|
|
Категория:
Крупные электрические машины Далее: Сборка сердечников из дисков Остовы якорей (роторов) представляют собой ребристую сварную конструкцию, имеющую в зависимости от размеров и назначения сердечников различное конструктивное исполнение.
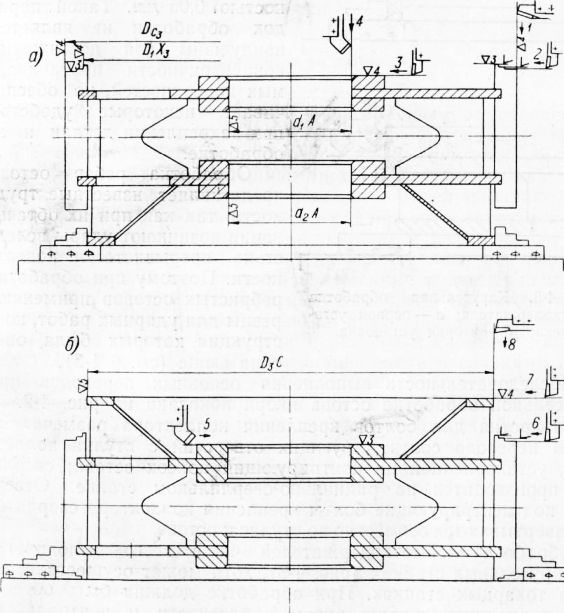
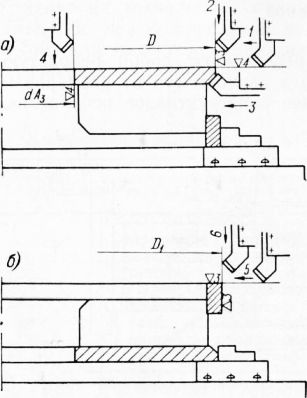
Рис. 1. Карусельная обработка остова якоря: Однако построение технологического процесса механической обработки остовов различных исполнений идентично, так как преследуются одни и те же цели. Обработка остова должна обеспечивать концентричность посадочных поверхностей ступиц, цилиндрической поверхности ребер и центрирующего пояска для насадки коллектора. Концентричность посадочных мест ступиц и цилиндрической поверхности ребер достигается обработкой их на карусельном станке с одной установки; обтачивание центрирующего пояска под насадку коллектора производят после перестановки детали и выверки по внутренней расточенной поверхности ступицы с точностью 0,05 мм. Такой порядок обработки не является наилучшим Для достижения концентричности протачиваемых поверхностей, но обеспечивает некоторые удобства при закреплении детали и ее обработке. Обработка ребер остова представляет известные трудности, так как при их обтачивании возникают удары вследствие прерывистости поверхности. Поэтому при обработке ребристых остовов применяют резцы для ударных работ, конструкция которых была описана выше. Последовательность выполнения основных переходов при карусельной обработке остова якоря показана на рис. 1. Отверстия для болтов крепления коллектора размечаются путем перевода соответствующих отверстий с втулки коллектора, установленной на центрирующий поясок остова; сверление производится на радиально-сверлильном станке. Отверстия под центрирующие болты крепления коллектора сверлятся и развертываются совместно во втулке и остове. Обработка обмоткодержателей чаще всего выполняется на карусельных станка, хотя может осуществляться и на токарных станках. При обработке должна быть обеспечена перпендикулярность опорной плоскости и центрального отверстия, что достигается обработкой этих поверхностей с одной установки.
Рис. 2. Карусельная обработка обмоткодержателя: Реклама:Читать далее:Сборка сердечников из дисковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|