|
|
Категория:
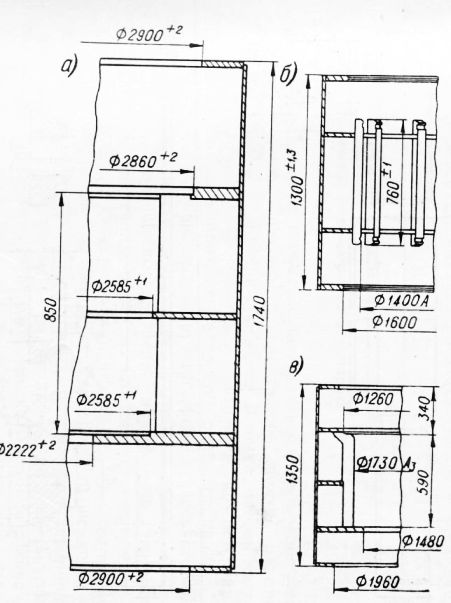
Крупные электрические машины Далее: Сборка сердечников статоров Корпус Обработка корпуса статора начинается с растачивания на карусельном станке. Предварительно корпус размечают, нанося на него центровочные риски в двух перпендикулярных плоскостях. Выверка корпуса на карусельном станке производится по центровочным рискам и по лапам, опорная плоскость которых должна быть перпендикулярна планшайбе станка. При обработке корпуса статора первого типа растачивают отверстия во всех полках и крайней стенке и подрезают ее торец. Затем, после перестановки детали, подрезают торец и растачивают отверстие во второй крайней стенке. Карусельная обработка корпусов статоров второго и третьего типов несколько сложнее и выполняется в следующем порядке. Растачиваются предварительно ребра (с припуском на чистовую обработку 1—1,5 мм на сторону) и начисто отверстие в верхней стенке корпуса; подрезаются торец корпуса и торцы ребер, протачиваются канавки под запорные шпонки (если они имеются). Затем производят чистовое растачивание ребер. В связи с большой длиной расточки и необходимостью выдержать конусность отверстия в пределах допуска второго-третьего классов точности, перед чистовым растачиванием следует проверить правильность установки ползуна суппорта в вертикальной плоскости. Проверка осуществляется путем измерения диаметров верхней и нижней частей корпуса статора после предварительного растачивания ребер. По результатам измерений производят подналадку станка, разворачивая поворотную часть суппорта в ту или иную сторону. При растачивании ребер корпуса применяются специальные резцы для ударных работ, особенность которых состоит в том, что из-за большого угла наклона режущей кромки в работу в первую очередь вступает не вершина резца, как у обычных резцов, а более массивная периферийная часть пластинки резца. Благодаря этому значительно повышается их стойкость.
Рис. 1. Типы корпусов статора:
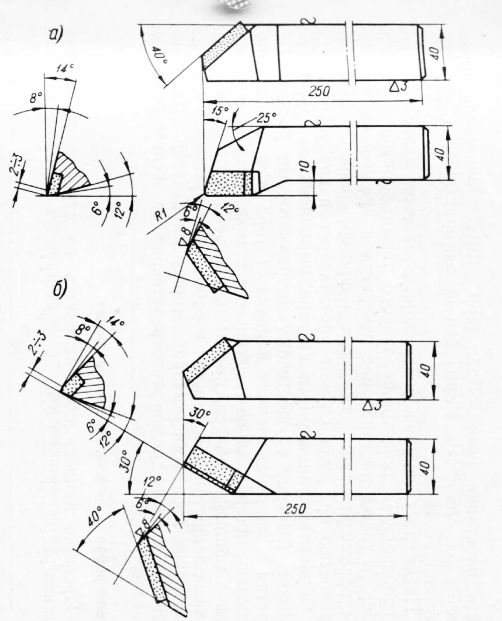
Рис. 2. Резцы для ударных работ: После растачивания ребер корпус статора переставляется и производится подрезание второго торца корпуса и торцов ребер, а также растачивание отверстия в крайней стенке. Затем размечают лапы статора для фрезерования. Базовой поверхностью при этом служит расточка ребер корпуса статора. Обработку лап корпуса статора выполняют на фрезерной колонке. Выверку осуществляют по разметочным рискам. Отверстия в торцевых стенках корпуса статора и в лапах обрабатывают на радиально-сверлильном станке. Резьбовые отверстия в обшивке корпуса, предназначенные для крепления различных закрытий, и отверстия в ребрах для крепления клиньев «ласточкин хвост» (в статорах второго типа) сверлятся и нарезаются электродрелью непосредственно на железосборочном участке. Клинья-ребра и клинья «ласточкин хвост» Профиль клиньев обрабатывается на строгальном станке. Клинья-ребра контролируются шаблонами, конструкция которых подобна описанной в части первой -— «Турбогенераторы».
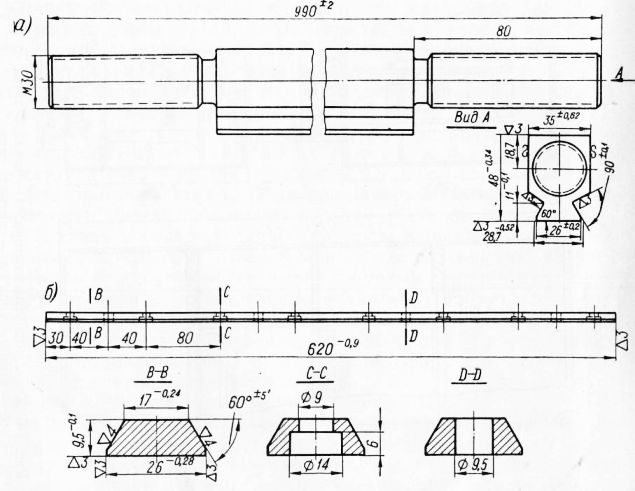
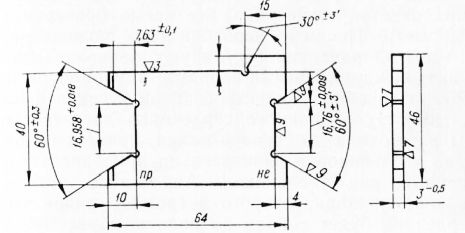
Рис. 3. Клинья для крепления сердечников: Шаблон для контроля клиньев «ласточкин хвост» показан на рис. 4. Обтачивание концов клиньев и нарезание резьбы на них производится на токарном станке такими же методами, как и при обработке клиньев турбогенераторов.
Рис. 4. Шаблон для контроля клиньев «ласточкин хвост». Реклама:Читать далее:Сборка сердечников статоровСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|