|
|
Категория:
Производство конструкций из дерева Далее: Cклеивание древесины При обработке конструкций и узлов из пластмасс часто требуется механическая обработка деталей, которая заключается в очистке от заусенцев и облоя, обрезке по формату, высверливании отверстий, строгании борозд и пазов, нарезке резьб, обтачивании на токарных станках. Для обработки многих пластмасс пригодны обычные металлорежущие и деревообрабатывающие станки, электрические и пневматические ручные машины. На предприятиях, выпускающих новые виды строительных конструкций из пластмасс, устанавливается специальное оборудование. Механическая обработка пластмасс имеет некоторые особенности, связанные с абразивностью наполнителей, плавкостью при нагревании от трения режущего инструмента, деформативностью от усилий обработки. Эти особенности влияют на выбор и конструкцию режущего инструмента. В частности, задний угол принимается несколько большим, а передний — вследствие низкой прочности пластмасс — значительно большим, чем у режущих инструментов для металла. Большинство конструкционных пластмасс (стеклопластики, текстолиты, винипласт, оргстекло) выпускается в виде листов, которые необходимо разрезать на заготовки. Листы толщиной до 3 мм разрезают на гильотинных, параллельных или дисковых ножницах. Лучшее качество разрезки достигается на параллельных ножницах (их обычно применяют для слоистых пластиков). Рулонные материалы разрезают дисковыми ножницами. Листы толщинок более 3 мм распиливают ленточными и дисковыми пилами, а также фрезами из высокопрочной стали с мелкими, хорошо заточенными зубьями. Для разрезки стеклопластиков и пластмасс с минеральными наполнителями, оказывающими абразивное действие на металл, используют карборундовые диски. Разрезка абразивными кругами обеспечивает высокое качество разрезаемых поверхностей. Однако при обработке выделяется много пыли. Для ее удаления зону резания в процессе работы круга обильно орошают и тем самым охлаждают обрабатываемую заготовку специальным раствором или эмульсией. Для уменьшения сил трения и быстрого отвода тепла применяют фрезы с пластинками из твердых сплавов или съемные отрезные круги, вращающиеся с большой скоростью. Подача регулируется в зависимости от вида и толщины обрабатываемого материала. Направление вращения фрезы относительно подачи листов зависит от места ее расположения. Ленточные пилы хорошо проводят тепло, поэтому они более пригодны для распиливания пластмасс большой толщины. Узкие полотна применяют для фигурной разрезки, широкие — для прямой. При разрезке листов толщиной до 2 мм применяют пилы без развода зубьев. Ленточные пилы используют также для разрезки круглых стержней и труб. Плиты пенопласта разрезают ножовками или раскаленной проволокой. Для разрезки текстолита служит специальный станок, в котором листы материала толщиной 3 … 6 мм проталкиваются между двумя цилиндрическими кольцевыми ножами. При этом процесс резания происходит без снятия стружки.
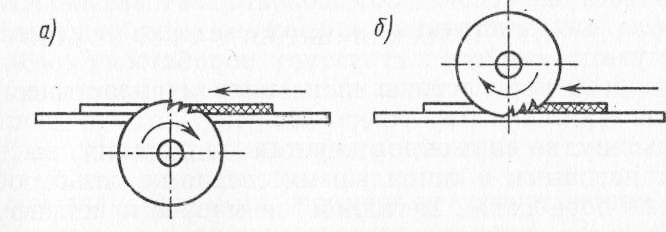
Рис. 1. Схема резания пластмасс при нижнем (а) и верхнем (б) расположении фрезы
Строгание пластмассовых заготовок производится на поперечно-строгальных или продольно-строгальных металлообрабатывающих станках со скоростью 15… 25 м/мин для листовых термопластов и 20…30 м/мин — для слоистых пластиков. Древесно-слои-стые пластики строгают на деревообрабатывающих станках (фуговальных, рейсмусовых) со скоростью 50… 100 м/мин. Для строгания термопластичных материалов применяют резцы такие же, как для обработки цветных металлов. Отверстия в листовых пластмассах получают методом вырубки или сверления. Процесс вырубки принципиально не отличается от штамповки металлов и выполняется на аналогичном прессовом оборудовании. Для вырубки большеразмерных прямоугольных отверстий пользуются штампами, имеющими режущую кромку. При пробивке круглых отверстий, например в листах слоистых пластиков, применяют ступенчатые пуансоны, первый выступ которого пробивает начальное отверстие, а второй подрезает кромки. Этим методом можно получать отверстия диаметром 3…8 мм. В зависимости от природы материала, его толщины и требуемого качества готовых изделий вырубку можно производить с подогревом и без подогрева материала и штампа.
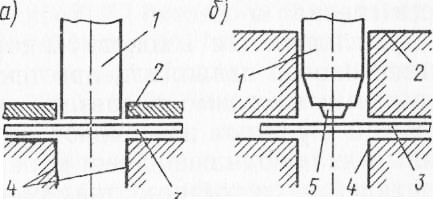
Рис. 2. Схемы вырубных штампов:
1 — пуансон; 2 — прижимное и направляющее устройство; 3 — листовая заготовка; 4 — матрица; 5 — предразрушающий выступ
В качестве режущих инструментов для сверления отверстий в деталях из пластмасс применяют сверла перовые и спиральные быстрорежущие; сверла, оснащенные пластинками твердых сплавов; цельнотвердосплавные и алмазные сверла. Для сверления используют сверлильные станки, предназначенные для обработки металлов, а также специальные полуавтоматические станки. Материал сверла, его конструкцию и форму заточки режущей части выбирают с учетом свойств и структуры обрабатываемого материала, диаметра отверстия, глубины сверления, технологических требований к точности и качеству отверстий. В большинстве случаев отверстия в деталях из пластмасс получают перовыми и спиральными сверлами, отличающимися от сверл для обработки металлов некоторыми конструктивными особенностями и формой заточки режущей части. Перовые сверла применяют для сверления неглубоких отверстий, к точности и качеству которых не предъявляется высоких требований, а также для сверления отверстий малого диаметра. Спиральные сверла позволяют получить более чистые поверхности отверстия и обеспечивают необходимую при сверлении точность. Отверстия глубиной более 10 … 15 мм рекомендуется сверлить в два приема: сначала сверлом диаметром 5 … 6 мм, а затем сверлом нужного диаметра. Создание плоских и фасонных поверхностей, выборку пазов, уступов, снятие фасок осуществляют фрезерованием. При этом обрабатываемую деталь плотно прижимают к опорной поверхности станка и жестко закрепляют, место резания охлаждается эмульсиями или воздушной струей. Фрезерование прессованных пластиков и литых изделий производится цилиндрическими и конусными фрезами со спиральным зубом. Для фрезерования плоскостей и уступов применяют торцовые фрезы, оснащенные пластинками из твердых сплавов. Для обработки фасонных поверхностей деталей из гетинакса, текстолита и стеклопластиков используют фасонные фрезы, также оснащенные пластинками из твердых сплавов. Фрезы с пластинками имеют более высокую стойкость; форма фасонного профиля их сохраняется лучше, особенно при обработке материалов с высокими абразивными свойствами. Недостатком их является сложность заточки зубьев. Поэтому для многих пластмасс применяют фасонные твердосплавные фрезы с острозаточенными зубьями. Токарная обработка пластмасс применяется для деталей, имеющих форму прутков, колец, фланцев, полученных методом литья, экструзии, прессования. Для токарной обработки пластмасс используют резцы с механическим креплением пластинок из быстрорежущей стали, твердых сплавов и алмазных кристаллов. Такие резцы удобны в эксплуатации ввиду того, что изломанную пластинку можно быстро заменить, не снимая резец со станка. Качество обрабатываемой поверхности зависит от свойств материала, геометрических параметров инструмента, режима резания. Для получения точных размеров деталей из пластмасс необходимо учитывать влияние температурных деформаций при обработке и остаточных напряжений в материале после механической обработки. Для снятия напряжений детали помещают в термокамеру с температурой 50 °С на 48 ч. После термообработки производятся вторичные токарные операции по доводке размеров до проектных значений. Для уменьшения температурных деформаций при токарной обработке применяется жидкостное (для термопластов) или воздушное (для слоистых пластиков) охлаждение. — Некоторые пластические массы промышленность выпускает в виде листов, прутков и плит, и детали из них изготовляют обработкой резанием. В этих случаях операции механической обработки являются завершающими в технологическом процессе изготовления деталей. При механической обработке пластмасс необходимо учитывать их физико-механические свойства, как-то: Низкая теплопроводность пластмасс приводит к тому, что тепло, образующееся при их обработке, в значительно большей степени переходит в режущий инструмент, чем при обработке металлов. При обработке термопластичных материалов в инструмент переходит 24% тепла, а при обработке термореактивных материалов — 90%. Концентрация тепла в инструменте вызывает нагрев его режущих кромок до высоких температур. В отличие от металлов, пластмассы имеют низкую теплостойкость — не выше 300 °С. Повышение температуры в зоне резания снижает показатели механических свойств обработанных поверхностей пластмасс. Термопластические материалы уже при 70—100 °С размягчаются, обработанная поверхность оплавляется, и шероховатость ее увеличивается. При резании термореактивных материалов начиная с 160—250 °С происходит разложение связующих смол, и качество обработанных поверхностей заметно ухудшается. Следовательно, при обработке термопластичных и термореактивных материалов следует выбирать такие режимы резания, при которых температура в зоне резания не была бы выше температуры теплостойкости обрабатываемого материала. Режущие инструменты для обработки пластмасс изготовляют из инструментальных сталей, минералокерамических сплавов и алмазов. Износ инструментов, в основном абразивно-механический, наиболее интенсивно протекает по задней поверхности. Режущая кромка округляется. Механическая обработка пластмасс выполняется на универсальных металлорежущих и деревообделочных станках и на специализированных полуавтоматах и автоматах. Станки для обработки пластмасс должны иметь специальные устройства для отсоса стружки и пыли. Разрезка. Многие пластмассы поставляются в виде листов. Толщина листа может быть от 0,5 до 70 мм. Разрезка листов на штучные заготовки и обрезка их по контуру осуществляются ленточными и дисковыми пилами, дисковыми фрезами и отрезными абразивными и алмазными кругами. Ленточные пилы позволяют получить из листа детали фасонного профиля, а также разрезать круглые стержни и трубы. При разрезке листов толщиной до 2 мм применяют пилы без развода зубьев. Пилы изготовляют из углеродистых и быстрорежущих сталей. Листы из термореактивных пластмасс типа гетинакса и текстолита разрезают дисковыми пилами, изготовленными из легированной стали 9ХФ, и сегментными фрезами из быстрорежущей стали. Толщина разрезаемых листов — до 45 мм. Листы термореактивных и термопластичных пластмасс часто разрезают на фрезерных станках мод. 6М82ГБ и 6Н81Г фрезами из легированной или быстрорежущей стали. Термореактивные пластмассы целесообразно разрезать фрезами, оснащенными пластинками твердых сплавов ВК6, ВК6М и ВК8. Листы из текстолита и гетинакса толщиной до 25 мм разрезают абразивными кругами. Применяют электрокорундовые круги диаметром до 250 мм, толщиной 2—3 мм, на бакелитовой или вулканитовой связке с твердостью СМ1-СТ1, зернистостью 40—80, с открытой структурой. Разрезка абразивными кругами обеспечивает высокое качество обработанных поверхностей. Листы толщиной до 8 мм иногда разрезают алмазными отрезными кругами, что дает повышение производительности труда. Точение деталей из пластмасс применяется широко. Точением обрабатываются не только заготовки из прутков и листов, но и детали, полученные литьем и прессованием. Во многих случаях механическая обработка повышает точность деталей. Обработка деталей из пластмасс ведется на универсальных металлорежущих станках и токарных автоматах. В массовом производстве детали из пластмасс обрабатываются на специальных станках и автоматах. Токарные резцы для обработки пластмасс по своей форме и назначению аналогичны резцам, предназначенным для обработки металлов; отличаются они только отсутствием фасок и стружечных канавок на рабочей части. Для обработки термопластичных материалов резцы изготовляют из инструментальных углеродистых или быстрорежущих сталей со следующими геометрическими параметрами: у=15—20°; а= 18-25°; ср = 45°. Для обработки термореактивных материалов резцы изготовляют из быстрорежущих сталей либо оснащают пластинками твердого сплава марок ВК6, ВК8 со следующими геометрическими параметрами: у=10—20°; а- 10—20°; ф = 45°. При обработке органического стекла применяют алмазные резцы. Алмазное точение деталей из органического стекла позволяет получить обработанные поверхности прозрачными. Кроме того, алмазное точение позволяет повысить производительность труда по сравнению с точением быстрорежущими резцами. В числителе указаны режимы резания при черновом точении, а в знаменателе— при чистовом. При черновом точении достигается точность 4-го класса, а при чистовом — 2а — 3-го классов. При точении термопластичных материалов целесообразно охлаждение эмульсией или водой зоны резания, а при точении термореактивных материалов — сжатым воздухом. Фрезерование пластмасс осуществляется на быстроходных горизонтально- и вертикально-фрезерных металлообрабатывающих станках, оснащенных устройствами для улавливания и отсоса стружки и пыли. Фрезерование производится цилиндрическими, торцевыми, фасонными и концевыми фрезами. Для фрезерования термопластичных материалов фрезы изготовляют из легированных и быстрорежущих сталей, а для обработки термореактивных материалов их оснащают твердыми сплавами ВК6 и ВК8. Фрезы для обработки пластмасс должны иметь большие задние углы (а=10—30°), простую форму передней поверхности, большой угол наклона главных режущих кромок к оси фрезы (со = 20—25°), что обеспечивает плавную, безударную работу. В числителе указаны режимы резания для черновой обработки, а в знаменателе — для чистовой. При черновом фрезеровании достигается точность 7-го класса, при чистовом — 4—5-го классов. Фрезы при обработке целесообразно охлаждать сжатым воздухом. Сверление. В качестве режущих инструментов для образования отверстий в пластмассах применяют перовые и спиральные сверла, изготовленные из быстрорежущих сталей, оснащенные пластинками твердого сплава, цельнотвердосплавные, алмазные сверла и вырезные резцы. Образование отверстий производится на сверлильных станках, предназначенных для обработки металлов, а также на специальных станках. После сверления пластмасс производится рассверливание, зенкерование, развертывание и нарезание резьбы. Качество обработанных поверхностей зависит от геометрических параметров сверл. В наибольшей степени влияет угол при вершине. Выбор переднего угла осуществляется только для перовых и твердосплавных сверл. Отделочные операции. После прессования или механической обработки многие детали из пластмасс проходят отделочные операции. К этим операциям относятся опиливание, шлифование, галтовка, дробеструйная обработка и полирование. Реклама:Читать далее:Cклеивание древесиныСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|