|
|
Категория:
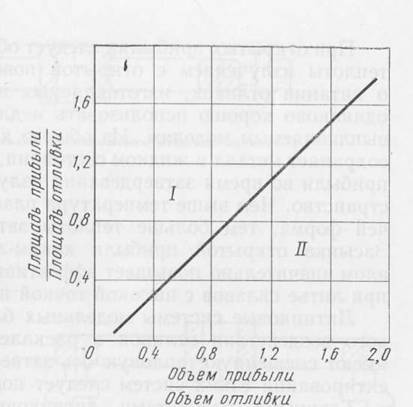
Производство точных отливок Далее: Элементы литниковой системы Плотность металла отливок прежде всего зависит от заливки и литниково-питающей системы. Принимая во внимание то, что сплав заливается в раскаленные керамические формы, изготовление отливок с хорошей структурой металла связано с определенными трудностями. При заливке керамической формы металл должен заполнять полости формы спокойно и равномерно, при этом следует каким-либо способом возместить усадку, которая всегда сопровождает затвердевание металла. Это возможно лишь за счет применения соответствующей литниковой системы и прибылей. Опыт традиционного литья (в песчаные формы) предоставляет много знаний о литниковых системах:основные принципы литья в песчаные формы пригодны и для литья по выплавляемым моделям в горячих керамических формах. Прибыль является хранилищем жидкого металла и должна быть размещена так, чтобы восполнять расход металла на усадку во время его затвердевания. При правильно выбранной и размещенной прибыли металл в ней остается в жидком виде дольше, чем в отливке, и, следовательно, служит для питания отливки при ее кристаллизации. Прибыль обычно изготовляют из тех же материалов керамической формы, что и отливку, поэтому ее охлаждение в общей системе формы одинаково интенсивно. Поскольку прибыли должна затвердевать позже отливки, она должна иметь форму и объем такие, чтобы ее охлаждение проходило медленнее. Замедление хода охлаждения прибыли иногда обусловливается тем, что применяют для прибыли оболочки из материала с меньшей теплопроводностью или прибыль засыпают материалами с экзотермическими добавками. Соотношения размеров прибыли, отвечающие ее минимальному объему, показаны на рис. 1. Учитывается величина и форма, как это видно из соотношений объемов и площадей поверхностей отливки и прибыли. Прибыль с оптимальными размерами соответствует точкам, расположенным над прямой линией. Это наиболее точный способ определения размеров прибылей, однако он несколько громоздок, таК как необходимо рассчитывать площади поверхностей. узлы лучше всего определять рентгеновским способом на отливках, изготовленных без прибылей, или травлением металла в соответственно разрезанных узлах отливки. Если у отливки во время затвердевания наблюдаются два участка с жидким металлом, разделенные уже затвердевшей зоной, то должно быть две прибыли. При выборе прибыли необходимо учитывать область ее действия, т. е. область, в которой прибыль способна питать жидким металлом затвердевающую отливку. Назовем общеизвестные рекомендации, касающиеся действия прибылей в горячих керамических формах: Все мероприятия, которые снижают скорость затвердевания металла в прибыли или повышают ее в отливке, улучшают действие прибыли. Однако при литье в горячие формы нельзя использовать такие мероприятия, как при других способах литья. Применять холодильники, экзотермические и изоляционные материалы при литье по выплавляемым моделям трудно. Только соответствующее расположение прибыли и отливки в формах может обеспечить улучшение качества отливки.
Рис. 1. Зависимость между размерами прибыли и отливки:
I — усадочные явления; II — плотные отливки
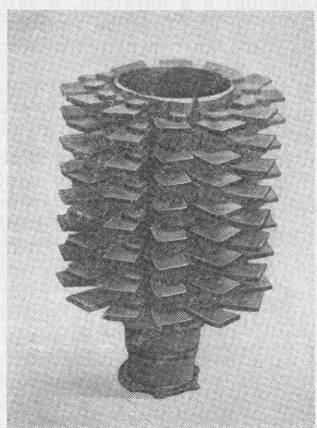
При открытых прибылях следует обращать внимание на потери теплоты излучением с открытой поверхности металла. Данные о питании отливок, изготовляемых в песчаных формах, можно одинаково хорошо использовать и для отливок, получаемых по выплавляемым моделям. Из общего количества теплоты, которое сохраняет металл в жидком состоянии, часть теплоты из открытой прибыли во время затвердевания излучается в окружающее пространство. Чем выше температура плавления металла и чем горячей форма, тем больше теплоты затрачивается на излучение. Засыпка открытой прибыли каким-либо огнеупорным материалом значительно повышает эффективность ее действия, особенно при литье сплавов с высокой точкой плавления. Литниковые системы модельных блоков под влиянием теплового воздействия отливок и раскаленной керамической формы имеют смещенную тепловую ось затвердевания, так что при проектировании таких систем следует поступать осмотрительно. Главными элементами литниковых систем, используемых в литье по выплавляемым моделям, являются обычно стояк, коллектор или питающий канал и питатели. Если коллектор длинный, то стояк не может выполнять функции прибыли, и отливки, возможно, будут пористыми с внутренними дефектами (утяжи-нами). Эти дефекты возникают в основном у нетехнологичных отливок с тепловыми узлами или при неправильно расположенном питателе. С эксплуатационной точки зрения иногда допускаются небольшие внутренние дефекты, но технологи должны стремиться создать такую литниковую систему, которая обеспечивала бы получение плотных отливок. Литниковые системы модельных блоков могут быть с центральным стояком и с моделями, собранными горизонтально на коллекторных кольцах; с центральным стояком и с моделями, собранными вертикально на коллекторных кольцах; с моделями, собранными непосредственно на стояке; с моделями, собранными другими способами. Каждая из приведенных систем сборки представляет собой большое число вариантов в одной группе. К последней группе можно отнести так называемые цилиндрические полые литниковые системы, которые широко используют в различных модификациях при массовом производстве точных отливок. При серийном производстве чаще всего применяют модельные блоки с моделями, смонтированными непосредственно на стояк или на систему радиальных коллекторов, размещенных рядами по высоте стояка. Это высокопроизводительная система. Монтаж моделей непосредственно на стояк имеет преимущества: удобство хранения, легкость обращения с блоками на всех технологических операциях, а также относительно лучший коэффициент использования металла, особенно при единичном или малосерийном производстве.
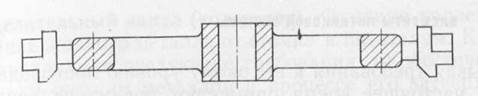
Рис. 2. Горизонтальное расположение отливок на коллекторе
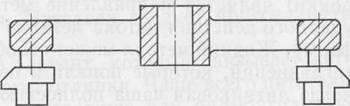
Рис. 3. Вертикальное расположение отливок на коллекторе
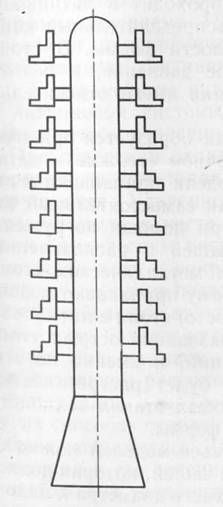
Рис. 4. Отливки, расположенные на стояке
Рис. 5. Цилиндрическая полая литниковая система
Реклама:Читать далее:Элементы литниковой системыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|