|
|
Категория:
Пайка Механическую очистку поверхности деталей перед пайкой от окислов, ржавчины и окалины осуществляют напильниками, шаберами, шлифовальными кругами, металлическими щетками, обдувкой песком или дробью и т. д. Очищают поверхности напильниками и шаберами в основном при изготовлении небольшого количества паяных изделий, так как этот способ малопроизводителен. После зачистки абразивными материалами рекомендуется производить обезжиривание. Более производительным способом механической очистки поверхности перед пайкой является очистка вращающимися металлическими щетками (крацевание), которые закрепляются на шпинделе пневматической или электрической шлифовальной машины; применяются также специальные крацевальные станки.
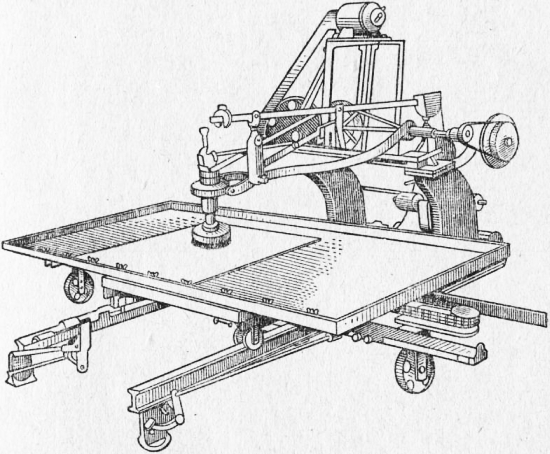
Рис. 1. Полуавтомат для крацевания поверхности, подлежащей пайке В условиях массового производства успешно используют высокопроизводительные крацевальные полуавтоматы, дающие возможность осуществлять очистку больших поверхностей плоских изделий. Металлические щетки изготовляют из стальной и латунной проволоки диаметром от 0,05 до 0,3 мм и применяют для очистки наружных и внутренних поверхностей. На ряде предприятий начали применять новый инструмент для очистки поверхности металла — дисковые абразивные щетки, использование которых позволяет механизировать подготовку поверхности изделий сложной формы перед пайкой. Щетка состоит из металлического патрона, в котором закрепляются плотно набранные полоски абразивной шкурки требуемой зернистости. Абразивные щетки удобны в применении и высокопроизводительны, их можно устанавливать на полировальных, токарных, фрезерных и других станках. Пескоструйная и гидроабразивная очистка. Очистка металлических поверхностей изделий перед пайкой обдувкой кварцевым песком является довольно эффективным методом, однако высокая профессиональная вредность обдувки сухим песком (заболевание силикозом) побуждает заменить этот метод другими, менее вредными — очистка влажным песком, металлическим порошком, дробеструйная очистка, а также жид-костноабразивная обработка.
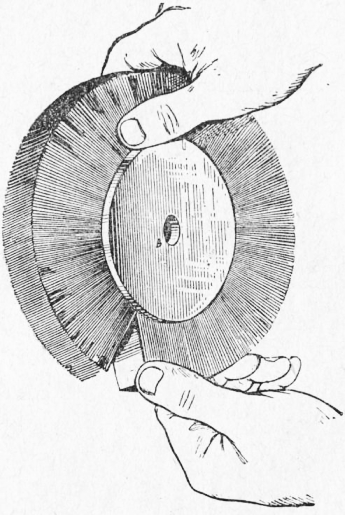
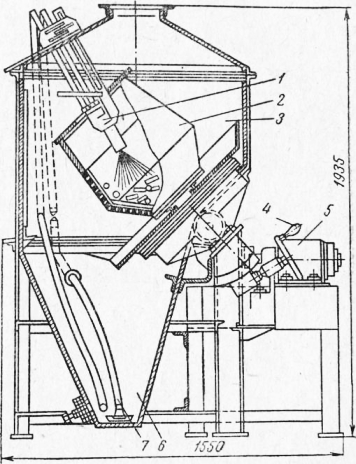
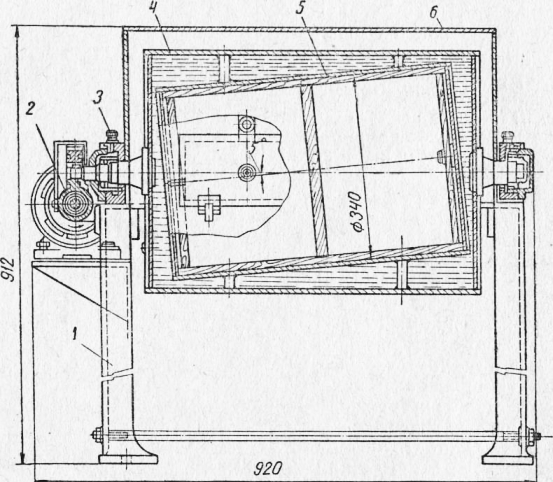
Рис. 2. Дисковая абразивная щетка для очистки металла Гидропескоструйная камера, используемая для очистки поверхности мелких и средних деталей, изображена на рис. 3. Устройство состоит из камеры с бункером-смесителем, в котором помещается абразивная смесь, непрерывно перемешиваемая поступающим через барботер сжатым воздухом под давлением 4—5 ат. В камере помещается стальной барабан. В конической обечайке барабана имеются отверстия для стенания отработанной массы на лоток, предохраняющий вращающиеся части от засорения абразивом. Через отверстие в крышке барабана вставлен струйный аппарат. Барабан вращается с помощью электродвигателя с редуктором. Рукоятка служит для изменения угла наклона барабана. К горловине камеры присоединяется труба вытяжной вентиляции. Процесс обработки в камерах указанной конструкции происходит без участия рабочего. Дробеструйная очистка металлических деталей перед пайкой производится в специальных установках с помощью чугунной дроби с острыми гранями. Установка может успешно применяться для очистки плоских и цилиндрических наружных и внутренних металлических поверхностей от окалины, ржавчины, краски, масляных пятен и других загрязнений. Очистка изделий дробеструйным споеобом высокопроизводительна, воздух при этом не загрязняется, поэтому отпадает необходимость в сооружении специальных камер и в обеспечении рабочих защитными скафандрами. Галтовка. Поверхности мелких деталей перед пайкой очищают в галтовочных барабанах. При вращении барабана детали в нем перемещаются, соприкасаясь друг с другом и стенками барабана, в результате окалина или ржавчина стираются, поверхность сглаживается, заусенцы отрываются. Для уменьшения шума при работе стенки барабана делают двойными, пространство между ними заполняют вязкой жидкостью (отходы нефти, тяжелые масла и др.). Бесшумный галтовочный барабан состоит из станины, внутреннего барабана, имеющего с двух сторон цапфы, закрепленные в шарикоподшипниках. Барабан расположен внутри наружного барабана и вращается электродвигателем с редуктором. Снаружи галтовочный барабан закрыт кожухом.
Рис. 3. Гидропескоструйная камера для очистки деталей Галтовка во вращающихся барабанах производится путем обработки изделий грубыми абразивными и другими материалами (песок, кремний, осколки гранита, отходы шлифовальных кругов и т. д.).
Рис. 4. Бесшумный галтовочный барабан Реклама:Читать далее:Химическая очистка поверхностиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|