|
|
Категория:
Крупные электрические машины Заготовка ярма станины поступает с металлургического завода либо в виде литого цилиндра, либо в виде гнутых полуцилиндров. Форма отливки ярма показана на рис. 1, а. Для обеспечения припуска на оазоезание и механическую обработку оси верхнего и нижнего полуцилиндров смещены от центра на 50 мм. Заготовки гнутых полуцилиндров имеют у концов прямолинейные прибыли длиной 200 мм, необходимость которых диктуется технологией гибки полуцилиндров, принятой на металлургических заводах. При толщине заготовки менее 100 мм для гибки полуцилиндров возможно применение безотходной вальцовки; при этом отпадает надобность в прибылях. Изготовление станины начинается с разметки и газовой резки цилиндра ярма на две половины или, в случае гнутого исполнения, с отрезания прибылей. Затем полуцилиндры поступают на механический участок, где размечается плоскость разъема под фрезерование. Фрезерование плоскости разъема производят на горизонтально-расточных станках (фрезерных колонках). Выверка осуществляется по разметочным рискам. Соединение полуцилиндров в кольцо для дальнейшей совместной обработки производится наложением сварочного шва по всему периметру плоскости разъема. При выверке ярма на карусельном станке необходимо совместить плоскость разъема с осью вращения планшайбы. Выверка осуществляется посредством рейсмуса, закрепленного в резцедержателе. Перемещая ползун суппорта в вертикальной плоскости, проверяют совмещение линии, прочерчиваемой иглой рейсмуса, с линией разъема. Выверка в горизонтальной плоскости осуществляется следующим образом. Вращая планшайбу станка, устанавливают плоскость разъема ярма так, чтобы острие рейсмуса при перемещении суппорта все время совпадало с линией разъема. Затем планшайбу поворачивают примерно на 180° до совмещения линии разъема па второй стороне ярма с острием рейсмуса. Если теперь перемещать суппорт, то линия, прочерчиваемая иглой, рейсмуса, либо совпадет с плоскостью разъема, либо расположится под углом к ней. В первом случае плоскость разъема совмещена с осью вращения, во втором — не совмещена. Перемещая ярмо кулачками планшайбы, добиваются такого его положения, при котором плоскость разъема совпадет с осью вращения. В первую установку подрезают торец и обтачивают наружную поверхность до кулачков. Затем ярмо снимают со станка, приваривают на наружной поверхности поперек разъема четыре планки (по две с каждой стороны) и удаляют планки с внутренней поверхности. Скантовав ярмо, устанавливают его в кулачки планшайбы необработанным торцом вверх и выверяют по обточенной части наружной поверхности. Затем подрезают торец, обтачивают оставшуюся не обработанной часть наружной поверхности и растачивают внутреннюю поверхность.
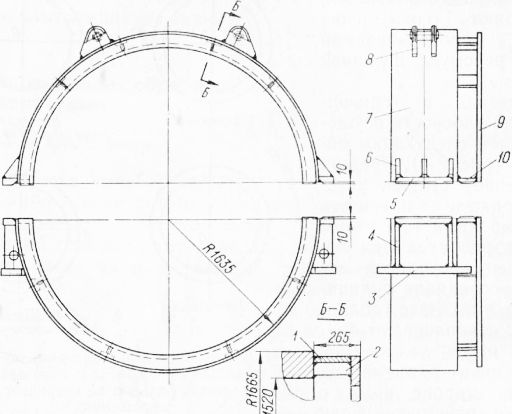
Рис. 1. Схема выверки ярма: После обработки ярмо поступает в сварочный цех для приварки лап, стыковых брусьев и основания траверсы. Сварка станины Приваренные по наружному диаметру ярма технологические планки срезаются, и его половинки разъединяются. Заранее сваренные между собой ребра с полками, предварительно отфрезерованные до требуемого размера, устанавливаются по разметке на один из торцов станины и прихватываются. На прихваченные ребра и полки накладываются полукольца основания траверсы. Ребра и полки привариваются к станине в нижнем положении. Для установки стыковых брусьев станина ставится разъемом ярма вниз на подкладки толщиной 10 мм. В таком положении производится сборка станины с брусьями, ребрами и рымами. На нижнюю половину станины устанавливаются ребра с лапами.
Рис. 2. Сварка станины. К собранной станине сначала приваривают все ребра в вертикальном положении. После наложения швов в нижнем положении станина кантуется на 90° полукольцами вниз для приварки к ним ребер и полок. В последнюю очередь после кантовки завариваются фаски на стыковых брусьях. Сваренная станина отжигается для снятия внутренних напряжений. Обработка станины Обработка станины начинается с фрезерования плоскостей разъемов верхней и нижней половин на фрезерной колонке. После фрезерования размечают в стыковом брусе верхней части станины отверстия под крепежные болты и сверлят их на радиально-сверлильном станке. Наложив верхнюю часть на нижнюю и совместив их по контуру разъема, переводят отверстия на стыковой брус нижней части и размечают их. Затем на радиально-сверлильном станке сверлят отверстия и нарезают в них резьбу. Собрав верхнюю и нижнюю половины станины в кольцо и стянув их болтами, накладывают сварочный шов на торцах стыковых брусьев в месте разъема. Назначение сварки в данном случае в том, чтобы временно, до установки штифтов, воспрепятствовать возможному относительному смещению верхней и нижней половин при дальнейшей обработке станины. Выверка станины при растачивании на карусельном станке производится по плоскости разъема аналогично выверке ярма или по предварительной разметке (центровке). Станина ставится основанием траверсы вверх, и за одну установку растачивается внутренняя поверхность по третьему классу точности (к этой поверхности в дальнейшем крепятся полюсы), замок в основании траверсы и подрезается торец. Затем станина переставляется и подрезается лругой торец. Далее в станине размечают отверстия под штифты, которые устанавливаются в ее разъеме по два с каждого торца ярма, и отверстия в основании траверсы для крепления планок зажима кольца траверсы. Сверление и развертывание отверстий под штифты производится на радиально-сверлильном станке. При этой же операции сверлятся и нарезаются резьбовые отверстия в основании траверсы. Установив в отверстия штифты, размечают, базируясь от расточки станины, лапы и торцы стыковых брусьев, которые Фрезеруются на фрезерных колонках. Выверка выполняется по разметочным рискам. Обе лапы станины фрезеруются за одну Установку в один переход, а торцы стыковых брусьев — за две Установки. Разметка отверстий под болты крепления полюсов производится в зависимости от способа их сверления либо на внутренней, либо на наружной поверхности станины. Отверстия в станинах диаметром свыше 3000 мм сверлятся горизонтально-сверлильным переносным станком с поворачивающейся во’круг оси колонной, установленным в центре станины. В этом случае отверстия размечаются на внутренней поверхности станины, При диаметре менее 3000 мм станина устанавливается на поверхности.
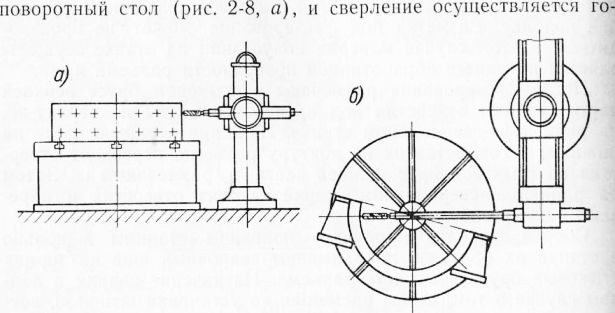
Рис. 3. Схема сверления отверстий на поворотном столе: Разметка и сверление отверстий со стороны внутренней поверхности обеспечивают более точное расположение отверстий по шагу, так как, во-первых, разметка осуществляется более точно и, во-вторых, «увод» сверла в этом случае практически не влияет на точность расположения отверстий на внутренней поверхности станины. Но такой способ сверления имеет и существенный недостаток, заключающийся в том, что подрезание отверстий под.головку болтов приходится вести обратными подрезками, а это при больших размерах станины вызывает ряд неудобств. Подрезание отверстий можно производить и прямыми подрезками со стороны наружной поверхности, но при этом возникает необходимость в перестановке краном станка или станины на каждый ряд отверстий. Разметка отверстий со стороны наружной поверхности затрудняется лапами и стыковыми брусьями и потому менее точна. Кроме того, наружная поверхность ярма станины может оказаться эксцентричной по отношению к внутренней, так как первая обрабатывается до сварки станины, а вторая — уже и станине, после приварки лап и стыковых брусьев; это тоже снижает точность разметки. Увод сверла при сверлении со стороны наружной поверхности также будет отрицательно влиять на точность расположения отверстий на внутренней поверхности. Подрезание отверстий при установке станины на поворотном столе выполняется прямыми подрезками без затруднений. На таком столе можно осуществить сверление и с внутренней стороны станины. В этом случае на нем устанавливается одна половина станины, как показано на рис. 3, б; сверление производится с внутренней стороны, а подрезание отверстий — с наружной стороны прямыми подрезками. Неудобство данного способа сверления заключается в том, что для закрепления сверла приходится пользоваться удлинителями большой длины, а это вызывает провисание сверла и трудности при совмещении его вершины с центром отверстия. Если для установки станины использовать кольцевой поворотный. стол, позволяющий разместить неподвижно в его центре горизонтально-сверлильный станок для сверления отверстий изнутри и второй станок (за пределами стола) для подрезания отверстий с наружной стороны станины, то отмеченные выше трудности будут полностью устранены. Реклама:Читать далее:Обработка и сборка станин шихтованного исполненияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|