструкция этих линий должна обеспечивать эффективное и равномерное охлаждение полос на отводящем рольганге стана до требуемой температуры смотки при рациональном использовании воды; возможность автоматического регулирования режима охлаждения полос при работе стана с разгоном за счет применения систем охлаждения безынерционного типа; нормальные условия эксплуатации отводящего рольганга при наличии верхней системы охлаждения. Кроме того, линии должны быть оборудованы надежными и работоспособными камерами и коллекторами систем верхнего и нижнего охлаждения, не засоряющимися в течение длительного времени, а также быстродействующей аппаратурой, управляемой с помощью ЭВМ. Реклама:Читать далее:Линии ускоренного охлаждения катанки в потоке проволочных становСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|