|
|
Категория:
Эксплуатация транспортного оборудования цехов Перед отправкой готового проката потребителю мерные штанги укладывают в пачки и обвязывают. Для укладки блюмов и слябов перед уборкой их на склад служат табелирующие столы. Стол опирается через пакеты тарельчатых пружин на цилиндрические колонны, которые находятся в зацеплении с вал-шестернями и приводятся через глобоидный и цилиндрический редукторы от электродвигателя. После приема очередного сляба (или ряда блюмов) стол опускается на толщину сляба плюс 10 мм и принимает следующий сляб. Набрав всю стопу, стол поднимается в верхнее исходное положение и стопа сталкивателем передается с него на стационарный стеллаж. При длине свыше 3000 мм заготовки укладываются в одну стопу, при меньшей длине — в две стопы. Ограничение хода стола в крайних положениях осуществляется командоаппаратом. Величина опускания стола заранее устанавливается специальным задающим устройством с пульта управления. Простые профили — круг, квадрат, мелкие уголки — обычно укладывают в круглые пачки. Фасонные профили — балки, швеллеры, крупные уголки и т.п. — укладывают в прямоугольные пачки.
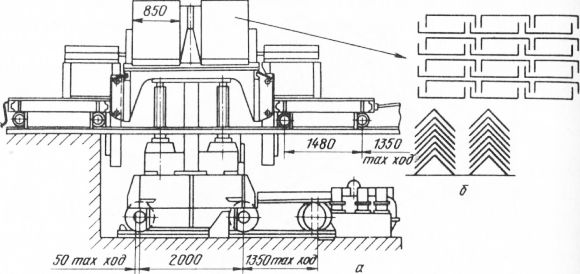
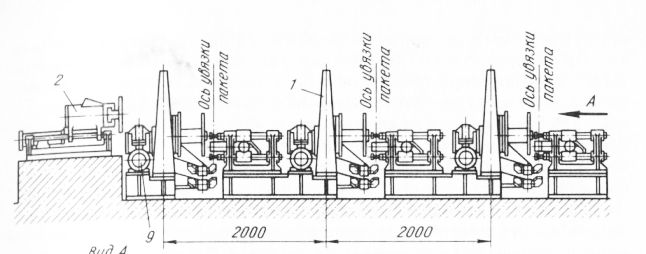
Рис. 1. Укладчик для мелких и средних профилей: На рис. 1 представлен укладчик мелких и средних профилей, установленный на полунепрерывным сортовом стане 350 конструкции ВНИИметмаша. Укладчик состоит из подъемного стола с холостыми роликами двух рольгангов, разделенных средней продольной перегородкой, нижней рамы стола, на которой установлены две направляющие колонны, четыре подъемных винта и электродвигатели привода этих винтов, и двух боковых верхних платформ на катках и с направляющими для подъемного стола. Подъемный стол вместе с платформой может передвигаться в результате перемещения рейками нижней рамы стола, установленной своими катками на рельсах. Продольная перегородка разделяет стол на два кармана. Исходное положение стола — верхнее. После укладки одного ряда профилей стол опускаеся на определенную высоту. Во время укладки ряды профилей выравниваются пневматическим толкателем. Прокат обвязывают вручную или с помощью машины для обвязки пачек. Машина для обвязки пачек сортового проката показана на рис. 2. Прутки длиной 5—10 м укладываются краном или рольгангом в карманы, состоящие их трех неподвижных открытых сверху стоек; концы прутков выравниваются по торцу упором; конец проволоки с катушки, установленной на раме, пропускается через проводки и соединяется с концом приволоки на такой же катушке, установленной на зубчатом секторе, который приводится во вращение от электродвигателя через шестерни, расположенные таким образом, что одна из них вращает сектор, когда открытая часть сектора находится против второй шестерни. Сектор вместе с катушкой совершает несколько оборотов вокруг пачки прутков и наматывает на нее проволоку, причем вначале проволока сматывается с катушки, а затем с катушки. Включается привод узловязателя, выдвигаются направляющие ролики, которые сжимают две нити проволоки и направляют их в прорезки шестерен. Узел проволоки разрезается посередине таким образом, что для последующей обвязки пачек концы проволоки между катушками остаются связанными. Машина обслуживается одним оператором и обвязывает пачки в трех (четырех, пяти) местах по длине прутков.
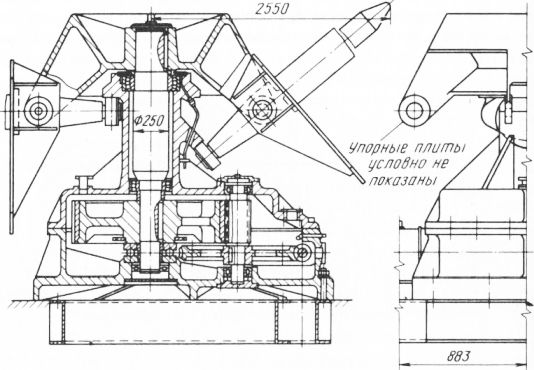
Рис. 2. Машина для обвязки пачек сортового проката стали (до 20 мм в диаметре) На рис. 3 приведена бунтовязальная машина конструкции ВНИИметмаша. Машина состоит из свободных клещей, которые в замкнутом положении образуют кольцевой канал, открытый с внутренней стороны, подающих роликов, механизма для скручивания проволоки и механизма для вытаскивания проволоки при реверсе подающих роликов.
Рис. 3. Бунтовязальная машина для горячей прокатки В описанной конструкции клещи служат для обводки вязальной проволоки вокруг сечения бунта, сами они не вращаются. Работа всех механизмов машины полностью автоматизирована. Эта машина может быть также использована для обвязки круглых пачек простых сортовых профилей (круга, квадрата) мерной длины (6—10 м), уложенных в карманы. После обвязки бунт направляется к пакетирующей машине. Снимаемые с крюков конвейера бунты нанизываются (пакетируются) на один из четырех штырей, занимающих наклонное положение. После пакетирования 7—10 бунтов башня поворачивается на 90°, штырь занимает горизонтальное положение, а его место в наклонном положении займет второй штырь и т.д. Пакет бунтов с горизонтального штыря снимают при помощи мостового крана, снабженного Г-образной подвеской, и транспортируют на склад или в железнодорожный открытый сверху вагон. Съемник бунтов работает автоматически (включается крюком при подходе очередного бунта), а пакетировщиком управляет оператор.
Рис. 4. Пакетировочная машина Пакетирующие устройства устанавливаются в конце агрегатов резки (или других отделочных агрегатов) после летучих или гильотинных ножниц и предназначаются для укладки нарезанных из полосы листов в пакеты. В современных агрегатах в пакетирующих устройствах осуществляются сортировка листов по толщине, отбраковка листов с проколами (в карточках для жести) и при необходимости промасливание листов. По видам выполняемых работ пакетирующие устройства можно разделить на устройства для холоднокатаных листов и жести, устройства для горячекатаных листов, разрезаемых в холодном состоянии, и на специальные устройства, предназначенные для укладки листов из специальных сталей, не допускающих скольжения их друг по другу, волнистых оцинкованных листов, карточек жести горячего лужения и т.п. На рис. 5 представлены схемы устройств, предназначенных для укладки в пакеты холоднокатаных листов из автотракторных, конструкционных, электротехнических сталей и декапира. На рис. 5, а показана схема простейшего пакетирующего устройства, в котором листы транспортером отводятся от летучих или гильотинных ножниц, сбрасываются на стационарный стеллаж секции, ударяясь в упор, укладываются в пакет, выравниваясь по бокам пакета специальными направляющими щеками. На рис. 5, б показана схема более сложного устройства, в котором листы отводящим транспортером сбрасываются в пакет, как и в первом рассмотренном случае, или с помощью магнитов, установленных над нижней ветвью распределительного транспортера, удерживаются в подвешенном состоянии, проходя над пакетом, и при отключении магнитов падают вертикально вниз, укладываясь в ровный пакет с помощью упоров и направляющих щек. При поступлении бракованных листов магниты остаются включенными и листы, проходя над пакетом секции, с помощью выбрасывающего ролика поступают в пакет секции, предназначенной для бракованных листов. Для придания листам большей устойчивости при нахождении их на отводящих транспортерах под их верхней ветвью устанавливают электромагниты. Поддоны листов в таких устройствах устанавливают на платформах тележек опускающихся по мере наполнения пакета с помощью подъемного стола.
Рис. 5. Схемы листоукладчиков
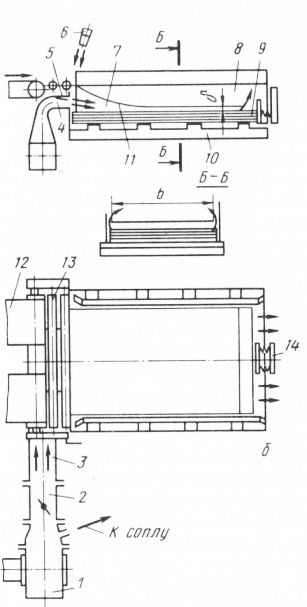
Рис. 6 Листоукладчик с воздушной подушкой Для пакетирования листов применяют также укладчики с вакуумными присосами. Пачку (стопу) листов при помощи мостового крана устанавливают на подъемный стол. На траверсе смонтированы вакуумные присосы из малостойкой эластичной резины. При помощи пневматического цилиндра и рычажной системы траверса опускается и присосы “захватывают” лист, после чего траверса поднимается и лист тележкой переносится на рольганг, установленный перед агрегатом упаковки. Вакуум создается вакуумными насосами, соединенными с вакуумными баллонами. Присосы подключаются к баллонам при помощи электромагнитного распределителя. Листоукладчик конструкции ЗНИИметмаша с воздушной подушкой для укладки листов 1,5×1500×3500 мм со скоростью до 2 м/с оборудован центробежным вентилятором производительностью 6000 м3/ч. Привод вентилятора—от электродвигателя мощьностью 10 кВт (950 об/мин). Воздушная подушка образуется путем подачи воздуха соплами под лист 77 в пространство, замкнутое с боков направляющими линейками, а снизу — пачкой листов. При подаче листа транспортером 72 и роликами передний конец листа прогибается и движется к упору, не соприкасаясь с верхним листом в пакете. Задний конец листа плавно пускается вниз, пересекая поток воздуподаваемого соплами; расход воздуха регулируется дроссельным затвором, установленным в воздухопроводе, а направление воздушной заслонкой; для надежной укладки листа на пакет на задний конец листа подается воздух соплами, соединенными с общим воздухопроводом. Реклама:Читать далее:Агрегаты для травления и покрытия полосыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|