|
|
Категория:
Клепка Далее: Чеканка металла Большой объем работ по клепке выполняют на специальных клепальных машинах, пневматических и гидравлических прессах. Машинная клепка имеет следующие преимущества:
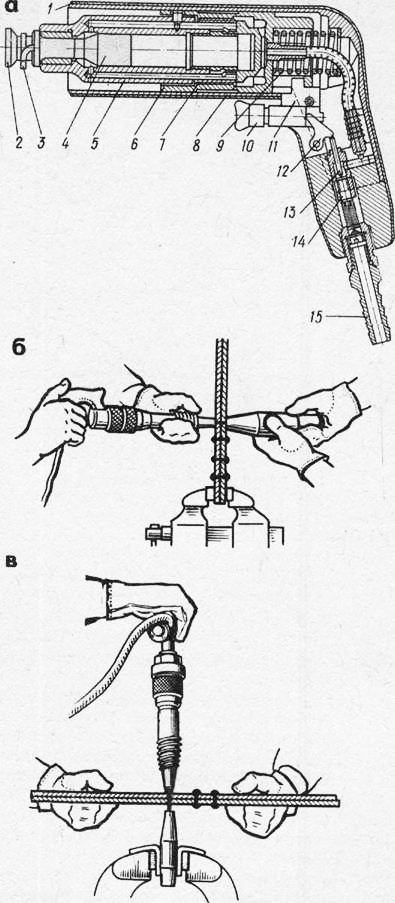
Рис. 1. Клепальный пневматический молоток (а) и работа им (б, в)
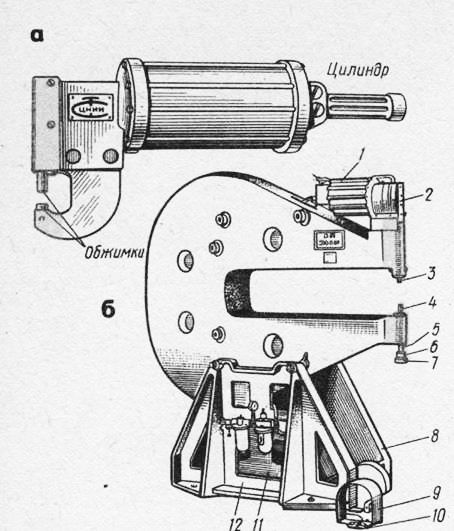
Клепальные машины изготовляют стационарными и переносными. Первые имеют несколько большую производительность, но и недостатки: изделие должно перемещаться по мере постановки заклепки, что при громоздких конструкциях требует устройства специальных рольгангов, а значит, дополнительных площадей. Пневматические клепальные машины стоят дешевле гидравлических. Они выпускаются передвижными, но могут быть и стационарными. Ручной переносный пневматический пресс ПРП5-2 (рис. 2, а) широко применяют при одиночной клепке, особенно в труднодоступных местах. Производительность его в пять раз выше производительности пневматического молотка. На этом прессе клепают детали общей толщиной до 4 мм стальными заклепками наибольшего диаметра 4 мм и заклепками из дюралюминия 5 мм. Пресс имеет пневматический цилиндр и клиновой механизм, с помощью которого преобразуется движение поршня в рабочее движение обжимок. Силовой агрегат благодаря воздухораспределительному устройству осуществляет в определенной последовательности подачу сжатого воздуха в различные камеры пневматических цилиндров, чем обеспечиваются автоматические рабочие и обратные ходы. Рычажная система создает усилие на плунжере, необходимое для расклепывания заклепок. Сжатый воздух из воздушной магистрали к автоматической масленке поступает через фильтр, в котором удаляются имеющиеся в воздухе примеси.
Рис. 2. Прессы:
а — ручной переносный пневматический ПРП5-2, б— стационарный пневморычажный КП-204М; 1 — пневматический цилиндр, 2 — скоба, 3, 4 — обжимки, 5 — упор, 6 — стопорная гайка, 7 — рукоятка стопорной гайки, 8 — тумба, 9 — ограждение, 10 — педаль, 11 — автоматическая масленка, 12 — фильтр
У плохо поставленной заклепки срубают головку, а затем бородком выбивают стержень. Заклепку можно также высверлить. Для этого закладную головку накернивают и сверлят на глубину, равную высоте головки. Диаметр сверла берут немного меньше диаметра заклепки. Недосверленную головку надламывают бородком, затем выбивают заклепку. Способы проверки качества соединения. После сборки заклепочные соединения подвергают тщательному наружному осмотру: проверяют состояние головок заклепок и склепанных дателей. Плотность прилегания соединенных дателей определяют щупом. Головки заклепок и расстояние между ними проверяют шаблонами. Пресс пускают в действие нажатием ноги на педаль. Большой зев и вылет скобы пресса допускают клёпку деталей различных размеров. Конструкция пресса допускает установку скобы в вертикальном положении, что очень важно при клепке плоских деталей больших размеров. Заклепочные соединения, требующие герметичности, подвергают гидравлическим испытаниям путем нагнетания насосом жидкости под давлением, превышающим нормативное на 5 — 20%. Места соединения, дающие течь, подчеканивают. Реклама:Читать далее:Чеканка металлаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|