|
|
Категория:
Эксплуатация транспортного оборудования цехов Далее: Колесопрокатный стан Для холодной прокатки рулонной стали применяются станы различного типа: непрерывные четырехвалковые (3-, 4-, 5- и 6-клетьевые), реверсивные четырехвалковые и многовалковые (в основном 20-валковые). На непрерывном стане клети расположены возможно ближе одна к другой (практически расстояние между осями клетей равно 4,5—5,0 м). Рабочие валки каждой клети снабжены приводом от электродвигателя (одного или двух) постоянного тока мощностью 3—5 тыс. кВт с регулированием скорости в широких пределах через шестеренную клеть или без нее и универсальные шпиндели. Для уменьшения усилия металла на валки при прокатке на полосу подается смазка (при прокатке жести — пальмовое масло или его заменители; при прокатке более толстых полос — масляная эмульсия). Шести- и пятиклетьевые непрерывные четырехвалковые станы применяют главным образом для холодной прокатки тонкой жести (толщиной 0,15—0,35 мм) шириной до 1200 мм. В соответствии с этой шириной полосы длина бочки валков стана составляет 1200—1400 мм. Диаметр рабочих валков 500—550 мм, опорных 1300—1500 мм. Скорость прокатки в последних клетях соответственно 40 и 30 м/с, производительность станов достигает 800 тыс.т в год.
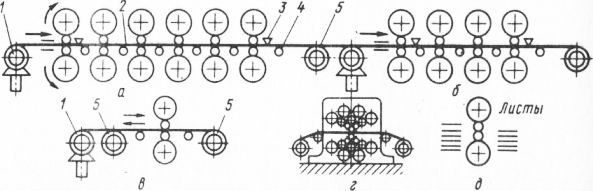
Рис. 1. Схемы станов холодной прокатки: Непрерывные пятиклетьевые четырехвалковые станы применяют как для прокатки тонких полос (для автолистов и др.) минимальной толщиной 0,17-0,23 мм, шириной до 2150 мм и массой до 40-60 т со скоростью до 25—30 м/с при длине бочки валков до 2000-2200 мм, так и для прокатки жести и полос из электротехнической (трансформаторной и динамной) стали минимальной толщиной0,15—0,18 мм, шириной до 1300 мм и массой до 15 т со скоростью до 37—39 м/с при длине бочки валков до 1200-1420 мм. Трех- и четырехклетьевые непрерывные четырехвалковые станы применяют для холодной прокатки автотракторных листов толщиной 0,6— 2,5 мм, шириной 1300—1800 мм из горячей полосы толщиной 3—8 мм в рулонах массой 25- 50 т. Длина бочки валков 1500-2000 мм (при тех же диаметрах, что и для пятиклетьевых станов). Скорость прокатки 5—12 м/с, производительность 0,6-0,8 млн.т в год. Одноклетьевые реверсивные станы (реже двухклетьевые) четырехвалковые по конструкции аналогичны непрерывным. Прокатка на этих станах осуществляется в несколько реверсивных проходов полосы через валки, поэтому с входной стороны, кроме разматывателя, установлена вторая моталка. Скорость прокатки 5—15 м/с. По сравнению с непрерывными производительность реверсивных станов в 3—5 раз меньше, но они более “гибкие” при настройке и прокатке полос различной толщины. Многовалковые реверсивные станы применяют для холодной прокатки тонких (0,1—0,5 мм) и весьма тонких (до 2 мкм) полос и ленты из легированных сталей и специальных сплавов. На этих станах прокатывают полосу, предварительно прокатанную до толщины 0,5—1,5 мм на обычных четырехвалковых станах. Многовалковые (20- валковые) станы снабжены рабочими валками очень небольшого диаметра (10—50 мм), опирающимися на несколько рядов опорных валков и опорных роликов. При таком диаметре рабочих валков привод их осуществить практически невозможно, поэтому приводными делают четыре опорных валка двух промежуточных рядов. Станина рабочей клети представляет собой массивный стальной моноблок с большой жесткостью. Напряжение в станине при прокатке допускается не более 2,5 МПа, т.е. в 20-30 раз меньше, чем в станинах четырехвалковой клети. Применение рабочих валков минимального диаметра и жесткость валковой системы и станины обеспечивают возможность холодной прокатки на этих станах тонкой и тончайшей высокопрочной полосы (при большом натяжении ее моталками). На этих станах прокатывают тончайшую полосу шириной до 100 мм и тонкую полосу шириной до 2000 мм, скорость прокатки 1—10 м/с. Производительность больших 20-валковых станов соответствует производительности реверсивных четырехвалковых станов.
Рис. 2. Двадцативалковый стан 1200 Из зарубежного современного опыта в области станов холодной прокатки следует отметить прежде всего широкое строительство станов с четырехвалковыми клетями непрерывного типа в составе четырех и пяти клетей для производства полос и пяти и шести клетей для производства жести. Наиболее совершенными являются пятиклетьевые листовые четырехвалковые станы 1700—2200, рассчитанные на прокатку полос в рулонах массой до 45—60 т со скоростью до 30 м/с и шестиклетьевые жестекатальные четырехвалковые станы 1320—1450, рассчитанные на прокатку жести в рулонах массой до 33—46 т со скоростью до 38—40 м/с; впервые в мире в 1971 г. на фирме “Nippon Kokan” (Япония) введен в строй полностью автоматизированный непрерывный пятиклетьевой стан 1420 с управлением от ЭВМ для “бесконечной” прокатки жести толщиной 0,15—1,6 мм со скоростью до 30,5 м/с. В области реверсивных станов холодной прокатки за рубежом широко применяют многовалковые (20-валковые) станы; в последнее время нашли распространение станы типа MKW конструкции фирмы “Schloemann- Siemaq” (ФРГ) с рабочими валками небольшого диаметра (125—250 мм), смещенными по отношению к вертикальной оси опорных валков и опирающимися дополнительно на боковые подпорные валки, и с приводом через опорные валки. Реклама:Читать далее:Колесопрокатный станСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|